
Fターム[4F208MA10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | その他 (24)
Fターム[4F208MA10]に分類される特許
21 - 24 / 24
エチレン/α−オレフィンのインターポリマーを含む熱成形された耐引っかき性の低光沢組成物
本発明は、少なくとも1種のエチレン/α−オレフィンインターポリマーと分岐および/または高溶融強度のポリプロピレンとを含むポリマー組成物、ポリマー組成物の製造方法、ならびにポリマー組成物から作製した成形、重ね成形、異形押出または熱成形製品に関する。ポリマー組成物は、減少した熱成形後シートおよび押出後(異形材)の光沢特性および/または改良された耐引っかき特性を有し得る。 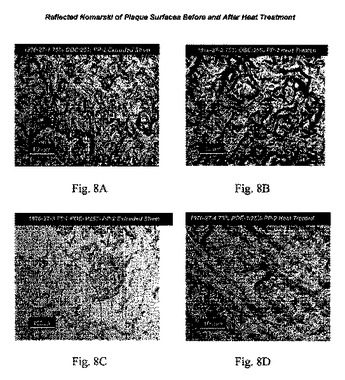 (もっと読む)
(もっと読む)
改良された柔軟なフィルム
本発明は、フィルムを形成する方法、及びフィルムを形成するためのダイに関する。流体ダイは、ハウジングに結合された流体供給マニホールドを有しており、前記ハウジング内には、流体供給マニホールドと流体流通した少なくとも1つの流体供給チャネルが位置決めされている。ハウジングは、流体供給チャネル内に少なくとも1つのプロファイリングブロックも含んでいる。  (もっと読む)
(もっと読む)
模造イグサ製造用金型
【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
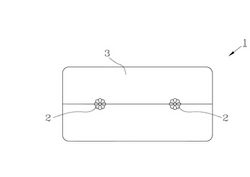
プラスチック材料の加工方法及びその加工方法により形成された成形品並びに加工装置

【課題】微細でハイアスペクト比のパターンを忠実に形成することができ、さらに成形品の厚みを極めて均一にすることが可能なプラスチック材料の加工方法及びその加工方法により形成された成形品並びに加工装置を提供すること。
【解決手段】本発明に係るプラスチック材料の加工方法は、プラスチック材料6を軟化温度以上に加熱する加熱ステップと、加熱ステップにより軟化されたプラスチック材料6の表面に、開口4が形成された型枠部材2を密着させる型枠密着ステップと、型枠部材2の開口4を介して、軟化されたプラスチック材料6を空間に開放してプラスチック材料6の開放面6aを熱変形させる熱変形ステップと、熱変形ステップにより開放面が変形されたプラスチック材料6を硬化温度まで冷却させる冷却ステップとを有している。
(もっと読む)
21 - 24 / 24
[ Back to top ]