
Fターム[4F211AH12]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 機械要素 (105) | 伝動装置(←歯車、プーリー、チェーン、ジョイント) (15)
Fターム[4F211AH12]に分類される特許
1 - 15 / 15
ゴム−金属複合体の製造方法、ゴム−金属複合体、タイヤ、免震用のゴム支承体、工業用ベルト、及びクローラー
【課題】ゴムと金属材料との初期接着性、耐湿熱接着性、及び接着耐久性に優れたゴム−金属複合体の製造方法、前記ゴム−金属複合体の製造方法により製造されたゴム−金属複合体、前記ゴム−金属複合体を備えたタイヤ及び免震用のゴム支承体、並びに前記ゴム−金属複合体を適用した工業用ベルト及びクローラーを提供する。
【解決手段】金属材料とpH5以上pH7.2以下の緩衝液とを接触させる工程と、前記接触後の金属材料とゴムとを接着させる工程と、を有するゴム−金属複合体の製造方法である。
(もっと読む)
延伸フィルムを有するベルトの継手加工方法
【課題】ベルトの両端を継ぎ合わせることができる継手加工方法を提供する。
【解決手段】ベルト20は延伸フィルムから成る心体を有する。ベルト20の一方の端部21に複数の凸部23を設ける。他方の端部22には、凸部23と同一外形を有する凹部24を設ける。凹部24の外周壁に接着剤を塗布する。各凸部23が各凹部24に嵌め合わされるように両端部21、22を突き合わす。突き合わせ部分Bを下型の上に載置する。可動部材12によってベルトの側部を押圧し、可動部材12と側壁11Bによって突き合わせ部分Bを挟圧する。両端部21、22は接着剤を介して継ぎ合わされ、無端状ベルトが得られる。
(もっと読む)
シートのラミネート加工装置の変速伝動機構

【課題】本発明は変速モジュール、モータ、切換ギア、第1接続ギア、第2接続ギア及びラミネートギアを含むシートのラミネート加工装置の変速伝動機構を提供する。
【解決手段】本発明は変速モジュールを制御して切換ギアを異なるギアと接触させることによって、ラミネートの速度を変更してシートを退出する機能を提供する。
(もっと読む)
ベルト接合治具
【課題】ベルトの固定保持力を高め、それにより余計なスペースを必要とせず、簡単に固定・解除作業ができるベルト接合治具を提供する。
【解決手段】接合するベルトの端部同士をそれらの両端面を突き合わせた状態で載置する凹溝12を有する下型11と、この下型11の前記凹溝12内に嵌入され前記ベルトの端部同士を押える上型17とを備えた治具10であり、前記下型11の溝底面および/または前記上型17の下面に、前記ベルトの表面を係止する複数本の針状突起13を設けるか、またはサンドペーパー等の粗面テープを貼着した。
(もっと読む)
ベルトの継手加工方法
【課題】接合部分の平面性を容易に確保でき、かつ割れが生じにくい継手加工方法を提供する。
【解決手段】ベルトは、芯体層26と、芯体層26の上面26U、下面26Dそれぞれに積層される第1及び第2の表面層27、28とを備える。ベルト20は両端部20A、20Bを継ぎ合わして形成された無端状のベルトである。第1及び第2の表面層27、28の端面同士を突き合わせる位置は、芯体層26の端面26A、26Bを突き合わせる位置とベルト長手方向L’において異なる。第1及び第2の表面層27、28の端面はテーパー面に形成される。芯体層の両端面26A、26Bはフィンガー状に形成される。芯体層の両端面26A、26Bは、幅方向における挟圧によって接合される。
(もっと読む)
ベルトの継手加工方法
【課題】ベルト両端部の突き合わせ部から発生する割れを防止するためのベルトの継手加工方法を提供する。
