
Fターム[4F207KK74]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156) | 冷却面等を有する部材を使用するもの (1,013) | 無端ベルト (73)
Fターム[4F207KK74]に分類される特許
61 - 73 / 73
熱可塑性樹脂フィルム及びその製造方法

【課題】残留歪みの発生を抑制することにより、高い光学特性のフィルムを得ることのできる熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】溶融樹脂をダイ24からシート状に押し出して、金属ベルト26と冷却ロール28との間に供給し、金属ベルト26と冷却ロール28で挟圧しながら冷却してセルロースアシレートフィルム12を形成する。
(もっと読む)
有機樹脂フィルムの製造方法

【課題】200mpm以上の高い生産速度でも安定して薄膜化の図れる有機樹脂フィルムの製造方法を提供する。
【解決手段】押出し機を経てTダイより溶融した熱可塑性樹脂を金属基板上に押出し、有機樹脂フィルムを製造する方法において、前記金属基板の少なくとも片面側に1本もしくは2本以上の圧下ロールを設け、前記圧下ロールにより前記金属基板上に押出された溶融樹脂を押圧して所定の樹脂厚みに制御した後、前記所定の厚みに制御された溶融樹脂を冷却・固化してフィルムとし、前記フィルムを前記金属基板から剥離することを特徴とする有機樹脂フィルムの製造方法。
(もっと読む)
熱可塑性樹脂シートの製造方法
【課題】 押し出し速度が60m/min以上の高速において、タッチロールとの巻き付きを防止し、製造した無延伸樹脂シートを横延伸時にクリップ際での破れを防止すると共にメンテナンス性に優れる高速無延伸シート製造装置を提供する。
【解決手段】 冷却ロールとタッチロールとの間に熱可塑性樹脂の溶融物を押出して無延伸樹脂シートを製造するにあたり、前記タッチロールの表面が熱可塑性樹脂層で被覆されており、前記タッチロールと補助冷却ロールが熱可塑性樹脂層で表面が被覆された金属ベルトで結ばれており、前記設備により製造した無延伸樹脂シートを二軸延伸する為に用いることを特徴とする無延伸樹脂シートの製造方法。
(もっと読む)
ラミネートロール、有機樹脂被覆金属板の製造装置および有機樹脂被覆金属板の製造方法
【課題】 押出し法により有機樹脂被覆金属板を製造する際に、金属板からはみ出した樹脂部分(耳部)がラミネートロールの軸に巻き付くことがないようなラミネートロールを用いて、連続的に安定して有機樹脂被覆金属板を製造する。
【解決手段】 ライニング材でライニングされた幅(A)が金属板の幅(B)に対して0≦A−B≦20mmであるラミネートロールを用い、金属板上に加熱溶融した有機樹脂を有機樹脂の幅方向の端部がラミネートロールのライニング材でライニングされた外側の部分からはみ出すように押出して被覆した後、金属板の両端部からはみ出した半溶融状態の樹脂部分を押し切って除去する。
(もっと読む)
延伸フィルムの製造方法
【課題】熱可塑性樹脂フィルムを延伸する場合に、所望のレターデーション(Re)に制御し易い熱可塑性樹脂フィルムを溶融製膜法で製造できる。
【解決手段】押出機で溶融した溶融樹脂を、ダイから走行又は回転する冷却支持体上にシート状に吐出して冷却固化する溶融製膜法によるフィルムの製造方法において、ダイより押し出された溶融樹脂が冷却固化する際に長手方向に延伸を行うことを特徴とする熱可塑性樹脂フィルムを製造する。
(もっと読む)
透明ポリプロピレン系樹脂シートの製造方法、透明ポリプロピレン系樹脂シート、及び成形品、並びに透明ポリプロピレン系樹脂シートからなる成形品の白化防止方法、及び温度判別方法
【課題】
良好な透明性を有するとともに、耐寒衝撃性、耐熱性、剛性などの諸物性においても優れた性能を兼ね備えた透明ポリプロピレン系樹脂シートを提供する。
【解決手段】
アイソタクチックペンタッド分率が85〜99%、メルトフローレート(MFR)が0.1〜30g/10分のポリプロピレン系樹脂(a)70〜97質量%と、メタロセン触媒を用いて製造した、密度が880〜920kg/m3、メルトフローレート(MFR)が1〜30g/10分のメタロセン系エチレン−α−オレフィン共重合体(b)30〜3質量%とを少なくとも含有する樹脂組成物をシート状に溶融押出し、これを急冷する。
(もっと読む)
再帰反射性シーティングの製造方法およびスロットダイ装置
本発明は、スロットダイ装置を使用して流動性合成樹脂を微細構造化面を有する工具上に注型することによって製造される再帰反射性シーティングおよびその他の物品の製造方法に関する。本発明はさらに、スロットダイ装置に関する。  (もっと読む)
