
Fターム[4F212VP09]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | ビード製造用フォーマー、ドラム (41)
Fターム[4F212VP09]に分類される特許
1 - 20 / 41
ビードコアの製造方法及び空気入りタイヤの製造方法
【課題】巻付け始端を含む最内のワイヤ列のスチールワイヤの位置ズレを防止して成形精度や生産性を向上させる。
【解決手段】1本のスチールワイヤ10をタイヤ軸方向にずらせて螺旋巻きされたワイヤ列Wがタイヤ半径方向に多段に重ねられたビードコア5の製造方法である。スチールワイヤ10の巻付け始端10sを位置決めする位置決め工程と、前記スチールワイヤ10を巻付ける巻付け工程とを含む。前記位置決め工程及び巻付け工程は、少なくともスチールワイヤ10を巻付けるための円周方向に連続してのびる凹溝12を有した保持具11を用いて行われる。前記凹溝12は、最もタイヤ半径方向内側の最内ワイヤ列W1が配される底面13を有する。前記底面13は、前記最内ワイヤ列W1の各スチールワイヤ10のタイヤ軸方向の位置ズレを防止する位置決め用の小溝部16が設けられる。
(もっと読む)
ケーブルビードの製造方法とその装置

【課題】巻き付け性の良好なケーブルビードを容易にかつ効率よく製造する方法とその装置とを提供する。
【解決手段】円環状のコア3をコア回転手段に搭載するとともに、リール旋回手段20により、ワイヤーが巻き付けられたリール2をコア3における一方の側と他方の側において交互に把持しながらコア3の内外を一方向に旋回動作させ、コア3をリール2の旋回動作に連動して周方向に回転させることにより、ワイヤーをコア3の外周に螺旋状に巻き付けるようにした。
(もっと読む)
ケーブルビードの製造方法及びケーブルビードの製造システム
【課題】高品質なケーブルビードを効率よく製造するとともに、供給部材である円環状のコアの入れ替えやリールの交換を容易に行うことのできるケーブルビードの製造方法とケーブルビードの製造システムとを提供する。
【解決手段】コアとワイヤーが巻き付けられたリールとが搭載されたキャリッジを、2本の腕部を有するリール旋回手段の周りに複数配置する工程と、前記コアを一方の腕部で把持してコアを周方向に回転させるコア回転装置に取付けるとともに、他方の腕部でリールを把持してコアの一方の側に位置させる工程と、リールを2本の腕部で交互に把持しながら旋回動作させてケーブルビードを製造する工程と、2本の腕部を用いて、ケーブルビードとリールとをキャリッジに戻す工程とを備え、リールとコアのセット、ケーブルビードの製造、ケーブルビードとリールの戻しとを自動的に行えるようにした。
(もっと読む)
ビードコアの製造装置
【課題】ビードコアの巻き付けられる留め糸のほつれをなくすることができるビードコアの製造装置を提供する。
【解決手段】ビードコアを回転させながらビードコアの外周に留め糸を巻き付けることにより、ビードワイヤーの巻き始め端部および巻き終わり端部をビードコアに留め付ける糸巻き手段を備えており、糸巻き手段は、ビードコアの外周に巻き付けられた留め糸を、ビードコアに押さえ付けるための糸押さえ機構を備えていることを特徴とするビードコアの製造装置である。また、糸押さえ機構は、ブラシ状部材を備えており、前記ブラシ状部材のブラシ毛の毛先により、前記留め糸を前記ビードコアに押さえ付けるように構成されていることを特徴とするビードコアの製造装置である。
(もっと読む)
タイヤ成形機の精度測定方法
【課題】成形オペレーターによる測定作業が可能になるタイヤ成形機の精度測定方法を提供する。
