
Fターム[4F212VK13]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤの成形操作 (1,775) | タイヤの組立て操作 (1,641) | ビードリング、コアの取付け (291) | ビードセット (250)
Fターム[4F212VK13]の下位に属するFターム
フィンガープライダウンを伴うもの (6)
ドラム拡径を伴うもの (18)
フィラーの圧着 (13)
プライ折返し(ターンアップ) (109)
ブラダーのみによるもの (19)
環状に配置されたフィンガーアームのみによるもの (32)
ステッチャーのみによるもの (11)
Fターム[4F212VK13]に分類される特許
1 - 20 / 42
タイヤ製造装置
【課題】生タイヤを形成する際に、貼り合わせたタイヤ構成材料が離れて、タイヤ構成材料に皺がよることを防止することができるタイヤ製造装置を提供する。
【解決手段】外周面にカーカスプライを含む複数のタイヤ構成材料を巻き重ねてタイヤ重ね部材が形成されるフォーマーと、拡縮径可能であり、拡径時にはフォーマーの外周面よりも外側に突出してタイヤ重ね部材の端部を挟んでビードコアを保持するビードロックリングを有するビードロック機構とを備えており、ビードロックリングは、ビード座部と、ビード座部の両側からリング径方向外方にそれぞれ突設された内側フランジおよび外側フランジとを有しており、タイヤ重ね部材を構成するカーカスプライの端部よりも外側に外側フランジの外方端が位置するように外側フランジの幅寸法が設定されているタイヤ製造装置。
(もっと読む)
ビードリング保持装置および該装置の使用方法

【課題】ビードリングが、周囲をゴム被覆、テキスタイル被覆等されていると否といかかわらず、ビードリングを偏心等させることなく、常に高精度位置決め保持することで、製品タイヤにすぐれたユニフォミティを付与することができるビードリング保持装置を提供する。
【解決手段】半径方向の内外側に変位される複数のホルダ1と、周上三つの以上のホルダ1のそれぞれの、半径方向の内端部分にヒンジ連結されて、保持される円環状のビードリング3の中心軸線CLを含む平面内で揺動変位可能なサポート板とを具えてなり、このサポート板2に、サポート板2のヒンジ位置2aの一方側へ突出し、ビードリングに掛合して保持する掛合突部4を設けるとともに、前記ヒンジ位置の他方側2aへ突出して、半径方向外側への突上げ変位によって前記掛合突部4の、半径方向内側への揺動変位をもたらす掛合解除部5を設け、該サポート板2に、前記掛合突部を半径方向外側に向けて付勢するリターンスプリング6を配設してなる。
(もっと読む)
環状体の把持方法および装置
【課題】環状体Gの径が変化した場合でも、把持体26を交換することなく環状体Gを安定して把持する。
【解決手段】環状体Gを外側から把持する各把持体26に、該把持体26の周方向片側に隣接配置された把持体26の内周27まで延びる弾性変形容易な橋渡しプレート56を取り付けたので、環状体Gの径が変化して各把持体26の内周27の曲率半径と環状体Gの半径との差が大きくなっても、環状体Gに、把持体26の周方向両端部または周方向中央部に加え、隣接する2つの把持体26間を橋渡している橋渡しプレート56が弾性変形することである程度の範囲で接触し、この結果、環状体Gと把持体26、橋渡しプレート56とが広い範囲で接触して環状体Gの把持が安定する。
(もっと読む)
タイヤ成型機用ビードセットリング
【課題】リング状部材の筒状突起部に作業者の手作業によって掛合させた一定寸法のビードコアの不測の位置ずれ、脱落等のおそれを、保持用の永久磁石による、ビードコアの強固な磁気吸着によって十分に取り除き、併せて、ビードコアの、筒状突起部への偏心掛合を十分に防止して、ビードコアの、事後的な位置修正作業を不要にできるタイヤ成型機用ビードセットリングを提供する。
【解決手段】全体としてリング状をなし、円筒状に形成されたタイヤ構成部材の周りに貼着される円環状のビードコアを掛合支持する筒状突起部分2および、該筒状突起部分2の外周側に連続するフランジ部分3を具えるものであって、 円周方向の角度範囲で、任意の位置から測って90°を越えた領域内に、ビードコアを磁気吸着する保持用永久磁石4を複数配設してなる。
(もっと読む)
ランフラットタイヤ用のシェーピングフォーマ
【課題】タイヤの外観低下を抑制しうる。
