
Fターム[4F208LH27]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 塗装、印刷 (5)
Fターム[4F208LH27]に分類される特許
1 - 5 / 5
容器を製造するための方法及び装置
プラスチック物品を製造するための装置(1000)及び方法。装置は、少なくとも1つのパリソン(600)を押し出すよう配置された押出成形機(100)と、パリソンコーティングシステムと、押出パリソンを受容するよう配置された金型(300)とを備える。パリソンコーティングシステムは、粉末材料源(210)と、粉末材料源と相互接続された流体源(220)と、相互接続された流体源と粉末材料源とに接続されたノズル(230)とを備える。ノズルは、押出パリソンと相互作用するスプレーパターンで粉末材料を散布するよう配置される。方法は、プラスチックパリソンを押し出す工程と、パリソンに粉末材料コーティングを施す工程と、コーティングされたパリソンを金型キャビティに入れる工程と、コーティングされたパリソンをキャビティの境界まで膨張させる工程とを含む。 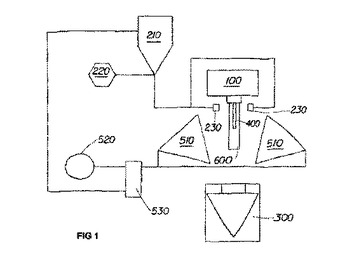 (もっと読む)
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 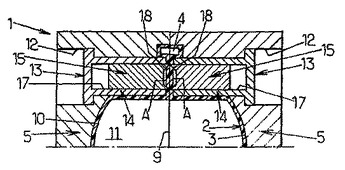 (もっと読む)
(もっと読む)
レトルト対応ポリエステル容器及びその製造方法
【課題】 125℃での1〜50分間処理のような高温長時間の厳しいレトルト殺菌処理の条件下でも、容器の変形や収縮を可及的に生じない、ポリエステル容器及びその製造方法を提供する。
【解決手段】 ポリエステル樹脂により形成したプリフォームを一次金型で二軸延伸ブロー成形して一次成形品となし、一次成形品を加熱収縮させて二次成形品となし、二次成形品を表面処理された二次金型で二軸延伸ブロー成形し、そのまま二次金型内でブロー成形品の表面温度を、210℃を超え250℃以下の温度にてヒートセットすることにより、レトルト対応ポリエステル容器を製造する。
(もっと読む)
被覆方法と被覆された物体を形成する装置
1または複数の層を有する被覆物体(物品)を製造するために使用される方法および装置。当該層は浸漬被覆、スプレー被覆またはフロー被覆によって適用されることができる。当該装置および方法は、被覆されたプリフォームから、被覆された容器、好ましくは、ポリエチレン・テレフタテレートを含む容器を製造できる。ある装置構成において、当該装置および方法は、被覆の損傷の危険を低減し、それゆえ、最終的な容器の効力を増加させる、エネルギー的に効率の良い方法で被覆される容器またはプリフォームを製造することを可能にする。 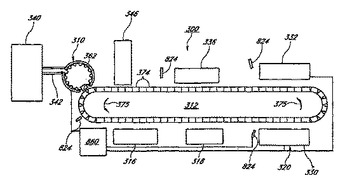 (もっと読む)
(もっと読む)
中空のプラスチック予備形成物の製造方法、プラスチック容器の製造方法、その表面上に可視的図案模様を含むプラスチック予備形成物及び容器
本発明は、その表面上に可視的図案模様(7)を含むプラスチック容器(6)を吹込み成形するのに適した中空のプラスチック予備形成物(1)の製造方法に関し、またプラスチック予備形成物で生産されたプラスチック容器に関するものである。本発明の方法は、完成した容器上に異なる審美的効果を達成することを許容し、加えて、これらの容器に滑り防止特性及び/又は心地よい触感を付与してもよい。 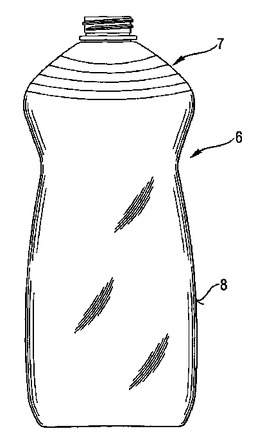 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]