
Fターム[4F208LD08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 移動方向 (160) | 直線移動の組合せ (17)
Fターム[4F208LD08]の下位に属するFターム
往復移動 (12)
Fターム[4F208LD08]に分類される特許
1 - 5 / 5
ジョイントブーツの製造方法
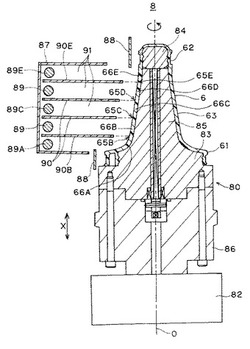
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
成形体製造装置

【課題】装置設置スペースを狭小化すると共に、省エネルギー化を図ることができる成形体製造装置を提供する。
【解決手段】成形体用金型21,22の第一の型締め位置に第一半製品と第二半製品とを成形可能な一対の一次射出用キャビティ23〜26を設けると共に、成形体用金型21,22の第二の型締め位置に第一半製品と前記第二半製品の一方を型内に残した状態でブロー成形可能なブロー成形用キャビティ31を設け、成形体用金型21,22の第三の型締め位置においてブロー成形用キャビティ31で成形されたブロー成形品を型内に残して、第一半製品と第二半製品との他方とブロー成形品とを二次射出により結合可能に構成されている。
(もっと読む)
容器をブロー成形する方法および装置
本発明による方法と装置は、熱可塑性材料から成るパリソンを加熱路領域で加熱したものから容器をブロー成形するために用いる。パリソンは加熱後ブロー成形装置に受け渡し、該ブロー成形装置内において、ブロー成形型の内部にブロー成形圧を作用させることによりパリソンを容器に成形する。ブロー成形型はそれぞれ少なくとも2つのブロー成形型セグメントから構成される。パリソンをブロー成形型とともに、回転するブローホイールの回転経路の少なくとも一部分に沿って搬送する。ブロー成形型セグメントを、ブロー成形過程の少なくとも一部分の間において互いに相対的に固定させる。ブロー成形型セグメントの少なくとも1つを回転軸のまわりに回動させて開閉運動を実施させる。同様に、ブロー成形型セグメントを保持しているブローステーションを閉じた後に、ブロー成形型セグメントの少なくとも1つを、前記回転軸に対し間隔をもって且つ他のブロー成形型セグメントとは独立に、ブローホイールと固定結合されている対向支持部材に対し支持させる。支持されているブロー成形型セグメントを、少なくとも一時的に対向支持部材に対し且つ前記他のブロー成形型セグメントに対し固定させる。 (もっと読む)
二軸延伸成形機
【課題】二軸延伸成形機の小型・コンパクト化および処理効率の向上を図ること。
【解決手段】二軸延伸成形機1の閉鎖形状をした搬送路6における第1の搬送路部分62の加熱部を経由している部分では、プリフォーム・キャリア・パレット7が搬送方向に向けて一列に配列された状態で搬送され、加熱部における各プリフォーム・キャリア・パレット7の送りピッチが、1個分のプリフォーム・キャリア・パレット7の搬送方向の長さによって規定され、加熱部から二軸延伸成形部に引き渡される各プリフォーム・キャリア・パレット7の送りピッチを加熱部における送りピッチよりも広くするための送り機構9を備えている。二軸延伸成形部では送りピッチが広がるので太径の成形品を成形でき、加熱部では、狭い送りピッチでプリフォームを搬送できるのでプリフォームの配列密度を高めて、加熱効率を改善でき、必要な搬送路を短くでき、装置を小型・コンパクト化できる。
(もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]