
Fターム[4F208LD09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 移動方向 (160) | 直線移動の組合せ (17) | 往復移動 (12)
Fターム[4F208LD09]に分類される特許
1 - 12 / 12
ブロー成形機、金型部品の取り付け方法及び金型ユニット
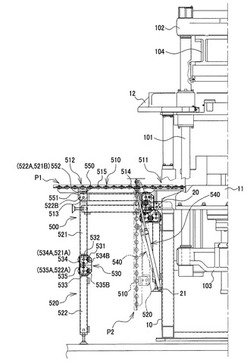
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機

【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
ブロー成形機
【課題】加熱搬送路の構造を簡略化するとともに加熱搬送路の搬送トラブルを解決したブロー成形機を提供する。
【解決手段】加熱ステーション4は、N個のプリフォームPを第1の方向に並べて支持した加熱用搬送部材21を、前記第1の方向と直交する第2の方向Aに沿って複数個ならべて搬送する加熱用往路20aと、加熱用往路の下方であって、加熱用往路と平行に設けられた加熱用復路20bと、転送部5側に位置する加熱用往路の一端にて、加熱用往路から加熱用復路に向けて前記加熱用搬送部材を下降させる下降機構28と、加熱用往路の他端にて、加熱用復路から加熱用往路に向けて加熱用搬送部材を上昇させる上昇機構29とを含む。加熱用復路29は、加熱用往路に配列される加熱用搬送部材の数よりも少ない数の加熱用搬送部材を、第2の方向Aとは逆方向へ搬送して、加熱用復路に沿って搬送される加熱用搬送部材を放冷もしくは強制的に冷却する。
(もっと読む)
熱可塑性材料製の容器を製造するための成形装置
加熱した熱可塑性材料製の予形成体からブロー成形または延伸ブロー成形により容器を製造するための成形装置(1)であって、少なくとも2個の型ハーフ(3,4)と、これら型ハーフが互いに離れる開放位置と、互いに密着する閉鎖位置との間で移動させる駆動手段(5)とを有する少なくとも1個の成形型(2)を備え、2個の型ハーフ(3,4)を互いにヒンジ連結して、結合平面内に存在しかつ成形キャビティの軸線(Y−Y)に直交するヒンジ軸線(X−X)の周りに回転可能にし、このヒンジ軸線(X−X)は型ハーフ(3,4)の下方に配置するとともに、型ハーフ(3,4)を閉鎖位置にロックするロック手段を設けた、該成形装置(1)において、各型ハーフ(3,4)は、型ハーフ(3,4)を閉鎖位置にロックするロック手段(21)の内側表面領域(23)に衝合可能な外側表面領域(22)を有し、また前記ロック手段(21)は2個の型ハーフ(3,4)を閉鎖位置にロック可能なクランプ(25)の形式としたことを特徴とする。 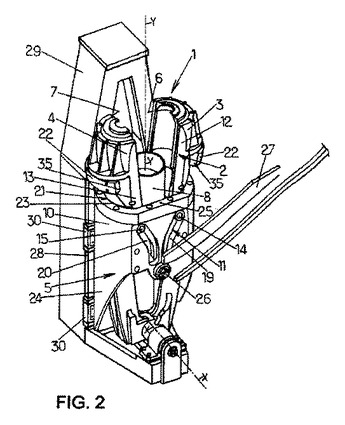 (もっと読む)
(もっと読む)
押出ノズルギャップの連続調整を伴う押出ブロー成形による熱可塑性材料製中空体の製造法
本発明は、押出ブロー成形による熱可塑性材料製中空体の製造法に関する。本発明による方法では、複数の押出機(2)により可塑化材料から少なくとも二つのウェブ状パリソン(6)が連続的に押し出される。各パリソンは依然として可塑状態にある最初の工程段階で成形キャビティ(4a,4b)を形成する分割構造の成形金型(1)内で一緒に成形されて中空体とされる。その際、少なくとも一方のパリソンに他方のパリソンとは独立して押し出し中の押出ノズルのギャップ調整により肉厚分布形状が付与される。  (もっと読む)
(もっと読む)
二軸延伸ブロー成形機
