
Fターム[4F208MH21]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | 化学的処理 (6)
Fターム[4F208MH21]に分類される特許
1 - 6 / 6
抗菌性シート及びその製造方法、並びに当該シートを用いた成型品及びその製造方法
【課題】抗菌性に優れると共に、人体に対し安全なシート及びその製造方法、並びに当該シートを用いた抗菌性成型品及びその製造方法を提供することである。
【解決手段】燻液を有効成分としてなる鳥インフルエンザウイルス不活性化剤を抗菌剤としてシートに配合したことを特徴とする。及び、成型品に当該抗菌剤をシートを用いたことを特徴とする。
(もっと読む)
水周り部材および水周り部材の製造方法
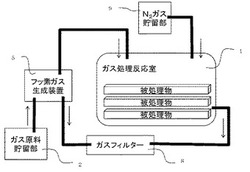
【課題】フッ素ガス処理により、水周り部材の表面を改質するにあたって、一度に纏めて大量に処理することが可能な生産効率の良い水周り部材を提供する。
【解決手段】フッ素ガス処理により表面性状が改質された板状樹脂部材を、真空成形したことを特徴とする水周り部材であって、真空成形後の表面は全体に亘って性状が改質され、且つ真空成形により、3次元形状に成形されることを特徴とする。
(もっと読む)
内装品の真空成形機及び真空成形方法

【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型と、表皮全域の表面形状に対応する型面17bを有する表皮材用凹状真空吸引型17とを備え、表皮が接合され、熱溶融性の接着剤が塗布された熱可塑性の発泡層付きの扁平状表皮材が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、分散形成される吸気路が実質上廃止された非着基材領域に対面する表皮材用凹状真空吸引型17の型面17bが、型締め状態での非着基材領域からの表皮材の厚み分よりも後退した後退面17aとして形成される。
(もっと読む)
自動車内装品の成形方法
【課題】製品の外観品質を低下させることなく、表皮と基材とを適正に貼合する。
【解決手段】成形型2の上面に基材3が配置され、その上に、表皮5が積層された状態で真空引きが行われ、表皮5と基材3とが貼合される。基材3の表面は絞付け加工が行われた絞面3aになっていると共に、基材3の表面と表皮5との間には接着剤4が介在している。真空ポンプによる真空引きにより、成形型2の内周面と仕切り板6との間の空間が真空になると共に、基材3の絞面3aと表皮5との間の隙間も成形型2の真空引き穴2aを介して真空になる。そのため、基材3の絞面3aと表皮5とが密着した状態で、接着剤4により貼合される。
(もっと読む)
ポリプロピレン系樹脂積層発泡シートおよびその成形体
【課題】 特にインスタントラーメンなどの内容物を自動充填する場合の容器に好適な、適度な滑り性を有する成形体を成形しうるポリプロピレン系樹脂積層発泡シートを提供する。
【解決手段】 ポリプロピレン系樹脂積層発泡シートの少なくとも一方の面に、シリコーンオイルエマルジョンをベースオイル換算で0.001〜0.2g/m2塗布することにより、適度な滑り性を有する成形体を成形しうるポリプロピレン系樹脂積層発泡シートを得ることができる。
(もっと読む)
樹脂成形体の製造方法
【課題】
高脆性の非晶性熱可塑性樹脂からなるシート状物を室温近傍で圧空成形等をすることにより、生産性よく樹脂成形体を製造する方法等を提供すること。
【解決手段】
(1)非晶性熱可塑性樹脂からなるシート状物に、圧力1〜40MPa、温度50℃以下の条件下で二酸化炭素を収着させた後、30℃以下の温度で脱圧後、二酸化炭素を収着した該シート状物を、[室温+10℃]以下の温度で、圧空成形、真空成形、又は真空圧空成形することを特徴とする樹脂成形体の製造方法、及び(2)二酸化炭素を収着した該シート状物に、[室温+10℃]以下の温度で、表面に凹凸形状が形成された型を押圧することを特徴とする凹凸形状が転写された樹脂成形体の製造方法である。
(もっと読む)
1 - 6 / 6
[ Back to top ]