
Fターム[4F212VK15]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤの成形操作 (1,775) | タイヤの組立て操作 (1,641) | ビードリング、コアの取付け (291) | ビードセット (250) | ドラム拡径を伴うもの (18)
Fターム[4F212VK15]に分類される特許
1 - 18 / 18
タイヤ製造装置
【課題】生タイヤを形成する際に、貼り合わせたタイヤ構成材料が離れて、タイヤ構成材料に皺がよることを防止することができるタイヤ製造装置を提供する。
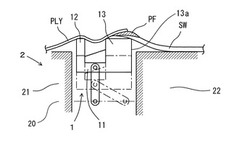
【解決手段】外周面にカーカスプライを含む複数のタイヤ構成材料を巻き重ねてタイヤ重ね部材が形成されるフォーマーと、拡縮径可能であり、拡径時にはフォーマーの外周面よりも外側に突出してタイヤ重ね部材の端部を挟んでビードコアを保持するビードロックリングを有するビードロック機構とを備えており、ビードロックリングは、ビード座部と、ビード座部の両側からリング径方向外方にそれぞれ突設された内側フランジおよび外側フランジとを有しており、タイヤ重ね部材を構成するカーカスプライの端部よりも外側に外側フランジの外方端が位置するように外側フランジの幅寸法が設定されているタイヤ製造装置。
(もっと読む)
連続したデッキとビードロックを有するドラム

【課題】大きい直径を有する比較的小さいタイヤカーカスを製造するのを可能にする独特の第2段階タイヤ組立てドラムを提供すること
【解決手段】回転可能なタイヤ組立てドラム10は、軸線方向および半径方向に移動可能な一対のビードロック20と、拡張されたときに360度の連続したデッキ面を形成する2組のデッキプレート42、44を含む半径方向に拡張可能な中央組立てデック組立体40とを有する。各デッキプレート42、44は、完全に拡張された直径に当接して連続した360度組立て面を形成し、指定された直径の所でタイヤカーカス2を支持するようなサイズに形成されている。
(もっと読む)
タイヤを組み立てる装置
【課題】改善された品質のタイヤを得る。
【解決手段】タイヤを組み立てる装置であって、適用直径を画定する少なくとも1つの外面を有する組み立てドラムと、前記適用直径に従い、軸方向に対向する端部フラップを有する前記少なくとも1つのカーカスプライを前記外面の周囲に適用するための装置と、カーカススリーブを作成するように、前記端部フラップのそれぞれの周囲で、前記適用直径より小さい嵌合径を画定する環状繋留構造と軸方向に係合するための装置と、前記組み立てドラムに適用された前記カーカススリーブの周囲で同軸上にセンタリングされた位置に、少なくとも1つのベルト構造を備える外部スリーブを位置決めするための装置と、前記カーカススリーブをトロイド構成に成形するために、前記組み立てドラム上で動作する成形装置と、を備える。
(もっと読む)
生タイヤ成形装置および生タイヤ成形方法
【課題】ビードを固定する円筒状材料のコードパスを安定化させることができる生タイヤ成形装置および生タイヤ成形方法を提供する。
【解決手段】生タイヤ成形装置は、円筒状材料を形成するフォーマーと、ビードを保持するビードセットリングと、円筒状材料にビードを固定するビードロックとを備え、ビードセットリングは、リング部と、ビードホルダーとを有し、ビードホルダーは、リング部の径方向に移動自在に、かつ、リング部の内径側に向けてばね付勢されて突出する保持体を有している。生タイヤ成形方法は、生タイヤ成形装置を用い、ビードロックの拡径により、円筒状材料を変形させると共に、円筒状材料をビードホルダーの保持体に接触させて保持体により保持させ、ビードロックのさらなる拡径により、円筒状材料が保持体により保持された状態で、保持体を引退させながら、円筒状材料をビードに接触させて、ビードを円筒状材料に固定することを特徴とする。
(もっと読む)
タイヤ成型装置