【解決手段】1st成形部では、ドラム本体11A、21Aとリング12A、22Aとの隙間を、ドラム周方向に等間隔で3個所以上、湾曲し、かつ階段状の隙間挿入部21bを備えた隙間ゲージ21を用いて測定し、左右一対のリング12A、22Aの間隔を、ドラム周方向に等間隔で3個所以上、インサイドゲージで測定し、2nd成形部では、インサイドゲージを2nd成形用ドラムのドラム軸に対して垂直に固定し、かつ、測定子をトランスファーの内周面に接触させた状態で、2nd成形用ドラムを回転させることにより、2nd成形用ドラムの外周面とトランスファーの内周面との間隔を、ドラム周方向に等間隔で3個所以上、測定し、レーザーセンサーにより2nd成形部のトランスファーの傾きを測定することを特徴とするタイヤ成形機の精度測定方法である。
(もっと読む)
タイヤの製造装置
【課題】プリセットビードを成形するにあたり、製造工数の低減および材料ゴムの削減を実現可能なタイヤの製造装置を提供する。
【解決手段】ビードコアBの半径方向外側にリボン状ビードフィラゴムFrを複数周、巻回積層して、プリセットビードを形成するタイヤの製造装置1であって、周方向に沿って延び、半径方向外側の面上にビードコアBを支持するビードコア支持リング2と、ビードコア支持リング2の軸方向Xの一端から立ち上がり、側面上にリボン状ビードフィラゴムFrが積層される積層板3と、積層板3の側板上にリボン状ビードフィラゴムFrを巻き回す巻回部4と、ビードコア支持リング2上のビードコアBを、軸方向Xに位置決めするビードコア位置決め部5と、を備え、ビードコア位置決め部5は、ビードコア支持リング2の接線方向と平行な軸線Zの周りで揺動自在に設けられた揺動板10を有する。
(もっと読む)
ビード部材の製造装置及び製造方法
【課題】ビードコアにゴム成形体を簡単に配置して、ビード部材の製造にかかる時間を短縮する。
【解決手段】押出機10は、ゴムGを開口部21から押し出してゴム成形体を成形する口金20と、口金20の開口部21に設けられた空所形成部材30とを有する。押出機10は、開口部21からゴムGを押し出しつつ、空所形成部材30により、ゴムGにビードコアがはめ込まれる空所を形成し、空所が形成されたゴム成形体を成形する。ゴム成形体の空所にビードコアをはめ込み、環状のビードコアにゴム成形体を配置して、ビードコアとゴム成形体とを有するビード部材を製造する。
(もっと読む)
空気入りタイヤ
【課題】ワイヤを巻き重ねてビードコアを構成した空気入りタイヤにおいて、ビードコアの成形精度(ビードコアの真円度)を高くして、空気入りタイヤのユニフォーミティを改善した空気入りタイヤを提供すること。
【解決手段】ビードワイヤが巻重ねられて構成されたビードコアを有する空気入りタイヤにおいて、前記ビードコアが、巻始め1層目のワイヤの自由放置時曲率半径がビードコア半径よりも大きく、かつ巻終わり最終層のワイヤの自由放置時曲率半径がビードコア半径よりも小さく、2層目以降の中間層におけるワイヤの自由放置時曲率半径が、前記巻始め1層目のワイヤの自由放置時曲率半径以下であるとともに、前記巻終わり最終層のワイヤの自由放置時曲率半径以上である空気入りタイヤ。
(もっと読む)
環状同芯撚りビードコードの製造方法及び仮留め治具
【課題】容易に、低コストでバランス良く環状同芯撚りビードコードを製造することが可能な製造方法及びそれに用いられる仮留め治具を提供する。
【解決手段】環状コア11に側線12を螺旋状に巻き付ける際に、環状コア11の外径より小さいコイル内径D1iで線材62が複数回螺旋状に巻かれた第一コイル部63を一方に有し、他方に線材62が側線12の線径dsと略同じコイル内径D2iで複数回螺旋状に巻かれた第二コイル部64を有する仮留め治具61を用いて、仮留め治具61の第一コイル部63の線材62の隙間に環状コア11を介挿し、環状コア11に対して仮留め治具61を相対的に回転させ、第一コイル部63の線材62が環状コア11に巻き付いた状態として仮留め治具61を固定し、側線12の巻き付けの始端部を第二コイル部64の内側に差し込んで保持させた後、環状コア11に側線12を螺旋状かつ環状に複数周巻き付ける。
(もっと読む)
タイヤ生産のためのビードワイヤの製造方法
本発明は、タイヤを製造するためのビードワイヤ(4)を製造する方法に関する。本発明によれば、ビードワイヤは、ビードワイヤの周方向にそれ自体オーバーラップする領域を形成するコーティング(54)を有する。この領域の一区分の周囲と接触状態にある少なくとも3つのジョー(8,10,12,14)によってビードワイヤを加圧する。  (もっと読む)
