
Fターム[4F213AG26]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 部分(細部) (124) | 外側、外面(←表面) (7)
Fターム[4F213AG26]に分類される特許
1 - 7 / 7
繊維強化樹脂ボルトおよびその製造方法
繊維強化樹脂(FRP)ボルトおよびこれを製造するための方法が開示される。FRPボルトは、電気絶縁、耐腐食性、断熱、非磁性を有するボルトを必要とする産業分野に用いて好適である。前記FRPボルトの製造方法は、ボルトの軸方向に沿って一方向に引揃えられた第1の強化繊維および前記第1の強化繊維に含浸された合成樹脂を含む芯材の表面の周縁に、第2の強化繊維および前記第2の強化繊維に含浸された熱硬化性樹脂を含むプリプレグを巻回するステップと、前記プリプレグを熱硬化させて繊維強化樹脂丸棒を製造するステップと、前記繊維強化樹脂丸棒の表面にネジ山を形成するステップと、を含む。 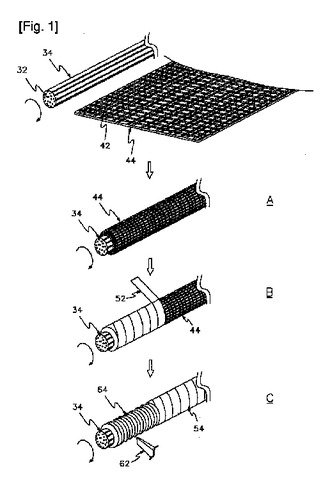 (もっと読む)
(もっと読む)
光学的平滑ライト・ガイドの製作
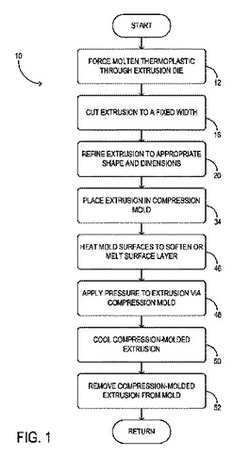
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
曲面状部材、曲面状部材の製造方法および金型の製造方法

【課題】本発明は、多品種少量生産に適した曲面状部材および曲面状部材の製造方法と、この曲面状部材を用いた金型の製造方法を提供することを目的とする。
【解決手段】曲面状部材(レンズ4)の製造方法は、基板に凹凸パターンを形成して型を製造する型製造工程と、前記型の凹凸パターンを樹脂膜(熱可塑性樹脂膜22)に転写させる転写工程と、前記樹脂膜を加工対象物(レンズ本体40)の曲面41に貼り付ける貼着工程と、を備えたことを特徴とする。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
VリブドベルトならびにVリブドベルト製造方法
【課題】異音防止効果の長期持続性を有するVリブドベルト、ならびに、異音防止効果の低下が抑制されたVリブドベルトを製造し得るVリブドベルト製造方法の提供を課題としている。
【解決手段】ベルト長手方向に沿って複数条のリブが設けられており、リブ形状が形成されたゴム層と、前記ゴム層の表面に被覆され、接着剤が用いられて形成された接着剤層とを有し、前記接着剤層の表面に短繊維が接着されて前記リブの表面に植毛がされているVリブドベルトであって前記リブの先端側よりも根元側の方が前記接着剤層の厚みが厚いことを特徴とするVリブドベルトならびにVリブドベルト製造方法を提供する。
(もっと読む)
樹脂ベルトの製造方法および樹脂ベルト製造用ロール
【課題】樹脂と芯材とを圧着するロールにごく簡単な改良を行うことで突起を欠け等のない状態で成形することができるようにした樹脂ベルトの製造方法及び樹脂ベルト製造用ロールを提供する。
【解決手段】ベルト表面に樹脂からなる突起を形成した樹脂ベルトの製造方法において、芯材2の上に溶融状態の樹脂層3を積層しロール6、7間を通して芯材2と樹脂層3を圧着し、前記ロール6、7の少なくとも一方には突起5を形成するための凹部8が設けてなるとともに凹部8の底にはロールを貫通して外部へ開口する貫通孔11を有し、芯材2と樹脂層3との圧着と同時に前記凹部8へ貫通孔より空気を抜きつつ樹脂を圧入して突起5を形成してなる。
(もっと読む)
中空二重壁成形品
【課題】そり等の変形が発生せず、しかも、結合強度や耐久性に優れた係止部や固着部を有する中空二重壁成形品を実現する。
【解決手段】中空二重壁成形品21は、間隔をおいて対向する表壁22および裏壁23を有するとともに両者の周縁部が端壁24によって閉塞された中空体の内部に、一端側が表壁22の裏面に溶着されているとともに他端側が裏壁23に一体成形されたインナーリブ25を備えている。インナーリブ25はその長手方向に延在する板状の埋設部材26の一部分が埋設された板状の部分と、埋設部材26の一部分が露出する陥没部27とを有しており、前記陥没部27がインナーリブ25の長手方向両端部に設けられている。
(もっと読む)
1 - 7 / 7
[ Back to top ]