【解決手段】一対のビードコア5、カーカスプライ6A、及びゴム補強層9が配されたカーカス基体1Mをトロイド状に膨張変形させるためのランフラットタイヤ1用のシェーピングフォーマ12である。このシェーピングフォーマ12は、拡径することにより、ビードコア5をカーカスプライ6Aを介して内側から保持できかつ軸方向に移動可能な一対のビードロック手段32と、ビードロック手段32の軸方向内側に位置しかつカーカス基体1Mのサイドウォール部3を内側から支持しうる拡縮径可能な一対のサイドデッキ38とを含む。サイドデッキ38の外周面は、ゴム補強層9の断面形状に合わせて凹む周溝45Dが形成される。
(もっと読む)
ビードセットリング、生タイヤ成形装置および生タイヤ成形方法
【課題】左右のビード間のコードパスを一定に保ちながら生タイヤを成形することができ、RFVを向上させることができる技術を提供する。
【解決手段】ビードを円筒状材料に固定するためのビードセットリングであって、リング部と、リング部からリング軸方向に突出してビードコアと接触するマグネットで形成されたスペーサ部とを備えており、スペーサ部の突出側の端部が、マグネットの磁力によりビードコアの側面を、リング部とエーペックスゴムとの非接触状態を維持しながら、吸着するように構成されているビードセットリング。ビードセットリングと、円筒状材料に前記ビードを固定するための拡縮径可能なビードロックとを備えている生タイヤ成形装置。スペーサ部をビードの側面に磁力により付着させた状態で、ビードロックを拡径させることにより、ビードを円筒状材料に固定するビードロック工程を備えている生タイヤ成形方法。
(もっと読む)
生カバー成形装置
【課題】タイヤの生カバーを成形する中子工法において、精度良くビードコアを成形する。
【解決手段】タイヤの内腔面Mを形成する中子11と、中子11の両外側に配されかつビードワイヤ5aが渦巻き状に巻き重ねられたワイヤ巻付体15を保持する保持手段12と、保持手段12をビード成形面14cに向けて移動させ得る移動手段13とを具えた生カバー成形装置10である。保持手段12は、ビード成形面14cに沿った傾斜でタイヤ半径方向外側にのびるビードワイヤ5aの巻付け面16と、巻付け面16のタイヤ半径方向内端からビード成形面14c側に突出することにより最内層のビードワイヤ5a1を支える支持面18とを含む。移動手段13は、ワイヤ巻付体15を、ビード成形面14cに貼り付けられた未加硫のゴム部材等に押し付けることにより中子11側に移載する。
(もっと読む)
ビードセットリング
【課題】得られるタイヤの品質を低下させることなく生産性の向上に寄与しうるビードセットリング46の提供。
【解決手段】このビードセットリング46は、主リング48と、副リング50とを備えている。この主リング48は、この副リング50が嵌め合わされるソケット52と、このソケット52の外側に位置するフランジ54とを備えている。この副リング50がこのソケット52に嵌め合わされると、この副リング50の一部がこのフランジ54から突出し、タイヤのビード22がセットされる突部62が構成される。この突部62の幅W0は、この副リング50のこのソケット52に嵌め合わされる長さに応じて可変しうる。好ましくは、このビードセットリング46では、上記副リング50を周方向に回動させることにより、上記突部62の幅W0が調整されうる。
(もっと読む)
ビードコアホルダー
【課題】ビードコアをセットする際のビードコアの位置ズレや捩れを抑制しユニフォミティーを向上させる。
【解決手段】ビードエーペックスゴム付のビードコアを保持する保持リングとを具える。保持リングは、ビードコアの内周面を着座させる着座面と、ビードコアの外側面を受ける下側面と、この下側面に、傾斜面を介して連なりかつ下側面と平行な上側面とを具える。着座面からの下側面外端までの高さH1は、ビードコアの高さHの20〜70%、傾斜面の角度θは30〜60°、かつ下側面と上側面との間の軸心方向の距離Lを3.0mm以上とした。
(もっと読む)
ビードセッター
【課題】ビードのセット精度を確保しつつも設置スペースを削減することができ、しかも小型かつ軽量なビードセッターを提供する。