【課題】折返しフィンガーの枢軸周りの最適な拡径方向モーメントを特定することで、弾性部材の調整にかかる手間を削減することができるタイヤ成型装置を提供する。
【解決手段】本発明のタイヤ成型装置は、中央部分を拡径変形させた円筒状のカーカス部材Cの両端部分を、周方向に所定の間隔をおいて複数本配設した折返しフィンガー5の、円筒状カーカス部材Cの中央側への進出変位に基づく揺動変位によって、カーカス部材Cの外周側に配置されて、ビードロック手段4で位置決め保持されたビードコアBの周りに折返すに当り、複数本の折返しフィンガー5の外周面に跨って配置されて、折返しフィンガー5を縮径方向に揺動変位させる弾性部材7を設け、折返しフィンガー5を縮径位置から拡径方向に揺動させるに要する、弾性部材7による折返しフィンガー5の枢軸周りモーメントMを、折返しフィンガー一本当り500〜1300N・mとしてなる。
(もっと読む)
タイヤ用の帯状部材の巻き付け方法、及び巻き付け装置
【課題】帯状部材の厚さやコード配列密度の不均一化を招くことなく、かつジョイント量を一定とした帯状部材の巻回体を効率良く形成する。
【解決手段】定寸切断された帯状部材Pを、ドラム直径Dを自在に変化させうる成形ドラム2の外周面上で一周巻きして円筒状の巻回体を形成する。貼付けコンベヤ3を用い、帯状部材Pを成形ドラム2の周速度Vdと等しい搬送速度Vcにて搬送しかつ前記成形ドラム2にその下方側から供給して貼り付ける。帯状部材Pの供給に先駆け、貼付けコンベヤ3上にて帯状部材Pの長さLpを測定するとともに、この測定した長さLpに基づいて、前記成形ドラム2のドラム直径Dを変化させて前記ジョイント量Jを調節する。
(もっと読む)
空気入りタイヤの製造方法
【課題】軽量であるとともに、空気透過防止性能およびユニフォミティに優れた空気入りタイヤを製造できる空気入りタイヤの製造方法を提供する。
【解決手段】熱可塑性樹脂または熱可塑性エラストマー組成物からなるフィルムと、このフィルムの外周側に配置されたカーカス材とを有する円筒状体の幅方向両端部に、ビードリング25を外嵌して1次成形体G1を成形し、1次成形体G1の幅方向中央部を外周側に膨出させて、剛性内型11の外周面と相似形状を有する移送保持型9の内周面に吸引保持し、中立状態において、製造されるタイヤの内周面のプロファイルと略同じ形状の外周面を有する一定厚さのブラダー30を外嵌した剛性内型11を、この1次成形体Gの内部に配置した状態で、移送保持型9による吸引を停止して1次成形体G1をブラダー30の外周面に移載して、剛性内型11の外周面でグリーンタイヤを成形し、このグリーンタイヤを加硫する。
(もっと読む)
自動二輪車用の生タイヤの製造方法
【課題】トレッドゴム両端部でのシワ寄りなどを無くしてタイヤのユニフォミティーを向上させる。
【解決手段】外周面がトレッド面に近似する凸円弧面をなす中子フォーマを拡径して生タイヤ本体を押し上げることにより、ビードコア間で生タイヤ本体を膨出させる膨出工程と、
中子フォーマにより支持される生タイヤ本体の膨出部分上に、帯状プライを螺旋状に巻回させてバンドプライを形成するバンド形成工程と、このバンドプライ上で帯状のトレッドゴム材を一周巻きしかつステッチダウンすることにより、トレッドゴム体とバンドプライ及と生タイヤ本体とを密に接合する接合工程とを含む。中子フォーマの拡径は、エアーバックの膨張によって行われる。
(もっと読む)
生タイヤ成形装置、及び空気入りタイヤの製造方法
【課題】シェーピングドラムの耐久性や精度を向上させる。ターンアップブラダーへの押し付け不足、及び押し付けへの左右差の発生を抑制する。
【解決手段】プッシャー装置のプッシャーリングは、半割状の上下の半割リング片からなり、各半割リング片は、割面を付き合わすことにより円環状をなすリング閉状態から、割面が上下に離間することによって該割面間からドラム部をプッシャーリング内に出し入れしうるリング開状態まで上下移動手段によって上下移動しうる。前記プッシャー装置は、ドラム赤道位置を中心として接離可能に軸心方向内外に横移動しうる一対の横移動台と、各前記横移動台に支持され前記軸心方向とは直角かつシェーピングドラムに向かって前後に移動しうるとともに上下移動手段を支持する前後移動台とを具える。