(もっと読む)
シート成形用プロピレン・α−オレフィン共重合体
【解決手段】メルトフローレート(MFR)が0.1〜20g/10分、融解温度(Tm)が135〜160℃で、かつ下記式(1)を満足するシート成形用プロピレン・α−オレフィン共重合体。 −7.5Cx+146≦Tm≦−7.5Cx+162 (1)[但し、Cxはプロピレン・α−オレフィン共重合体のα−オレフィン含量(重量%)を表す。]
【効果】プロピレン・α−オレフィン共重合体を熱成形して得られるシートは、剛性、耐衝撃性に優れると共に、二次成形によっても透明性の低下が少なく、かつ、二次成形時の温度依存性が小さいから、肉厚が均一で賦形の優れた二次成形体を得ることができる。二次成形体は真空成形又は真空圧空成形によって容易に製造できる。
(もっと読む)
シート成形用プロピレン系重合体組成物
【課題】剛性、透明性に優れ、成形性の良いプロピレン系重合体シートを生産可能なプロピレン系重合体組成物により、製造する方法及び二次加工成形体を提供する。
【解決手段】下記の成分Aを5〜60重量%、成分Bを40〜95重量%含有する重合体組成物からなるシート成形用プロピレン系重合体組成物。成分A:MFRが0.1〜20g/10分、密度が0.905g/cm3以上、Q値が7以上のプロピレン重合体、成分B:MFRが0.1〜20g/10分、融解温度が110〜155℃で、下記式(1)を満足するプロピレン・α−オレフィン共重合体、 −7.5Cx+146≦Tm≦−7.5Cx+162 (1)[但し、Cxはプロピレン・α−オレフィン共重合体のα−オレフィン含量(重量%)を表す。]
(もっと読む)
構造化表面物品の製造方法
構造化表面を有する物品の製造プロセスである。プロセスは、所望の構造化表面のネガティブを含むツールを提供する工程と、ツールのネガティブ表面をフルオロケミカルベンゾトリアゾールと接触させてコートされた表面を形成する工程と、コートされたツールと樹脂とを接触させて樹脂上に構造化表面を形成する工程と、樹脂をツールから除去して所望のポジティブ構造化表面を有する表面を有する物品を形成する工程とを含む。 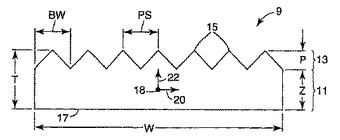 (もっと読む)
(もっと読む)
構造化表面を有する1軸配向物品を製造する方法
幾何学的特徴を含む構造化表面を有する1軸配向物品のためのプロセスが記載されている。そのプロセスに含まれるのは、(a)(i)第一構造化表面および第二の表面、ならびに(ii)互いに対して直交する第一および第二の面内軸、ならびにその第一および第二の面内軸と互いに直交するポリマーフィルムの厚み方向の第三の軸を有する、ポリマーフィルムを提供する工程であって、ここで、第一の構造化表面は、その上に第一の面内軸に対して実質的に平行な方向に配された幾何学的特徴を有している工程;およびそれに続く(b)ポリマーフィルムの第一の面内軸に対して実質的に平行な方向にそのポリマーフィルムを1軸配向させる工程、である。 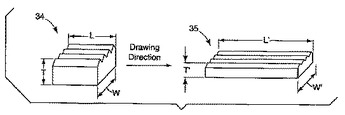 (もっと読む)
(もっと読む)
環状オレフィン系重合体フィルムの製造方法
【課題】ダイラインがなく、光学的に均一な環状オレフィン系重合体からなるフィルムを製造する方法を提供する。
【解決手段】ガラス転移温度が100℃以上の環状オレフィン系重合体7を押出機中で溶融混練し、Tダイ3からシート状に押出した溶融状環状オレフィン系重合体を、キャスティングロール4と、その周方向に沿って圧接するよう設けられた金属製の無端ベルト6との間を通過させることにより、キャスティングロールと無端ベルトとで挟圧する工程を有する製造方法であって、無端ベルトは、キャスティングロールの周方向に平行に配置された複数のロールによって保持されており、Tダイのリップから押出された溶融状環状オレフィン系重合体が無端ベルトまたはキャスティングロールに接触するまでの長さが30〜150mm、かつキャスティングロールと無端ベルトとの間で挟圧する距離が50〜150mmである環状オレフィン系重合体フィルムの製造方法。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができる。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を、型ローラ16と該型ローラ16に対向配置される少なくとも1つのニップローラ18、20とで挟圧し、該型ローラ表面の凹凸形状を樹脂材料14に転写し、転写後の樹脂材料14を型ローラ16とニップローラ20との接線方向に引き出すことにより型ローラ16より剥離する。
(もっと読む)
61 - 73 / 73
[ Back to top ]