【解決手段】ビードBを保持するビード保持部材3を備え、該ビード保持部材3に保持されたビードBを成形ドラムに貼り付けられたタイヤ構成部材に供給するビードセッター1であって、ビード保持部材3は、各々円弧形状を持ち互いに近接した状態にてビードBを保持する第一、第二および第三の弧状体3a、3b、3cを有し、第一の弧状体3aは、成形ドラムの軸線Cに直交する面内で半径方向に移動自在に設けられ、第二および第三の弧状体3b、3cは、ビード保持部材3より半径方向外側に位置する揺動支点17を支点に、成形ドラムの軸線Cに直交する面内で揺動自在にそれぞれ設けられ、ビードセッター1はさらに、第一の弧状体3aを移動させる移動手段15と、第二および第三の弧状体3b、3cを揺動させる少なくとも一つの揺動手段19と、を備える。
(もっと読む)
生タイヤの形成方法、及び生タイヤの形成装置
【課題】ビードワインド構造におけるカーカスプライのビードコア周りでの巻き付けを高精度で効率よく行う。
【解決手段】中央ドラム上で一周巻きされたカーカスプライの周方向端縁同士をジッパージョイントする接合ステップを有するカーカス筒の形成工程、側ドラムを離間状態から中央ドラムに近接してカーカス筒の外端部分を受ける近接状態まで移動させる側ドラム横移動工程、側ドラムに設けたロックリングを拡径することにより外端部分に外挿されたビードコアを保持するビードロック工程、カーカス筒のはみ出し部分をビードコアの回りに巻き付けるカーカス巻き付け工程とを具える。前記カーカス巻き付け工程は、ロックリングよりも軸心方向外側に配されるプライターンアップリングを拡径することによりはみ出し部分を立ち上げるステップを含む。
(もっと読む)
ボディプライおよびインサートアセンブリ方法
少なくとも1つのカーカスプライとトレッドとタイヤのサイドウォールの少なくとも1つとの間に置かれる第1および第2の補強プライを含むトレッドを有するタイヤ。タイヤボディプライを作るための方法も説明される。当該方法は、少なくとも2つのカレンダローラによって形成されるかみ合いに第1のゴムコーティング、少なくとも1つのインサート、ボディファブリック、および第2のゴムコーティングを送ることを含む。当該方法は、かみ合いを通して、および次いで少なくとも2つのカレンダローラの間で、第1のゴムコーティング、ボディファブリック、少なくとも1つのインサート、及び第2のゴムコーティングを押圧し、タイヤボディプライを形成することをさらに含む。別の実施形態では、当該方法は、タイヤボディプライの中心から、第1の距離分、間隔を置いて第1のインサートを配置することと、タイヤボディプライの中心から、第2の距離分、間隔を置いて第2のインサートを配置することを含む。  (もっと読む)
(もっと読む)
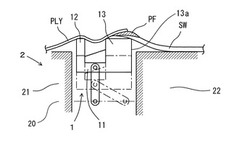
未加硫タイヤの製造装置および未加硫タイヤの製造方法
【課題】外形形状が異なる種々の未加硫タイヤを高精度に形成する。
【解決手段】折返しアーム13をドラム軸O方向に移動させて互いに接近離間させる接離手段14、および折返しアーム13をその基端部13aを中心に回動させて先端部13c、13dを半径方向に移動させる回動手段15がそれぞれ、互いに独立して駆動可能となっている。
(もっと読む)
グリーンタイヤの製造方法および装置
【課題】タイヤ中間バンド17の軸方向外側部17bに発生する波打ちの振幅、波長を周方向において略均一とし、しわの発生を効果的に抑制する。
【解決手段】揺動羽根32、33と挟持ロッド40、41とによりタイヤ中間バンド17の軸方向外側部17bを挟持した後、揺動羽根32、33を半径方向内側に挟持ロッド40、41と共に揺動させて該軸方向外側部17bを縮径させたので、揺動羽根32、33と挟持ロッド40、41とにより挟持された周方向部位は強力に拘束されて半径方向内側へ波打つことができず、波打ちの山の頂上となる。このとき、波打ちの山の頂上は挟持ロッド40、41と同数で等角度離れて位置し、波打ちの振幅、波長は周方向に略均一となる。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤ
【課題】カーカスプライがビードコアの周囲に沿って巻き付けられた構造のビード部の成型作業に際し、成型作業性を損なうことなくカーカスプライをビードコアに確実に巻き付け可能な方法を提供する。
【解決手段】軸線方向の両端部分に巻回し部を有するカーカスプライ2を成型する工程と、カーカスプライ2の巻回し部2aの内側にビードコア5を配置する工程と、スティフナゴム7を、カーカスプライ2上のビードコア配設位置より軸線方向中心側に貼着する工程と、ビードコア5をロックし、該ビードコア5の周囲にカーカスプライ2の巻回し部2aを巻回す工程と、該ビードコア5の周囲に巻回されたカーカスプライ2の巻回し部2aを該ビードコア5に圧着する工程と、カーカスプライ2をトロイド状に膨らませることによりスティフナゴム7を起こして、該スティフナゴム7とビードコア5との間にカーカスプライ2の巻回し部2aを挟み込んで貼着する工程と、を含む。