(もっと読む)
タイヤ成形ドラム
【課題】セグメントの側端面間の摩滅を抑えたタイヤ成形ドラムを提供する。
【解決手段】周方向に交互に配されかつ、拡縮手段3によって縮径状態と拡径状態との間を移動しうる第1、第2のセグメント2A、2Bを具える。拡縮手段は、軸芯方向に移動可能に案内されかつ軸芯方向内端部にガイド面部20を有するコーン状のスライド体12と、半径方向内外に移動可能に案内されかつ半径方向外端部に第1、第2のセグメント2A、2Bを取り付けた第1、第2の移動片15A、15Bとを具える。ガイド面部20は、第1の移動片15Aと係合しうる第1の傾斜面部20Aと、これとは傾斜が異なりかつ前記第2の移動片15Bと係合しうる第2の傾斜面部20Bとからなり、拡径時、第1のセグメント2Aを第2のセグメント2Bよりも先に拡径位置に到着し、縮径時、第1のセグメント2Aを第2のセグメント2Bよりも遅れて拡径位置から半径方向内方に移動を開始する。
(もっと読む)
タイヤカーカス成形方法およびドラム
タイヤカーカス(2)を成形するために、環状カーカス体(2)が、成形ドラム(1)のまわりに形成される。成形ドラム(1)は、軸線(3)と、該軸線(3)に同軸であるとともに外表面(4)とを有し、軸線(3)を通る平面束の各平面内に位置する長手方向の連結式ロッド(21)の環によって少なくとも部分的に形成される外表面(4)と、を有する。成形ドラム(1)は、2つのビードバンドル(28)を環状カーカス体(2)に固定し、連結式ロッド(21)をそれらの平面内において動かし、及びまたは変形させることによって、環状カーカス体(2)をトーラス状に形成する。  (もっと読む)
(もっと読む)
空気入りタイヤの製造方法
【課題】中間グリーンタイヤの周方向のゴムボリュームの偏り等を抑えて、ユニフォミティに優れたタイヤを高い生産性で製造できる空気入りタイヤの製造方法を提供する。
【解決手段】第1構成部材1と、第2構成部材2とをそれぞれ別個に円筒状に形成し、円筒状の第2構成部材2に円筒状の第1構成部材1を挿入して積層した後、第2構成部材2の外周面を圧着ローラ8により押圧して圧着させて両構成部材間のエア抜きを行ない、次いで第2構成部材2の両端部にビード部材を外挿し、第1構成部材1側から拡径して両構成部材を密着させるとともに、密着させた両構成部材の両端部をビード部材を包むように折り返して中間グリーンタイヤを成形し、次いで中間グリーンタイヤの外周面に残りのタイヤ構成部材を積層して、所定形状のグリーンタイヤを成形する
(もっと読む)
タイヤ成形方法および装置
【課題】ドラム本体33に貼付けられたタイヤ構成部材34全体に対し充分なステッチングを施す。
【解決手段】第1ロック部材63のロック溝65の底部に形成された周溝66に第2ロック部材67を半径方向に移動可能に収納する一方、タイヤ構成部材34に対しステッチングローラ60によってステッチングを施すとき、第2ロック部材67を周溝66に収納されている収納位置からタイヤ構成部材34の内周に接触する接触位置Tまで半径方向外側に突出移動させるようにしたので、第2ロック部材67に接触している部位を含めタイヤ構成部材34全体に対し充分なステッチングを施すことができる。
(もっと読む)
タイヤの製造方法およびそれに用いられるタイヤ成型ドラム
【課題】ビードコアとカーカス癖付93部との間にエアが入ることのないタイヤの製造方法およびそれに用いられるタイヤ成型ドラムを提供する。
【解決手段】ビードコア1をビードロック機構20でロックしたあと、成型ドラム周方向に間隔を置いて配置された、ビードコア1よりドラム軸方向外側に位置する基端部31を中心としてドラム半径方向内外に揺動可能に設けられた複数本の折り返しアーム32を、その先端部に回転可能に配置された折り返しローラ33をカーカス内側部材2に接触させながら、それぞれ予め定められた初期状態から中間状態まで、ドラム軸方向中央側に並進移動させると同時にドラム半径方向外側に揺動させ、その後、折り返しアーム32を前記中間状態のまま所定時間保持させることにより、カーカスプライ2の癖付部2Fをビードコア1のタイヤ軸方向外側に圧着する。
