
Fターム[4F208LB30]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | スキン層の形成 (9)
Fターム[4F208LB30]に分類される特許
1 - 9 / 9
多層発泡体の製造方法
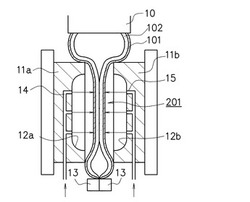
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器

【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化に基づく成形品物性の低下を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸される部分44に関しては、第2可動型23を介してブロー成形体41の延伸される部分付近の溶融発泡性樹脂70を積極的に冷却することによりスキン層85を形成し、そのスキン層85と延伸される部分44の両方をもって表層部86とする。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】 本発明は、熱可塑性樹脂成形品の成形方法において、溶融状態の樹脂に含まれる補強繊維の挙動の特性を利用して、スキン層又は成形品の曲げやねじり等の荷重に対する強度を向上すると共に、外観性を向上させる。
【解決手段】 コア層Bとスキン層Aとを有する熱可塑性樹脂成形品の成形方法であって、第1の熱可塑性樹脂ペレット材xと、該ペレット材xより成形溶融温度において低粘度かつ結晶化速度が遅く、かつ補強繊維G…Gを含有する第2の熱可塑性樹脂ペレット材yとの混合材を用い、前記第1のペレット材xでコア層Bを、第2のペレット材yでスキン層Aをそれぞれ成形する。スキン層Aの結晶化が遅れる間に、スキン層Aの表面に露出する補強繊維G1〜G4が沈降する。
(もっと読む)
銀色の外観を有する発泡壁容器
微孔質発泡ポリマーと微孔質発泡体セル中に含まれた非反応性ガスとで構成された容器で、銀色の外観を有する。この容器の製造方法は、壁部内に非反応性ガスが閉じ込められたポリマー予備成形物を射出成形し、ポリマーの軟化温度より低い温度に予備成形物を冷却し、ポリマーの軟化温度より高い温度に前記予備成形物を再加熱し、予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含有させた微孔質発泡ポリマーで構成される容器を製造する。 (もっと読む)
予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナ
【課題】 樹脂パネルの強度と、予備成形体による断熱性の構造を図るとともに、表面の汚れを落ちやすくした予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナを提供する。
【解決手段】 予備成形体内装樹脂製パネル1は、表壁2と裏壁3を有する中空二重壁構造の樹脂製パネルである。樹脂製パネルにはその全周に溶着部を有する。中空部内4には中空部内空間と略同一形状に予め成形された熱可塑性樹脂からなる予備成形体5が内装される。予備成形体5は表壁2と裏壁3の内面に溶着されている。表壁2と裏壁3は気泡を有している。
(もっと読む)
樹脂製中空成形容器およびその製造方法
【課題】中空の胴部が発泡部とされることにより、断熱性、遮光性等の機能性が付与された軽量樹脂製中空成形容器であって、口栓部が非発泡部又は低発泡部であることにより、口栓部の寸法精度、形状精度に優れ、キャッピングによる密封性が良好な樹脂製中空成形容器を提供する。
【解決手段】口栓部と中空の胴部とを有し、胴部の少なくとも一部に発泡部分を有し、口栓部の発泡倍率が胴部の発泡部分の発泡倍率より低いか、もしくは口栓部が実質的に発泡していない樹脂製中空成形容器。ポリエステル系樹脂を含み、実質的に発泡剤を含有しない原料樹脂を用いて口栓部を有する樹脂製中空成形容器のプリフォームを成形し、このプリフォームの口栓部を加熱結晶化させた後、このプリフォームを原料樹脂の軟化点以下の温度で加圧ガスと接触させてプリフォームにガスを溶解させ、原料樹脂のガラス転移点以下の温度で常圧に戻し、その後、プリフォームを加熱延伸する樹脂製中空成形容器の製造方法。
(もっと読む)
発泡壁を有する容器
容器の製造方法であって、非反応性ガスがその壁の中に入り込んだポリマー予備成形物を射出成形する工程、予備成形物をポリマー軟化温度未満の温度に冷却する工程、予備成形物をポリマー軟化温度を超える温度に再加熱する工程、及び予備成形物を吹込成形して、非反応性ガスがマイクロセルラフォームセル内に含有する本質的にマイクロセルラ発泡ポリマーからなる容器を調製する工程を含む、前記方法。 (もっと読む)
1 - 9 / 9
[ Back to top ]