【課題】送りピッチの拡大動作、プリフォーム送り込み動作、成形品排出動作が効率良く行われる二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の加熱部4(3)を経て第1送りピッチp1で位置31、32に至った2台プリフォームキャリア12は、ピッチ拡大機構14によって広い第2送りピッチp2で成形位置33、34に送り込まれる。ピッチ拡大機構14は前側保持板41と後側保持板42を備え、前側保持板41を第2送りピッチの2倍以上送り出すと、第2送りピッチの間隔で形成された第1保持溝51および第2保持溝52が成形品排出位置35、36に位置決めされる。後側保持板42は送り動作の途中から前側保持板41と一体となって送り出され、前側保持板41の第3保持溝53と後側保持板42の第4保持溝54の間隔が第2送りピッチの状態で成形位置33、34に位置決めされる。
(もっと読む)
プリフォーム加熱装置
【課題】量産ラインに近い条件でプリフォームの加熱条件を検討する。
【解決手段】プリフォーム(60)を加熱するプリフォーム加熱装置(10)が、プリフォームを経路(21)に沿って搬送するプリフォーム搬送手段(20)と、経路の一部分に沿って配置されていてプリフォームを均等に加熱する第一ヒータ(30)と、経路の他の一部分に沿って配置されていてプリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータ(40)とを具備する。第一ヒータと第二ヒータとの間においては、プリフォームの幅よりも大きい非加熱領域(G)が経路に沿って形成されるのが好ましい。
(もっと読む)
樹脂成形機
【課題】 樹脂成形機において、プリフォームの変形を防止し、正確な温度管理を行うと共に、確実に所定の位置に搬送する。
【解決手段】 射出成形ブロックとブロー成形ブロックとを備え、射出成形ブロックにおいて成形したプリフォームを移送アームの先端に設けたプリフォーム受取りコアに受け渡し、前記移送アームの回転によってプリフォームを前記ブロー成形ブロックに移送してブロー成形を行う樹脂成形機において、前記プリフォーム受取りコアが、前記プリフォームの内側形状とほぼ同様の形状を有するものとした。また、上記プリフォーム受取りコアの内部に、プリフォームを内側から昇温して所定の温度を維持するヒータを設けた。さらに、移送アームの基台に嵌挿した受取りコアの後端に棒受け板を設け、棒受け板と基台との間に復帰バネを介在させてプリフォーム受取りコアを移送アーム側に付勢した。
(もっと読む)
中空成形方法及びその装置
【課題】 パリソンの内部に挿入されるエキスパンダパネルの駆動のために、上下方向シリンダに加えて一対の横方向シリンダを備えるため、中空成形装置の構造が複雑になる。また、均等な肉厚の中空成形品を得て中空成形品の軽量化を図ることができない。
【解決手段】 金型4a,4bより小さい形状の内金型5を型開き状態の金型4a,4bのセンター位置及び退避位置を相対的に採れるように設け、内金型5に被せるようにパリソンを押出し可能であると共に、内金型5に被せるように押出したパリソンを金型4a,4bの型閉じに際して2分割し、2分割状態のパリソン1を膨らませて中空成形品1fの形状を与える。
(もっと読む)
熱可塑性プラスチック中空体の押出/型成形方法及び装置
本発明は、熱可塑性プラスチック中空体の押出/型成形方法及び装置に関する。本発明による押出/型成形方法は、少なくとも1つの押出機(1)と、少なくとも2つの型(4,5)を使用する。材料の流れを押出し、切断して、パリソンを形成する。各パリソンを第1の型(4)と第2の型(5)内で交互に成形し、中空体にする。本発明による押出/型成形方法は、いくつかの段階を並列的に行う。本発明による押出/型成形方法及び装置は、複雑な3次元幾何学的形状をもつ中空体を高生産量で製造するのに特に適している。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]