(もっと読む)
タイヤを製造する方法および装置
【課題】 サイズおよび構造が互いに異なるタイヤの生産性と、得られる製品の品質の両方を改善する。
【解決手段】 2つの補助支持部材(22)が、構築ドラム(10)と、ドラム自体の各半分割部分(10a)と軸方向に近接する関係で、動作可能に係合されていて、各補助部材は、構築ドラム(10)自体の外周表面の連続部に延在している周囲レスト表面(22a)を有している。構築ドラム(10)の外周表面(14)周囲に適用されているのは、各補助支持部材(22)の周囲レスト表面(22a)にそれぞれ敷設された軸方向対向端部フラップ(3a)を有する少なくとも1つのカーカスプライ(3)である。補助支持部材の代わりに、構築ドラム(10)と係合した一対の補助成形部材(31)は、それぞれ、構築ドラム(10)に支持された周囲隣接端部(32)に対して作用して、構築ドラム(10)の半分割部分(10a)が相互に近接するのと同時に、カーカスプライ(3)をトロイダル構成へ成形可能とする。
(もっと読む)
未加硫タイヤの成形方法及びその成形機
【課題】バンド部材の外径を無用に小さくせずにバンド部材をビード部材の径方向内側に確実に挿入することのできる未加硫タイヤの成形方法及びその成形機を提供する。
【解決手段】バンド部材BAをビード部材BEの径方向内側に挿入する際にバンド部材BAの外周面を複数のガイドローラ30によって全周に亘って径方向外側から内側に向かってガイドするようにしたので、バンド部材BAの外周面に凸部Tが生じた場合でも、各ガイドローラ30の径方向内側を通過する際に凸部Tがバンド部材BAの径方向外側から内側に向かってガイドされる。即ち、バンド部材BAの外周面とビード部材BEの内周面との間に凸部Tを考慮した隙間を設ける必要がなく、バンド部材BAの外径を無用に小さくせずにバンド部材BAをビード部材BEの径方向内側に確実に挿入することができる。
(もっと読む)
タイヤ製造ドラム
デッキ・セグメントの第1セットおよび第2セットを有するタイヤ製造ドラムであって、第1セグメント・セットのセグメント対が周方向に間近で隣接し、各第2セグメント・セットの周方向両側に位置し、かつ、その逆も成り立つように、拡張状態のデッキの周方向にセグメント(11,12)のセットが交互に並び、第2セグメント(12)のセットの軸線方向に延びる縁(12a)は、隣接する第1セグメント・セットのデッキ表面下で周方向に延びる突起を含み、これによって、拡張状態にあるセグメントが相互に連結し、デッキを折畳む方向におけるデッキに対する半径方向負荷に抵抗するタイヤ製造ドラムが開示される。このドラム構成によって、横方向および半径方向におけるデッキの安定性および精度が高くなる。  (もっと読む)
(もっと読む)
生タイヤビード部成型方法、及びそれに用いる生タイヤビード部成型装置
【課題】 カーカスコードに型付けを施すことなく、ビードコアの周りで周回するカーカス巻上げ部を、容易にかつ精度良く安定して形成しうる。
【解決手段】 ビードコア内面SLを受ける座面24を有するビードコア受部14を、ビードコア5との間にカーカスプライ6Aを挟んで拡径させる。前記座面24のタイヤ軸方向外側に、外片25を立ち上げることにより、座面24とビードコア5とで挟持される挟持領域Yaよりもタイヤ軸方向外側のカーカス外域Yoを、局部的な折れ曲げ部を有することなく半径方向外側に傾斜する外側傾斜片27へと変形させる。該外側傾斜片27を、プライ巻上げリング30を用いてタイヤ軸方向内方に押圧しビードコア外向き面SO、ビードコア外面SUに向かって湾曲させた後、この湾曲状態で、前記外側傾斜片27の先端部分27eを、押さえローラ32を用いて前記ビードコア外面SUに向けて押圧する。
(もっと読む)
1 - 18 / 18
[ Back to top ]