
Fターム[4F209AB25]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 添加剤、配合剤 (276) | 形状 (24) | 短繊維、ウイスカー (9)
Fターム[4F209AB25]に分類される特許
1 - 9 / 9
樹脂成形品矯正装置
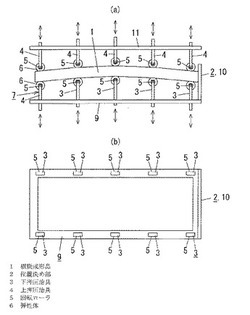
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
熱可塑性重合体からなるコイルの製造方法
【課題】非金属製の材料を主として用いてなるコイルであり、複雑な製造工程を経ることなく安価でかつ容易に成型が可能であり、コイル線の太さ、コイル形状、大きさなどに柔軟に対応可能なコイルを提供することにある。
【解決手段】繊維を複数本集束してなる繊維集束体を用い、該繊維集束体が低融点重合体と高融点重合体によって構成されており、該繊維集束体を所定の螺旋形状となるように巻いた後、該繊維集束体を構成している低融点重合体が溶融し、かつ高融点重合体が溶融しない温度で熱処理を施した後、冷却することを特徴とする熱可塑性重合体からなるコイルの製造方法。
(もっと読む)
植物性繊維含有ボード部材の製造方法

【課題】意匠面における意匠性が向上された植物性繊維含有ボード部材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂とを含む基材12と、基材12の少なくとも一部が薄肉化されて構成されるヒンジ6とを備え、ヒンジ6に沿って基材12の一方の面側を谷として折り曲げ可能なラッゲージマット4を製造する方法であって、基材12の両板面を加熱する加熱工程と、基材12の一方の面を表面とし、他方の面を裏面として、加熱工程後、基材12の表面のうちヒンジ6とされる部位を押圧して溝状の表面側凹部26を形成すると共に、基材12の裏面のうちヒンジ6とされる部位を押圧して溝状の裏面側凹部22を形成することでヒンジ6とされる部位を薄肉化する薄肉化工程とを備える。薄肉化工程では、裏面側凹部22の底端部22aの幅に比して表面側凹部26の底端部26aの幅が小さくなるように表面側凹部26と裏面側凹部22とを形成する。
(もっと読む)
凹凸パターン形成方法
【課題】薄膜にスタンパを押し当てて凹凸パターンを形成した場合に、基板表面の隣接する凸部間に実質的に残膜が存在しない凹凸パターン形成方法を提供すること。
【解決手段】基板表面に形成され、硬化性材料を主成分として含む薄膜に、弾性材料から構成される凹凸型が設けられたスタンパを押し当てた状態で、加熱及び/又は光照射を付与することにより、前記基板表面に凹凸パターンを形成する凹凸パターン形成工程を含み、且つ、下式(1)を満たす凹凸パターン形成方法。
・式(1) H(薄膜)<H(凹凸型)<H(凸部)
〔式(1)中、H(薄膜)は、上記凹凸パターン形成工程実施前の上記薄膜の硬度、H(凹凸型)は上記凹凸型の硬度、H(凸部)は、上記凹凸パターン形成工程実施後の上記凹凸パターンを構成する凸部の硬度を表す。〕
(もっと読む)
折曲用FRPシート
【課題】軽量・高剛性かつ安価な成形立体を可能とする生産性の高いFRPシート技術の提供。
【解決手段】硬質系マトリックス材、軟質系マトリックスのいずれか一方又は両方からなるマトリックス材層部と強化材に軟質系マトリックス材を含浸されてなる強化材層部とがともに用いられるか該強化材層部が単独で用いられて構成される複合平板シートにおいて、トリミングされて設けられるかないしはトリミングされるとともに線状溝1を設けられてなる折曲用複合シートの提供。
(もっと読む)
ゴム製筒体の製造方法、空気ばねの製造方法、未加硫ゴム筒の成型装置、及び空気ばね
【課題】大径、あるいは太鼓状や鼓状などの不定径で、かつ中心軸を通る平面に沿う方向に短繊維を配向させることのできるゴム製筒体の製造方法の提供。
【解決手段】ガイド棒8の周りに未加硫ゴムチューブ9を押出成形し、含有する短繊維4をチューブ中心軸方向に配向させる。未加硫ゴムチューブ9を押出成形しながら、カッター11を周回させて未加硫ゴムチューブ9を螺旋状に切断して未加硫ゴムテープ10を形成する。これと同時に、成型ドラム12を、未加硫ゴムチューブ9の押出方向に移動させつつ、自転させながらカッター11の周回と同じ回転数で未加硫ゴムチューブ9の周りを周回させる。成型ドラム12の周りに未加硫ゴムテープ10が巻き付いて未加硫ゴム筒3が成型される。短繊維4は、ほぼ未加硫ゴム筒3の中心軸を含む平面及び未加硫ゴム筒3の表面に沿う方向に配向する。その後、未加硫ゴム筒3を加硫成形する。
(もっと読む)
短繊維入りゴム製筒体及びその製造方法
【課題】外観形状にかかわらず、短繊維がホース長さ方向に配向した短繊維入りゴム製筒体を容易に製造することのできる短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にテープ状に切り出し、得られた未加硫ゴムテープ5を未加硫ゴム製筒体3から切り出したときの切り出し角度αと同じ角度でマンドレル6に螺旋状に巻きつけることによって、長さ方向に短繊維2が配向した短繊維入り未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫する。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
複合ゴムテープの製造方法及びゴム製筒体の製造方法
【課題】外観が円錐台形状のゴム製筒体の全体又は外面ゴム層を形成する材料として好適に使用可能な複合ゴムテープを提供するとともに、係る複合ゴムテープを用いたゴム製筒体の製造方法を提供する。
【解決手段】未加硫ゴムと短繊維1とを混合して得られる複合ゴムを、押出装置2に形成されたスリット状の押出口6から押し出すことによって、長さ方向Aに短繊維1が配向した複合ゴムテープ3を製造する方法であって、前記押出口6が円弧状のスリット形状とされ、押出口6から押し出された複合ゴムテープ3をさらに長さ方向Aに引張ることにより、複合ゴムテープ3の厚みの変化を抑制しつつ、テープ幅を変化させるようにする。
(もっと読む)
1 - 9 / 9
[ Back to top ]