
Fターム[4F208LB02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 不定長物品(連続物品)の製造方法 (8)
Fターム[4F208LB02]に分類される特許
1 - 8 / 8
歯磨剤用チューブ容器、歯磨剤入りチューブ容器及び歯磨剤用チューブ容器の製造方法

【課題】ガスバリア性に優れ、歯磨剤の香気の変質を抑制できる歯磨剤用チューブ容器を目的とする。
【解決手段】筒状の積層体10により形成され、その内部が歯磨剤を収納する収納部とされた胴部と、該胴部の一端に設けられた注出部とを備え、前記積層体10は、基材層12と、シーラント層16と、前記基材層12と前記シーラント層16との間に設けられ、ポリグリコール酸を含有するバリア層14とを備え、前記シーラント層16が前記胴部の内側とされたことよりなる。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器

【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
多層ブロー成形品
【課題】光沢感が優れ、発泡ブロー成形性が良好で、大幅な軽量化が可能であり、熱安定性(リターン性)にも優れたブロー成形品の提供。
【解決手段】外層は、ポリプロピレン系樹脂からなり、内層は、結晶性ポリプロピレン(成分A)35〜90重量%と、要件(i)〜(vi)を有する直鎖状プロピレン・エチレンブロック共重合体(成分B)10〜65重量%と、熱可塑性樹脂(成分C)0〜20重量%のポリプロピレン系樹脂組成物からなる多層ブロー成形品。
特性(i):直鎖状プロピレン重合体部分のMFRが120g/10分以上。
特性(ii):直鎖状ランダム共重合体部分の成分Bに対する割合が2〜50重量%。
特性(iii):直鎖状ランダム共重合体部分の固有粘度[η]が5.3〜10.0dl/g。
特性(iv):MFRが45g/10分以上。
特性(v):ダイスウエル比が1.2〜2.5。
特性(vi):180℃伸張粘度測定において歪硬化性を示す。
(もっと読む)
プラスチック材料からブロー成形で容器製品を形成する装置
容器製品(11)を成形する、形成型を閉鎖し、開放するために、対をなして互いに近づき、かつ互いに離れるように移動することができる、形成ライン(5)に沿って延びる個別型部分(7)を用いてプラスチック材料からブロー成形で容器製品(11)を形成する装置であって、容器製品が離型工程後に、形成ライン(5)に沿って移動される容器チェーン(9)の形式で排出され、排出される容器チェーン(9)に形成型の外部で作用する離型装置(3)が、離型工程を支援するために設けられている、装置は、離型装置(3)が、動力装置(17)を有しており、動力装置によって容器チェーン(9)が、形成ライン(5)から往復運動(5)で変位可能である。 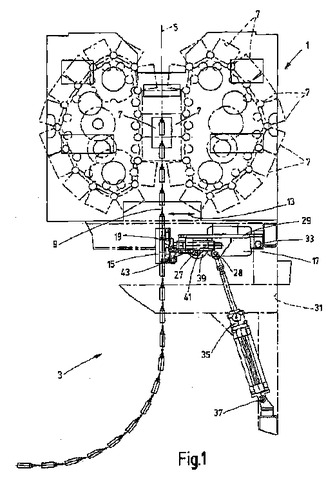 (もっと読む)
(もっと読む)
固体状態の引き伸ばしを用いる方法でフィルムおよび成形品を製造する時に有用なポリエチレン
本出願者らは特定のポリエチレン(PE)ホモ重合体またはエチレンとC3からC10
アルファ−オレフィン単量体の共重合体が他のポリエチレン樹脂よりも配向加工で用いるに適することを見いだした。1つの面におけるPEは、0.3g/10分から5.0g/10分のMFI、110℃から140℃の融点、0.912g/cm3から0.965g/cm3(%)の密度、10%以下のヘイズ値、少なくとも90の透明度および少なくとも60の光沢を示す。そのポリエチレンを加熱し、製品に成形し、冷却した後、その製品に延伸配向を受けさせる。1つの態様において、本ポリエチレンを用いて製造することができるフィルム、テープ、溶融押出し加工品、射出ブロー成形品、射出延伸ブロー成形品、鋳造品および熱成形品の厚みは0.1ミルから100ミルである。このポリエチレンはそのような用途で優れた弾性、じん性、引き伸ばしおよび光学特性を示す。  (もっと読む)
(もっと読む)
予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナ
【課題】 樹脂パネルの強度と、予備成形体による断熱性の構造を図るとともに、表面の汚れを落ちやすくした予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナを提供する。
【解決手段】 予備成形体内装樹脂製パネル1は、表壁2と裏壁3を有する中空二重壁構造の樹脂製パネルである。樹脂製パネルにはその全周に溶着部を有する。中空部内4には中空部内空間と略同一形状に予め成形された熱可塑性樹脂からなる予備成形体5が内装される。予備成形体5は表壁2と裏壁3の内面に溶着されている。表壁2と裏壁3は気泡を有している。
(もっと読む)
可撓管電線管の製造方法及び製造装置
【課題】 長距離の配管をし、また曲げ部分が多数含まれている場合であっても、通線性に優れた可撓管電線管の製造方法及び製造装置を提供する。
【解決手段】 加熱手段によって合成樹脂材料を溶融状態にし、ダイノズル2とその管内に填装された内リップ部材3との間隙を通して管状部材に成形した後、複数の成形型90がシャトルループ駆動するモールドトラックに供給して、ブロー成形又はバキューム成形により複数の凹部1aa及び凸部1abを有する管本体1を連続押出成形すると共に、内リップ部材3の内側を通して潤滑剤を供給し、凹部1aa及び凸部1abを成形する際に、前記管本体3の内壁に当接する潤滑剤供給部より、凸部1abに潤滑剤を付着させることを特徴とするものである。
(もっと読む)
1 - 8 / 8
[ Back to top ]