(もっと読む)
単線ワイヤービードコアの製造方法
【課題】単線ワイヤービードコアの高さがフォーマー溝の深さよりも低いビード構成であっても、頻繁にフォーマーやローラーを交換することなく、充分にローラー押さえが可能で、ワイヤー終端を確実に押さえつけることができる単線ワイヤービードコアの製造方法を提供する。
【課題を解決するための手段】押さえローラーはローラー本体とローラー軸とを備え、ローラー本体は複数枚の薄肉円板状のローラー分割体をローラー軸に沿って重ね合わせた状態で列設して構成され、ローラー本体の両側に抜け止め用のストッパーを設け、ローラー分割体の軸孔をローラー軸の径よりも大きくすることにより、ローラー分割体はそれぞれ独立してローラー軸と交差する方向に移動可能となるように構成され、フォーマー溝の幅に対応する数のローラー分割体が、フォーマー溝内に進入してワイヤーの終端を押さえ付ける単線ワイヤービードコアの製造方法。
(もっと読む)
環状同芯撚りビードコードの製造方法及び仮留め冶具
【課題】容易に、低コストでバランス良く環状同芯撚りビードコードを製造することが可能な製造方法及びそれに用いられる仮留め冶具を提供する。
【解決手段】環状コア11の周りに側線12を螺旋状に巻き付けて1層または複数層のシース層を形成する環状同芯撚りビードコード2の製造方法であって、環状コア11に側線12を螺旋状に巻き付ける際に、予め環状コア11に側線12を螺旋状かつ環状に複数周巻き付け、側線12の巻き付けの始端部12aに、径方向外方へ突出する係合片63を有する仮留め冶具61を装着し、仮留め冶具61の係合片63を、複数周巻き付けた側線12同士の間に差し込んで保持させる。
(もっと読む)
タイヤ用ビードコア、空気入りタイヤおよびタイヤ用ビードコアの製造方法
【課題】ユニフォミティを向上させる。
【解決手段】多数の素線層13〜18のうち、複数の一部の素線層14、15における第1連続部は、径方向Kの内側で隣接する他の素線層13、14における第1連続部に対して周方向の一方側にずらされて配置されるとともに、複数の残部の素線層16〜18における第1連続部は、径方向Kの内側で隣接する他の素線層15〜17における第1連続部に対して周方向の他方側にずらされて配置されている。
(もっと読む)
タイヤ用ビードコアの製造装置およびタイヤ用ビードコアの製造方法
【課題】断面多角形状のビードワイヤを容易かつ高効率に形成する。
【解決手段】ビードワイヤを螺旋状に複数段巻き付けてタイヤ用ビードコアを成形するタイヤ用ビードコアの製造装置であって、各軸線O回りに回転可能に支持されるとともに、それぞれの外周面が正面視で多角形状をなす成形孔25bを画成するように環状に配置された円板状の成形ローラ25を複数備えるワイヤ成形装置24を有し、このワイヤ成形装置24は、ビードワイヤを、成形孔25b内を通過させるときに、複数の成形ローラ25の各外周面により径方向に圧潰することによって断面多角形状に成形する。
(もっと読む)
タイヤ用ビードコアの製造方法およびタイヤ用ビードコアの製造装置
【課題】成形フォーマに到達した断面多角形状のビードワイヤの軸回りに沿った姿勢を統一させる。
【解決手段】リール巻きされたビードワイヤWを巻き出す巻き出し装置16と、周方向に並べられ半径方向に移動可能に設けられるとともに、外周面に周方向溝13が形成された複数の弧状セグメント14を有する成形フォーマ15と、巻き出し装置16と成形フォーマ15との間に配設されるとともに、軸線回りに回転可能に支持され、かつビードワイヤWが巻き付けられるローラ12a、12b、17a、17b、20a、20b、21a、21b、22bを有する複数のローラ装置12、17、20、21、22と、が備えられたタイヤ用ビードコアの製造装置10を用い、ビードワイヤWを、前記複数のローラ装置における各ローラに、ビードワイヤWを巻き出すときのリール11の回転方向と同じ方向に巻き付けながら成形フォーマ15側に向けて移送する。
