
Fターム[4F207AG04]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 波状体 (5)
Fターム[4F207AG04]に分類される特許
1 - 5 / 5
光ケーブル用スペーサの製造方法
【課題】ドラムへの捲回により残留する鋼線歪みを矯正して、スペーサ本体の螺旋溝のピッチ、反転角度の変動を抑制できる光ケーブル用スペーサの製造方法を提供する。
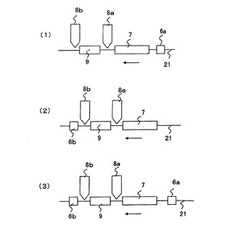
【解決手段】光ケーブル用スペーサの製造方法であって、鋼線の回転歪みの除去と伸直のための鋼線矯正工程を含み、かつ、前記鋼線矯正工程が次の工程のいずれかを含む。(1)鋼線21を矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却する。(2)鋼線21を表面温度400〜600℃に加熱処理した後、表面温度を60〜100℃に冷却して、矯正角度2〜10°の矯正器6bに挿通して曲げ処理する。(3)鋼線21を第1の矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却して、矯正角度2〜10°の第2の矯正器6bに挿通して曲げ処理する。
(もっと読む)
光学シートの製造方法、光学シートの成形型、光学シート

【課題】正面輝度を維持しながら、サイドローブやニュートンリング等の発生を低減でき、視野角が広く、傷つきにくく傷がついた場合にもその傷が見えにくい光学シートの製造方法、これに用いる光学シートの成形型、これにより製造される光学シートを提供する。
【解決手段】複数配列された凸形状の単位光学形状151と、単位光学形状151間に設けられ、その表面の表面粗さの値が単位光学形状151よりも大きい谷底部152とを有する光学形状部を有する光学シートの製造方法であり、樹脂をシート状に押し出す押し出し工程と、シート状の樹脂の片面を、型形状を有する成形ロールである第2ロール54に押し当てて光学形状部を賦形する賦形工程と、光学形状部が賦形されたシート状の樹脂Rを第2ロール54から剥離する剥離工程とを備え、賦形工程において、型形状541の表面に不規則かつ微細な凹凸形状を有する第2ロール54を用いるものとした。
(もっと読む)
制御された反りを有する熱可塑性樹脂シートの製造方法
【課題】制御された反りを有する熱可塑性樹脂シートを効率よく簡便に製造する方法を提供すること。
【解決手段】本発明の製造方法は、熱可塑性樹脂シートを押出成形するにあたり、押し出されたシートの温度が該シートを構成する熱可塑性樹脂のガラス転移温度(Tg)付近となる位置で、該シートに機械的に制御された反りを与えることを特徴とする。本発明の製造方法において、好ましくは、前記シートが前記位置で上下1組の反り制御ロール間を通過するようにし、該反り制御ロールの形状を選択することにより、および/または、該反り制御ロールを平坦なシートが得られる高さから上側または下側に配置することにより、前記シートに機械的に制御された反りを与える。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】開口部の断面形状が樹脂シートの設計断面形状に近づくようにスリット幅分布をもって形成された異形ダイ12より押し出したシート状の樹脂材料14を、樹脂材料の押し出し速度と略同速度で移動する転写型板26と、転写型板に対向配置され同速度で移動するバック板28とで挟圧し、転写型板表面の凹凸形状を樹脂材料に転写する。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができる。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を、型ローラ16と該型ローラ16に対向配置される少なくとも1つのニップローラ18、20とで挟圧し、該型ローラ表面の凹凸形状を樹脂材料14に転写し、転写後の樹脂材料14を型ローラ16とニップローラ20との接線方向に引き出すことにより型ローラ16より剥離する。
(もっと読む)
1 - 5 / 5
[ Back to top ]