【解決手段】ベルトの一方の端部21を、複数の凸部23を形成してフィンガー状にする。隣接する凸部23の間には凹部24’が形成される。ベルトの他方の端部22を、複数の凹部24を形成して端部21に相補的な形状にする。隣接する凹部24の間には凸部23’が形成される。両端部21、22のいずれか一方の端面に接着剤を塗布して、両端面を突き合わせこれらを接合する。次いで、突き合わせ部分Bのうち、凸部23、23’の先端部23T、23T’と凹部24、24’の底部24B、24B’との突き合わせ箇所P、P’に超音波振動を与える。その超音波振動により、先端部23T、23T’と底部24B、24B’とが熱融着する。
(もっと読む)
ベルトの継手加工方法
【課題】接合部分の平面性を容易に確保できる継手加工方法を提供する。
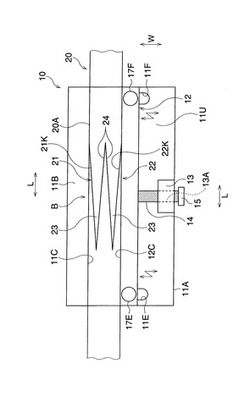
【解決手段】ベルト20の一方の端部21をフィンガー状にすると共に、他方の端部22を一方の端部21に相補的なフィンガー状にする。これら両端部21、22の端面同士を突き合わせる。その突き合わせ部分Bを、側壁11Bと可動部材12とによってベルト幅方向に挟圧する。その挟圧した状態で、突き合わせ部分Bに、ベルトの厚さ方向に超音波振動を与えて両端部21、22を接合する。
(もっと読む)
弾性履帯の製造方法及びこれを用いた加硫成形装置
【課題】強固に加硫接着することができる弾性履帯の製造方法及びこれを用いた加硫成形装置を提供する。
【解決手段】帯長手方向において加熱ゾーンHと冷却ゾーンCとに区画された金型8によって帯長手方向の一端部を未加硫または半加硫のままにして帯状ゴム様体7を加硫成形する。このあと、この帯状ゴム様体7の一端部に形成された未加硫または半加硫状態の接合面14をそれと同じ帯状ゴム様体71または他の帯状ゴム様体72の未加硫または半加硫となっている帯長手方向の他端部に接合させて加硫接着する。この単一または複数の前記帯状ゴム様体7の一端部と他端部同士を互いに一体化するようにして製品を構成する。上記の製造方法において、帯状ゴム様体7の接合面14と製品の外面となる製品外面2Aとの境界線Bを冷却ゾーンC内でかつ加熱ゾーンHから離れたところに位置させた状態で当該接合面14を帯状ゴム様体7の他端部に加硫接着させる。
(もっと読む)
平ベルトの融着用治具および融着プレス装置
【課題】ベルト材料の突合せ部分の融着作業において、簡単な構成で付き合わせ部分に気泡が発生することを防止する。
【解決手段】融着用治具は、熱可塑性樹脂層を有する長尺のベルト材料10の両端部11、12を突合せた状態で、両端部11、12の突合せ部分13を加熱加圧するために、突合せ部分13を覆って保持する。治具の下型21は、突合せ部分13が係合して保持される溝23を有する。加熱された状態で熱可塑性樹脂層に接着しない性質を有するシリコンシート(ゴムシート)24を、突合せ部分13の上面に載置する。上型22をゴムシート24の上面に載置する。ゴムシート24の上面には、凹凸が形成されている。
(もっと読む)
コンベヤベルトの製造方法
【課題】複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【解決手段】本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面にゴム磁石片13(被検出体)を取り付けてロールしたゴム磁石付きサイドゴムベルトロール21(被検出体付きゴムベルトロール)を予め製造しておき、コンベヤベルトの製造ラインにおいてゴム磁石付きサイドゴムベルトロール21から繰り出したゴム磁石付きサイドゴムベルト20(被検出体付きゴムベルト)と他のゴムベルトとを積層して加硫したことを特徴とする。
