
Fターム[4F209AG20]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 多孔質、細胞質 (29)
Fターム[4F209AG20]に分類される特許
21 - 29 / 29
パターン化ハニカム状多孔質体の製造方法
【課題】ハニカム状に整列した微細な孔からなる周期構造を任意のパターンで有する薄膜を製造する方法を提供する。
【解決手段】非水溶性ポリマーからなるハニカム状多孔質体にレリーフ及び/又はスリットからなるパターンを有する鋳型を接触させて該パターンをハニカム状多孔質体に転写することを含む、パターン化されたハニカム状多孔質体の製造方法。本発明の製造法は、ハニカム状に整列した微細な孔からなる周期構造を任意の部分で破壊することができ、製造されるパターン化ハニカム状多孔質体は、フォトニック結晶や細胞培養用の基板として利用可能である。
(もっと読む)
三次元構造材の製造方法
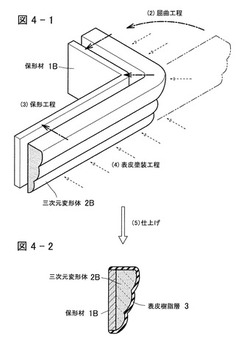
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
多孔フィルムおよびその製造方法

【課題】所定の孔径の貫通孔が任意な密度で存在する多孔フィルムを提供すること。
【解決手段】熱可塑性合成樹脂フィルムに微小貫通孔が所定のピッチで形成されたフィルムであって、微小貫通孔の平均孔径/平均ピッチの比が0.15〜0.85であり、かつフィルムの厚さが1〜25μmであることを特徴とする多孔フィルム、および、多数の微小な凸部を有する型押体を用いるエンボス加工により熱可塑性合成樹脂フィルムに多数の微小な凹部を形成し、ついで該熱可塑性合成樹脂フィルムの溶融温度より低くガラス転移温度より高い温度で熱処理を施すことにより、該凹部に貫通孔を形成し、微小貫通孔が実質的に規則的に配列されている厚さ1〜25μmの熱可塑性合成樹脂フィルムを得ることを特徴とする多孔フィルムの製造方法。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
クリーニングシートを製作するための方法および装置
添加剤(14)をウェブ(4)の選択された領域(56)に適用する方法は、添加剤を、隆起領域および凹状領域(39)を含む外表面を有するパターン化ロール(10)の隆起領域(26)に適用する工程と、回転可能にパターン化ロールと接触して配置された平滑な外表面を有するフラットロール(12)を提供する工程と、材料のウェブをパターン化ロールとフラットロールとの間に搬送して、これにより、添加剤をウェブの選択された領域に転写する工程とを含む。添加剤をウェブに選択的に適用するための装置もまた記載されている。 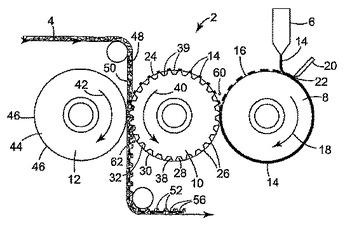 (もっと読む)
(もっと読む)
光反射板
【課題】立体的な形状に加工した光反射板に割れが生じること、および割れが伝播することを防ぐとともに、この光反射板の変形を良好に防止することができる技術を提供することを目的とする。
【解決手段】光を反射するフィルムまたはシートを立体的な形状に加工するにあたり、フィルムまたはシートに、直線に沿って間欠的に形成してなる折り曲げ溝部に沿って前記フィルムまたはシートを折り曲げることにより、折り曲げ山部および谷部を形成し、該谷部または山部のすくなくとも一方の間欠部に切り欠き部および/または凹部を形成する。
(もっと読む)
合成樹脂発泡体の製造方法及びその方法により製造された合成樹脂発泡体
【課題】 様々な形状の発泡成形品に対し、製品を変形させることなく、より狭いピッチで吸音溝を設けることが容易で、発泡成形品の圧縮強度の低減を抑制し、寸法精度に優れ、且つ様々な発泡素材、成形方法(押出発泡品、積層発泡品)に因らず、吸音周波数域の設計が可能で且つ吸音率の高い合成樹脂発泡性吸音材を得るための簡便で経済的な製造方法と発泡成形品を提供すること。
【解決手段】 複数の吸音溝を有する合成樹脂発泡体の製造方法であって、合成樹脂からなる発泡成形品に、該合成樹脂の融点以上に加熱した溝形成部材を接触、該発泡成形品を融解させることで複数の吸音溝を形成することを特徴とする合成樹脂発泡体の製造方法。
(もっと読む)
カバー材の製造方法
【課題】熱プレス成形型のほぼ全面が積層体表面に接触して成形される成形体であって、積層体表面に高低差の大きい凹凸を形成し、かつ、柔軟性のあるシート材の製造方法を提供しようとするものである。
【解決手段】少なくとも表皮材とポリウレタンフォームの積層体からなり、熱プレス成形により表面に凹凸が設けられており、該凹凸の最大高低差が2〜5mmで、熱プレス成形後の最小厚みが2mm以下であるカバー材の製造方法であって、前記積層体の裏面側に、少なくとも合成樹脂弾性体からなる熱プレス補助基材を重ね合わせ、熱プレス成形型のほぼ全面が積層体表面に接触するような熱プレス成形により積層体の表面に凹凸を形成した後、前記熱プレス補助基材を剥離することを特徴とするカバー材の製造方法とする。
【代表図】 図3
(もっと読む)
21 - 29 / 29
[ Back to top ]