
Fターム[4F211TD10]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | ランドを設けたもの (5)
Fターム[4F211TD10]に分類される特許
1 - 5 / 5
プラスチックパイプ熱融着機
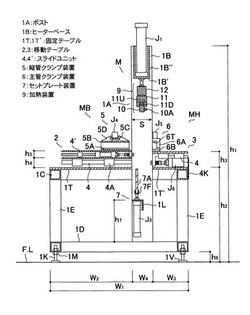
【課題】1本の主管に多数本の枝管を突設したヘッダーに対し多数の縦管群を直交状態に加熱融着する手段を、各融着部を均斉に融着出来、且つ各作業工程を自動化する。
【解決手段】前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、間隔Sを保って設置し、縦管用移動テーブル2を縦管側の固定テーブル1T上に摺動可能に、移動テーブル3を主管側固定テーブル1T´上に摺動可能に配置し、移動テーブル2上には縦管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、間隔Sには、下方から出没するセットプレート装置7と、上方から降下する加熱装置9とを配設し、縦管移動テーブル2と移動テーブル3の前後進退運動により、降下した加熱装置9の両面で縦管8C群とヘッダー枝管8Bの取付孔Hbとを溶融し縦管8Cの端縁cfとヘッダー枝管8Bの取付孔Hbとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
モールド成形体

【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
プラスチック部品の組立体のための抵抗インプラント溶接
2つのプラスチック部品を組立体に形成するための抵抗インプラント溶接を実行するための新規な方法及び構造体のセットが提供される。溶接される部品の第1の部品は、抵抗インプラントを受け入れ且つ溶接処理が実行されるまで所望の位置に保持する溝構造を含む。溶接される第2の部品は、溝構造に係合するサイズであり且つ抵抗インプラントを第1の部品に閉じ込めるランドを含む相補形構造を含む。2つの部品は、溶接前に、ランドが溝構造の中にはまるように位置決めされ、それから、位置決めされた部品は、チャネルとランドの間の境界面にあらかじめ選択された圧力を加えるプレス機内に置かれる。次に、あらかじめ選択された電流が抵抗インプラントに流される。それにより、抵抗インプラントは加熱され、溝構造とランドのプラスチック材料をそれらが抵抗インプラントを介して混合する溶融温度まで上げる。電流は止められ、溶接部は冷却されて完成状態となり、溶接された組立体はプレス機からはずされる。 (もっと読む)
中空樹脂成形品の製造方法
【課題】 強度・剛性を充分有する、製造が容易な中空樹脂成形品の製造方法が課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品1において、中空樹脂成形品は、アッパーシェル部10とロアシェル部20それぞれ射出成形により分割して別々に成形する。そのアッパーシェル部10とロアシェル部20のそれぞれの開口周縁部11、21が融合されているとともに、接合面の温度が、アッパーシェル部10とロアシェル部20を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部11、21を圧縮してアッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着した中空樹脂成形品の製造方法である。
(もっと読む)
接合部材製造方法、無端状接合ベルト、定着ユニット、中間転写ユニット、画像形成装置、及び、シート接合装置
【課題】単純な構成でありながら、幅が広いシートの貼り合わせを行っても貼り合わせ部の厚さ斑がなく、かつ、高い接着強度が発現する接合部材製造方法を提供する。
【解決手段】1枚のシートの異なる端部同士、あるいは、異なるシートの端部同士を接着して接合部材を得る接合部材製造方法において、熱硬化型接着剤が塗布された端部に、他の端部を貼り合わせた後、該熱硬化型接着剤の硬化温度に加熱して接合する際に、該貼り合わせ部を、該貼り合わせ部の一方の面から着磁体からなる第1の固定部材と、他方の面に配置された着磁体または磁性体からなる第2の固定部材とで挟んだ後、前記熱硬化型接着剤の硬化温度に加熱する接合部材製造方法。
(もっと読む)
1 - 5 / 5
[ Back to top ]