(もっと読む)
ウオームホイールの製造方法及びウオームホイール
【課題】本発明は、芯金と歯車部とからなる嵌合部材の生産性を高める技術を提供することを課題とする。
【解決手段】重ね工程において、嵌合工程で得た嵌合部材34における芯金11と歯車部15の継ぎ部51が、隣の嵌合部材34の継ぎ部51と密着しないように、継ぎ部51間に隙間52を保った状態で、複数個の嵌合部材34を重ねる。具体的には、軸部材42の鍔部46を下方に向け、ねじ部47を上方に向けて配置し、軸部材42にワークとしての嵌合部材34の内周ボス部14を嵌め、この嵌合部材34の上にワッシャ部材43を嵌め、このワッシャ部材43の上に別の嵌合部材34を嵌め、以降、ワッシャ部材43と嵌合部材34を交互に嵌め、ねじ部47にナット45を締め付ける。
(もっと読む)
複合ギヤおよびその製造方法、並びに複合ギヤを含む電動パワーステアリング装置
【課題】金属および樹脂で形成された耐久性に優れた複合ギヤを提供すること。
【解決手段】ウォームホイール19は、環状の金属製のコア部40とコア部40の外周に嵌合されたリム部50とを備える。リム部50は、ポリフェニレンスルフィドをベースレジンとする材料の押出成形品からなる。リム部50の内周52に、コア部40の外周42のローレット43の凹部43aに嵌合する凸部53を設ける。リム部50のための製造用中間体の内周にコア部40を圧入した後に、コア部40を加熱して製造用中間体の内周の一部を溶融させ、コア部40の凹部43a内に入り込んだ凸部53を形成する。
(もっと読む)
FRP製円筒体と金属製継ぎ手との接合体
【課題】FRP製円筒体の端部に金属製の継ぎ手が圧入される接合体において、必要とされる高い捩り強度を確保しつつ、金属製継ぎ手の圧入接合操作に伴うFRP製円筒体端部からの損傷の発生を防止し、かつ、その部分の劣化進行も防止し得る構造を提供する。
【解決手段】FRP製円筒体と、該FRP製円筒体の端部に圧入された金属製継ぎ手との接合体であって、FRP製円筒体の端面から軸方向にスリット加工が施されていることを特徴とする接合体。
(もっと読む)
シームレスベルトおよびシームレスベルトの製造方法
【課題】
画像形成装置の、ドラム上のトナーを紙に転写する転写ユニットや、カラーに潜像する際に4原色を混色する中間転写ユニットに用いて高精細画像を得ることができるシームレスベルトの提供。
【解決手段】
熱可塑性樹脂のガラス転移点が100℃以上でかつ300℃以下、又は融点が200℃以上かつ400℃以下の条件の一つを満足する熱可塑性樹脂またはそれを含む熱可塑性樹脂組成物からなるシート或いはシート状フィルムを巻き付けた状態で管状型部材内に嵌め込み、シート或いはシート状フィルムの端部を互いに熱溶着させるシームレス樹脂ベルトの製造方法およびそれによって得られたシートベルト。
(もっと読む)
インサート成形による部品の結合方法
【課題】 タイミングベルト用プーリやテープリールなど、射出成形で一体成形が困難な樹脂成形品に関して、可能な範囲に分割して成形し、その複数体を強固にかしめ付ける方法を課題とする。
【解決手段】 分割して成形した部品の1つには所要箇所に中空12a状のボス12を突設し、他方の部材8には前記ボスが挿通する透孔7を設けて、前記ボス12をこの透孔7に挿通して仮にセットする。このセットされたものを、射出成形用金型のキゃビティにインサートし、前記の透孔7およびその両端面に形成したかしめ状頭部用キゃビティに溶融樹脂を射出充填し、冷却する。かくして充填された樹脂部は冷却に伴い収縮して、かしめ状締結部を強く締め付け、部材間に隙間を生じることはない。
(もっと読む)
1 - 15 / 15
[ Back to top ]