
Fターム[4F209AB02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 添加剤、配合剤 (276) | 機能を特定したもの (211) | 発泡剤、膨張剤 (5)
Fターム[4F209AB02]に分類される特許
1 - 5 / 5
膜の形成方法
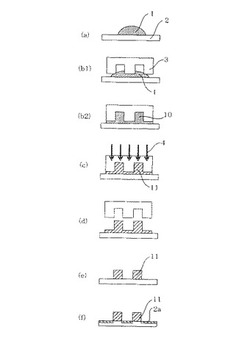
【課題】離型力が小さく、発泡による欠陥が少なく、かつ生産性に優れた膜の製造方法を提供する。
【解決手段】基板2上に、重合性モノマーと、光刺激によりガスを発生する感光性ガス発生剤と、を含む光硬化性組成物を塗布して塗布膜(被形状転写層1)を形成する工程と、前記塗布膜にモールド3を接触させる工程と、モールド3を介して前記塗布膜に光を照射して前記塗布膜を硬化させると共に前記塗布膜内にガスを発生させる工程と、前記塗布膜に光を照射した後、前記塗布膜からモールド3を離し、基板2上に所定のパターン形状を有する膜(硬化膜11)を形成する工程と、を含み、前記塗布膜に光を照射する工程において、前記塗布膜に含まれる重合性モノマーの重合反応の反応速度が、前記塗布膜に含まれる感光性ガス発生剤のガス発生反応の反応速度よりも速いことを特徴とする、膜の製造方法。
(もっと読む)
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース

【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
ナノインプリントリソグラフィー用硬化性組成物及びナノインプリント方法
【課題】ナノインプリント方法において、レジスト膜のはがれが生じ難い形状転写層を形成することができるナノインプリントリソグラフィー用硬化性組成物を提供すること。
【解決手段】25℃、1atmの条件下において、光又は熱により気体を発生する気体発生剤(A)と、第二の反応性基を有し、光及び熱に対して安定な化合物(B)と、を含有するナノインプリントリソグラフィー用硬化性組成物である。
(もっと読む)
レーザーエッチング品の製造方法およびレーザーエッチング品
【課題】樹脂成形品の表面に樹脂組成物の樹脂色と異なる塗料を塗って塗膜を形成し、その塗膜の一部にレーザー光を照射して塗膜を除去してレーザーエッチング品を形成する工法では塗膜を除去した部分と除去しない部分の境界で凹部が生じてしまうが、レーザー光照射によっても、この凹部を生じさせないようにして、塗膜を除去した部分の鮮明な表示を維持でき、周囲が剥がれないレーザーエッチング品の製造方法を提供する。
【解決手段】レーザー光3照射によりレーザー光3が照射された領域が発泡する樹脂成形品1の上に加飾層2が積層された加飾成形品6に対し、表面に加飾層2が積層された側から加飾成形品6の一部にレーザー光3を照射して、レーザー光3が照射された領域の加飾層2を除去し、さらにレーザー光3の照射を継続してその領域の樹脂成形品1の表面を発泡させることにより発泡層4を形成する。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
1 - 5 / 5
[ Back to top ]