(もっと読む)
ビードコアのロック方法およびロック機構
【課題】ビードコア44の蛇行を矯正しながらロックすることで、タイヤ性能を向上させる。
【解決手段】各ビードロックセグメント28にロック溝31から一部が突出したフリー回転可能なローラ49、56を設けたので、ビードコア44をロックするとき、該ローラ49、56がカーカスプライ42を介してビードコア44に接触する。ここで、ビードコア44は周方向に蛇行していることが多いが、このようなビードコア44ではその一部が所定の軸方向位置Pに位置するものの、他の部位は前記位置Pから軸方向にずれる。しかしながら、該ずれている部位のビードコア44は、接触したローラ49、56の回転により前記位置Pまで軸方向に変位され、ビードコア44全体の周方向蛇行が矯正される。
(もっと読む)
シェーピングフォーマ
【課題】2つの径のビード部をロックしロックセグメント間の間隙内へのカーカスの落ち込みを抑えるシェーピングフォーマを提供する。
【解決手段】縮径状態Y1と第1、第2の拡径状態Y2A、Y2Bとの間を移動しうる第1、第2のロックセグメント20A、20Bを具えた拡縮手段は、テーパ面部を有するコーン状のスライド体と第1、第2のロックセグメント20A、20Bを取り付けた第1、第2の移動片23A、23Bとからなる。テーパ面部は、前記第1の移動片23Aと係合しうる第1のテーパ面部と、傾斜が異なりかつ前記第2の移動片23Bと係合しうる第2のテーパ面部とからなり、縮径状態Y1と第1の拡径状態Y2Aは、第2のロックセグメント20Bを第1のロックセグメント20Aよりも半径方向内方に位置させ、かつ第2の拡径状態Y2Bは、第1、第2のロックセグメント20A、20Bを周方向に横並びさせる。
(もっと読む)
タイヤ用成型装置
【課題】成型ドラムおよび折返し部を備えるタイヤ用成型装置において、グリーンタイヤの生産性向上を図りながら、成型装置のコスト増加の抑制および成型ドラムの小型化を図る。
【解決手段】成型装置Fには、未加硫のタイヤ構成ゴム部材が成型ドラムDおよび1対のブラダ70の折返し部72に渡る範囲で巻き付けられる。成型ドラムDは、中央ドラムDcに中心角が鋭角である周方向での所定範囲内のみに配置されて移動可能に支持されると共にタイヤ構成ゴム部材との密着性に優れている1対の支持プレート50を備える。支持プレート50は、ビード保持部61よりも外側方向の貼付け位置と、タイヤ構成ゴム部材の折返しを可能にするために中央ドラムDc寄りに退避した退避位置との間で移動可能である。タイヤ構成ゴム部材のサイドウォール16は、先ず、貼付け位置にある支持プレート50に貼り付けられて、折返し部72に巻き付けられる。
(もっと読む)
タイヤ成型装置およびそれを用いた生タイヤの成型方法
【課題】位置決め固定するビードコアの横断面幅等が変化してなお、ビードロックシューの交換を不要とし、また、ビードコアの位置決め固定を、不測の位置ずれのない、より確実なものとしたタイヤ成型装置を提供する。
【解決手段】ビードロック手段2を設けた成形ドラム1からなるものであって、半径方向に拡径作動されて、ビードコアを位置決め固定するビードロック手段2の、円周方向に所定のピッチで配設される各ビードロックシュー4を、ビードコアの幅方向での二分割構造になる一対のセグメント9,10により構成し、それらのセグメント9,10の相互を、接近方向および離隔方向に変位させるシリンダ12を設けてなる。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの成形精度を確保しつつ、成形時間を短縮して生産能率を向上することができる空気入りタイヤの製造方法を提供すること。
【解決手段】環状のサイドウォールゴム11を射出成形し、サイドウォールゴム11を未加硫状態に保持しながら成形型を型開きして、サイドウォールゴム11の側面11aを環状に露出させる。そして、成形ドラム21上で中央部を径方向外側に膨出させたカーカス体25に、前記成形型の下型37を近接させ、カーカス体25の側方部にサイドウォールゴム11の側面11aを貼り合わせる。その後、カーカス体25から下型37を離間させてサイドウォールゴム11を脱型する。
(もっと読む)
1 - 20 / 42
[ Back to top ]