(もっと読む)
ビード・エーペックス自動アッセンブル装置およびビード・エーペックス自動アッセンブル方法
【課題】生産性を低下させることなく、容易に搬出作業の自動化を図ることができるビード・エーペックス自動アッセンブル装置および自動アッセンブル方法を提供することを課題とする。
【解決手段】ワインディング装置1と、ビード供給装置2と、ビード供給装置2の下方に設置される旋回式ストック装置3と、旋回式ストック装置3の搬出側に設置される搬出装置6を備え、前記旋回式ストック装置3は、立設された回転軸33と、回転軸33を中心として間欠的に旋回する吊下げバー31および吊下げバー31の先端に起倒自在に作動するガイドアーム32を有し、ガイドアーム32の先端の高さを高くしてビード・エーペックスBEおよびスペーサーSを受取り、先端の高さを低くすることにより、ビード供給装置2により搬送されるビードBおよびスペーサーSとガイドアーム32との接触を回避する構成とする。
(もっと読む)
ビードの製造方法
【課題】ビードの断面形状が崩れるのを抑制し、ビードがスクラップとなるのを防止することができるビードの製造方法を得る。
【解決手段】1列目から2列目へのピッチ送り量をビードワイヤ12の直径Dより小さくし、さらに、2列目以降のピッチ送り量をワイヤの直径Dと同じ距離とすることで、図1(A)の点線から実線で示すように、ビードワイヤ12が既に巻き付けられているビードワイヤ12と接触しながら底面36Aへ落ち込む。これにより、ビードワイヤ12を隙間無く螺旋状に巻き付けることができる。一段目(最も径方向内側の段)のビードワイヤ12の巻き取り位置を安定させることができ、これにより、径方向外側に巻き付けられたビードワイヤ12の巻き取り位置も安定するため、ビード40の断面形状が崩れるのを抑制することができ、ビード40がスクラップとなるのを防止することができる。
(もっと読む)
リング状線材のゴム被覆方法
【課題】ケーブルビードなどのリング状の線材をゴムで被覆するに際し、ゴム相互のジョイント部のないゴム被覆を簡便に実現する方途について提案する。
【解決手段】リング状線材の周面にゴムを被覆するに当り、該リング状線材をゴム押出機の押出ダイの内部にセットし、次いで、前記押出機にてゴムを押出しつつ前記リング状線材を自転させて該リング状線材の周面にゴムを被覆する。
(もっと読む)
ビードフォーマ及びビードの製造方法
【課題】ビードのバラケを抑制する。
【解決手段】ビードの最内周のビードワイヤ20を巻き回す際に、ビードワイヤ20の位置がずれたとしても、ビードフォーマ16の表面に形成された溝28が、最内周のビードワイヤ20を案内して等間隔に整列させる。これにより、最内周のビードワイヤ20の外側に巻き回されたビードワイヤ20に乱れにくく、ビードにバラケが抑制される。
(もっと読む)
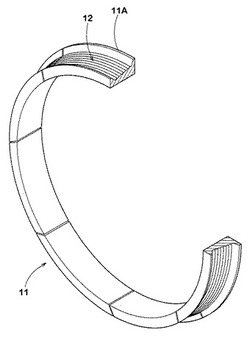
タイヤ用ビードコアの製造装置
【課題】製造するビードコアのサイズ切り替えに要する時間を短縮する。
【解決手段】周方向に並べられ半径方向に移動可能に設けられるとともに、外周面にビードコア成形用の周方向溝11が設けられた複数の弧状セグメント12を有する成形フォーマ13が備えられ、複数の弧状セグメント12を半径方向外側に移動させ成形フォーマ13を拡径させた状態で周方向溝11内にビードワイヤを複数段巻き付けてビードコアWを成形するタイヤ用ビードコアの製造装置10であって、成形フォーマ13をその径方向外方から全周にわたって囲繞するように配置されるとともに、複数の弧状セグメント12を半径方向外側に移動させたときに、内周面がこれらの弧状セグメント12の各外周面に当接して、周方向溝11を画成する両側壁11aのうちの少なくとも一方を構成するリング状の側壁構成部材30が着脱可能に設けられている。
(もっと読む)
1 - 20 / 41
[ Back to top ]