
Fターム[4F207AK04]の内容
プラスチック等の押出成形 (29,461) | 加熱冷却手段の具体的な特徴 (126) | 赤外線加熱(←遠赤外線)、輻射加熱の特徴 (15)
Fターム[4F207AK04]の下位に属するFターム
電気ヒーターの特徴 (4)
反射板、遮蔽板の特徴 (2)
Fターム[4F207AK04]に分類される特許
1 - 9 / 9
樹脂フィルム製造装置、樹脂フィルムの製造方法および樹脂フィルム
【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置を提供する。
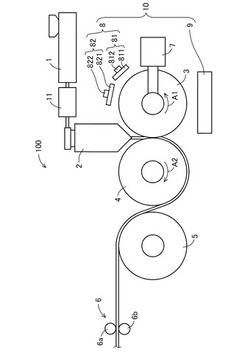
【解決手段】 樹脂フィルム製造装置100は、ダイ2より押出されたフィルム状樹脂を、ゴムロール3の外周面とマットロール4の外周面とで挟み込むことで、フィルム状樹脂の表面形状を予め定める形状に成形して樹脂フィルムを製造する。この樹脂フィルム製造装置100は、ゴムロール3の外周面を加熱する第1加熱部8および第2加熱部9を有する加熱装置10を備える。第1加熱部8は、ゴムロール3の回転軸およびマットロール4の回転軸を含む仮想平面S0に対してダイ2が配置される側の領域において、ゴムロール3に対向して設けられる。また、第2加熱部9は、前記仮想平面S0に対してダイ2が配置される側とは反対側の領域において、ゴムロール3に対向して設けられる。
(もっと読む)
樹脂シートの製造装置

【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、赤外線照射機構19とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の外側の表面の上には、赤外線照射機構19からの赤外線を吸収する赤外線吸収層が形成されている。
(もっと読む)
架橋ポリオレフィン系樹脂発泡シート及び粘着テープ
【課題】 本発明は、優れた柔軟性及び耐熱性を保持しつつ厚みを薄くすることができる架橋ポリオレフィン系樹脂押出発泡シートを提供する。
【解決手段】 本発明の架橋ポリオレフィン系樹脂発泡シートは、ポリオレフィン系樹脂及び熱分解型発泡剤を押出機に供給して溶融混練し、押出機からシート状に押出すことによって形成された発泡性ポリオレフィン系樹脂シートを発泡させて得られた架橋ポリオレフィン系樹脂発泡シートであって、該架橋ポリオレフィン系樹脂発泡シートの架橋度が5〜60重量%で且つ気泡のアスペクト比(MDの平均気泡径/CDの平均気泡径)が0.25〜1であり、上記ポリオレフィン系樹脂は、重合触媒として四価の遷移金属を含むメタロセン化合物を用いて得られたポリエチレン系樹脂を40重量%以上含有することを特徴とする。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】セルロース系樹脂フィルムの幅方向及び長手方向の厚みムラの発現を抑制することができるので、高い光学特性のフィルムを得ることのできるセルロース系樹脂フィルム及びその製造方法を提供する。
【解決手段】本発明に係る熱可塑性樹脂フィルムの製造方法は、押出機22で溶融した熱可塑性の樹脂をダイ24からシート状に吐出し、回転中の冷却ローラ28上に着地させ、冷却固化して製膜する。冷却ローラ28に着地するまでの溶融樹脂は、その流れ方向に出力を変化可能なヒーター25で加熱することによって、流れ方向の温度分布が10℃以内に抑えられる。
(もっと読む)
熱可塑性樹脂フィルム及びその製造方法
【課題】厚みムラ、スジ故障、レターデーション発現を抑制する課題と、着色及び強度低下を抑制する課題との相反する課題を一度に解決し、製品品質の向上と生産得率の向上とを図ることができるセルロース系樹脂フィルムを提供すること。
【解決手段】押出機22で溶融した熱可塑性樹脂を、ダイ24から回転する冷却ローラ28上にシート状に押し出して冷却固化することでフィルムを製膜する熱可塑性樹脂フィルムの製造方法において、前記熱可塑性樹脂を窒素雰囲気中に1時間放置した場合において、その熱減量が0.3wt%となる温度をT0としたとき、溶融した前記熱可塑性樹脂を前記押出機22から押し出すときの押出温度T1をT0−40℃〜T0+30℃として押し出す押出工程と、押し出された熱可塑性樹脂が冷却ローラ28に着地するまでの間に、押出温度と同じか又は押出温度よりも高い着地温度になるように加熱する加熱工程とを含むことを特徴とする熱可塑性樹脂フィルムの製造方法。
(もっと読む)
シート成形装置
【課題】転写性がよく、転写均一性に優れた樹脂シートを生産すること。
【解決手段】パターンロールである第2のロール12と接触する直前の溶融樹脂シート100の微細凹凸形状転写側の表面100Aに、赤外線ヒータ21によって赤外線をロール軸線方向に長い帯状に局部的に放射する。
(もっと読む)
エンボス賦形シートの製造方法及びその製造装置
【課題】形状深さがシートの総厚味に対して相対的に浅いエンボス形状を、シート表面上に形状精度良く、高い賦形率で連続的に賦形する。
【解決手段】押出機11によりに溶融混練した熱可塑性樹脂をTダイ12を通じてシート状に吐出させ、該シート状物16の一方の表面を第1の冷却成形ロール13で冷却し、且つ、該シート状物16の他方の表面を、エンボス形状が形成された第2の冷却成形ロール14で加圧ニップしつつ、エンボス形状の溝深さが浅いエンボス形状を転写付与させたエンボス賦形シート16を連続的に成形する場合に於いて、Tダイ12から吐出された直後のシート状物16の表面を、Tダイ12と第2の冷却成形ロール14との間隙に設けた外部ヒーター18で照射加熱する。
(もっと読む)
積層体、それを用いた容器およびその製造方法
【課題】製品に加工する際および加工された製品を使用する際に熱可塑性樹脂層が簡単に剥がれることなく、使用後に、人間の力程度で熱可塑性樹脂層を容易に剥離することのできる積層体を提供すること。
【解決手段】平滑化加工が施された表面を有する紙基材と、紙基材の平滑化加工が施された表面上に形成された剥離用印刷層と、剥離用印刷層上に熱可塑性樹脂を押出コーティングすることにより剥離用印刷層との層間で剥離可能に積層された押出熱可塑性樹脂層とを備える積層体である。平滑化加工が施された紙基材の表面のベック式平滑度は25秒以上であることが好ましい。
(もっと読む)
熱可塑性ポリウレタンチューブの製造方法
【課題】 構造制御がチューブ全体に均一に行なわれた熱可塑性ポリウレタンチューブの製造方法を提供することである。
【解決手段】 熱可塑性ポリウレタンチューブを流動開始温度Tm以下でガラス転移点Tg以上の温度T1に加熱し、ついで温度T2(但し、Tm>T1>T2>Tg)に温度降下させ、該温度T2で加熱した後、冷却して相分離構造を有する熱可塑性ポリウレタンチューブを製造するにあたり、複数の赤外線ヒータ1を前記ポリウレタンチューブ2の周方向に配設して該ポリウレタンチューブ2を加熱するものである。これにより、チューブ2全体に均一な構造制御が可能となる。
(もっと読む)
1 - 9 / 9
[ Back to top ]