
Fターム[4F207KL54]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイを固定する手段、交換する手段 (29)
Fターム[4F207KL54]の下位に属するFターム
ダイアダプター (20)
Fターム[4F207KL54]に分類される特許
1 - 9 / 9
ゴム押出機
【課題】ゴム押出機におけるストレーナーの着脱を容易にする。
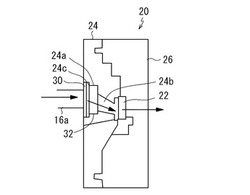
【解決手段】ゴム押出機はゴム材料を投入する投入部と、投入部に投入されたゴム材料を混練しつつヘッドに移送するスクリューと、スクリューを収容するシリンダと、シリンダのスクリュー端に装着されたヘッドと、前記ヘッドに着脱自在に取り付けられるダイホルダ20とから成る。前記ダイホルダ20は、ヘッドから給送されるゴム材料を成型する口金22と、前記口金22を保持する口金保持部26と、ヘッドから給送されるゴム材料を前記口金22に導くインサート24を備え、前記インサート24はヘッドから給送されるゴム材料の通路24bの回りにストレーナー30を着脱自在に保持するための凹部24aを備えている。
(もっと読む)
流動性材料を塗布する方法

【課題】製造物の部品に溶融流動性材料を塗布する方法を開示する。
【解決手段】本件に開示される方法および装置は、適切な流動性材料の作成,流動性材料が塗布される方法に対する制御,流動性材料の塗布前の製品処理などに関する。さらに、本装置および方法は、自動車,航空宇宙および海洋輸送手段における表面と部品とに流動性材料を塗布するのに特に適する。
(もっと読む)
ゴム押出機用ダイプレート
【課題】ヘッドの開放作業を容易に行うことができると共に、押出作業時において、ゴムのはみ出しが発生することがないゴム押出機用ダイプレートを提供する。
【課題を解決するための手段】タイヤ部材製造用のゴム押出機の押出しヘッド部に取り付けられるゴム押出機用ダイプレートであって、上部ダイプレートと下部ダイプレートに2分割して構成されており、上部ダイプレートと下部ダイプレートとの合致面が、ゴム押出し方向に対して傾斜しているゴム押出機用ダイプレート。
(もっと読む)
金型を精密に組立てる方法
【課題】金型のダイとダイ孔とを精密に嵌合する。
【解決手段】型枠3をヒートプレート2上に置いて加熱する第1のステップと、第1のステップによって熱膨張して内径が拡大したダイ孔31内にダイ4を嵌合する第2のステップと、第2のステップのダイ4が嵌合された型枠3を冷却し、ダイ孔31の内径が除々に縮小されてダイ4とダイ孔31とが精密に嵌合される第3のステップと、からなる。以上のステップによってダイ4とダイ孔31とを精密に嵌合でき、隙間によってダイ4とダイ孔31とが衝突して破損するのを防止できる。
(もっと読む)
コード入りゴムテープの製造装置
【課題】表面平滑性に優れたコード入りゴムテープを製造することが可能な装置を提供する。
【解決手段】配列形成された複数のダイス孔1からそれぞれ被覆ゴムを被覆したコードを送り出すゴム被覆ヘッド2と、ゴム被覆ヘッド2から配列した状態で引き出された複数のゴム被覆コードを互いに圧着させてテープ状に成形する圧着手段とを備え、ゴム被覆ヘッド2に、ダイス孔1の配列方向に沿って被覆ゴムを単独で押し出すためのゴム押出孔10が複数形成されたことを特徴とする。
(もっと読む)
押出成形機
【課題】 押出成形機に所望の能力と所望の寿命とを確保させることが、この押出成形機についての簡単な調整作業により容易に達成できるようにする。
【解決手段】 押出成形機4は、固定側部材11に支持され、軸方向Aの一端部13に開口14が形成された筒形状のケーシング15と、このケーシング15の内孔12に嵌入され、軸方向Aに沿った軸心16回りに回転可能とされるスクリュー17と、ダイ孔19が形成されて開口14を閉じるダイプレート21とを備えている。ケーシング15内に供給された被押出材2が、軸心16回りに回転Bするスクリュー17から押圧力を与えられて、ダイ孔19を通しダイプレート21の外部に押し出されるようにする。スクリュー17の軸方向で、ケーシング15の一端部13に対するダイプレート21の相対位置を調整可能とする。
(もっと読む)
押出成形機
【課題】 異方向回転型2軸押出機で発生する成形樹脂の流速分布および温度分布を矯正し、広い操業条件で肉厚分布が適正な押出成形品を得る。
【解決手段】押出成形機を構成する押出機および金型との間に、流路を形成した連結部材4が配設される。この連結部材4の流路は、その中間開口41b断面積が入口開口41a断面積より小さく、かつ、入口開口41a中心と中間開口41b中心とが偏位され、また、連結部材4の入口開口41a中心が押出機の中心に対して上方に偏位されている。
(もっと読む)
押出し装置
【課題】 押出しヘッドやクランプ具の大型化、コストの上昇などを招くことなく、しかもゴム流路内のゴムの取り出しを容易としながらも、ゴム押出し機本体の吐出口よりも巾広のゴム部材を予成形できる。
【解決手段】 押出しヘッド6は、ゴム押出し機本体3に固定されるヘッド本体部11と、その前端部11Aに接離可能に取り付くヘッド副部13とを具える。ヘッド本体部11には、ゴム押出し機本体3の吐出口2から下流側に向かって該吐出口2よりも内径Dを増加させた中間口15までのびる断面円形状の第1のゴム流路16が形成される。ヘッド副部13には、前記中間口15と同径の取入れ口17からヘッド押出口5まで横長状に変形し、かつヘッド押出口5の巾を前記吐出口2の内径D0よりも大、かつ中間口15での内径D1以下とする第2のゴム流路18が形成される。又ヘッド本体部11とヘッド副部13とを、手動によってクランプし第1、第2のゴム流路16、18を密に連結しうるシェルクランプ手段20を具える。
(もっと読む)
押出機のダイスの交換方法
【課題】 押出機に装着されたダイスを待機状態のダイスと容易に交換することができて、ダイスの交換に要する時間を短縮することができる押出機のダイスの交換方法を提供する。
【解決手段】 待機状態のダイス24を搬送レール32に吊下された状態を維持する。押出機22に結合された別のダイス24を、交換位置P3に移動させ、そこで保持を解き、別の待機位置P2に搬出した後、待機位置P1にあるダイス24を交換位置P3に搬入し、押出機22に結合させて、ダイス交換を終わる。ダイスは、装着物をつけたままの状態で交換されるので、装着物の取り付け取り外し不要で、かつ予熱時間も待機中に確保できて、大幅な交換時間短縮が図られ、かつ、重量物搬送を地上搬送ではなく吊り下げ搬送にしたことで、装置も簡素化した。
(もっと読む)
1 - 9 / 9
[ Back to top ]