
Fターム[4F213AJ03]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 装置又は装置部材の材料の特徴 (149) | 材質の特徴 (94) | 樹脂 (40)
Fターム[4F213AJ03]の下位に属するFターム
FRP
Fターム[4F213AJ03]に分類される特許
21 - 40 / 40
複合構造物を製造する方法
本発明は、被覆された複合物を製造する方法に関する。本発明によれば、第1のサイクルで、第1の成形型(17,18)のキャビティに溶融物を導入することによって射出成形物(23)を製作し、ポリウレタン層をPUR成形型の開いた型半部(20)のキャビティ表面に取り付け、第1のサイクルで第1の成形型の成形型半部(18)に製作された射出成形物を変位させ、第1の成形型の成形型半部(19)を、PUR成形型の成形型半部(20)に配設し、第1の成形型の第1の成形型半部とPUR成形型の成形型半部とから成る第2の成形型を、射出成形物にポリウレタン層を押し付けるかまたは圧刻して閉鎖し、被覆された射出成形部を、第2の成形型を開放したあとで取り出す。  (もっと読む)
(もっと読む)
シリコーンヒドロゲル眼科レンズの離型容易化
【課題】シリコーンヒドロゲルコンタクトレンズにおいて、離型を実施するために水溶液を使用した既知の水和プロセスは、効率的でなかった。有機溶媒を使ってシリコーンレンズを離型する試みがなされたが、安全上の問題、製造ラインの中断時間のリスク増加、離型溶液の高いコスト、および、爆発の可能性を含めて、高濃縮有機溶液の使用が欠点になり得る。そのため、有機溶媒の使用がほとんどもしくはまったく必要なく、型からレンズを効果的に離型させる生産法を見出すことが有利であると思われる。
【解決手段】本発明は、眼科レンズなどのヒドロゲル生物医学的装置を、割型からの生物医学的装置の離型を容易にするためにポリエチレングリコールを使って加工する方法およびシステムを含む。
(もっと読む)
樹脂レンズの成形方法及び樹脂レンズ

【課題】 成形時間の短縮化等を図る。
【解決手段】 熱可塑性樹脂300の射出成形によって少なくとも突部3を有する一次成形品400を形成する一次成形工程と、突部の平面部2からの突出方向と反対側の面に熱硬化性樹脂500又は光硬化性樹脂600を積層して平面部を有する二次成形品700を形成する二次成形工程とから成る。
(もっと読む)
分岐ホースの製造方法と分岐ホース製造用のマンドレルおよび分岐ホース
【課題】屈曲したメインホースからサブホースを分岐させた分岐ホースの製造に適用できる新たなマンドレルを提供する。
【解決手段】分岐ホース製造用マンドレル100は、中空で可撓性を有するチューブ本体114に充填物120を充填させ、この充填物120で外郭形状を維持する。充填物120は、砂を固定粒子とする高濃度懸濁液とされているので、ズレ応力の増大に伴い見かけの粘性率が増加するダイラタンシーを呈する。よって、マンドレル挿入時には、見かけ粘性率が低いことから充填物流動を起こすので、メインホースの屈曲ホース軌跡に倣ってマンドレルを挿入できる。一方、分岐箇所にゴム材料注入により被覆部を形成する際には、注入に伴う圧力上昇により充填物120の見かけ粘性率は増大するので、注入に伴う力に抗して、メインホースの外郭形状を維持する。
(もっと読む)
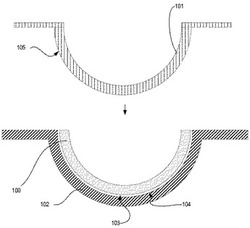
型開き後のコンタクトレンズの取出し方法
【課題】本発明は樹脂製モールドの湾曲凹型1からコンタクトレンズ2を取出す際、コンタクトレンズ2の損傷がなく且つ速やかに取出しが確実に行えると共にコンタクトレンズ2の高生産の完全自動化が可能となる型開き後のコンタクトレンズ2の取出し方法を提供することを目的とする。
【解決手段】型開きした湾曲凹型1内部に残るコンタクトレンズ2を取出す際、回動自在な取付用アタッチメント3の上部に湾曲凹型1をセットし、対向する一対の離脱片4を接近して湾曲凹型1の外周から力を加えながら回転させてその内部のコンタクトレンズ2を離脱させる取出し方法とする。また離脱片4の内側が徐々に中心へ近付くようにテーパー部41を付け、対向する一対の離脱片4を接近させるに従って湾曲凹型1の外周が中心に向かって押圧力を増すと同時に湾曲凹型1を1回転する方法としても良い。
(もっと読む)
エンドレスベルトとその製造方法
【課題】3層以上の層を成し、最外層と最下層の中間に両層の製膜温度より熱分解温度が低い材料を使用している層が設けられているエンドレスベルトとその製造を提供する。大きな表面抵抗率、優れた離トナー性や非汚染性、安定した体積抵抗値等を有し、汚染物質のブリードの問題も発生せず、表層と弾性層との接着力が優れたエンドレスベルトとその製造方法を提供する。
【解決手段】最外層を剛体の内部に固定保持し、中間層と最下層がこの順に対向して配置され、さらに熱分解温度が低い材料を使用している中間層は最外層の内側と最内層の外側のいずれかに形成されている状態とする配置手順と、最下層の内側から最外層の方向に押圧して3層以上の層からなるエンドレスベルトとする拡張押圧手順とを、有していることを特徴とするエンドレスベルトの製造方法。かかる方法で製造されたエンドレスベルト、特に画像形成装置用エンドレスベルト。
(もっと読む)
円環状中空体の製造方法
【課題】円筒状部材それ自身のオーバラップ接合域が、その円筒状部材の端部分の、外周側への折返しによって半径方向の内外に対向して位置することになっても、それらの不測の接着等を十分に防止することができ、また、円筒状部材の外周面上に貼着等させた離型シートが、円環状中空体の成型に当ってその表面から剥がれたり、脱落したりすることがあっても、成型されたその円環状中空体の内表面の、意図しない接着等を有効に防止することができる円環状中空体の製造方法を提供する。
【解決手段】一枚の未加硫ゴムシート2のそれぞれの端部分を相互にオーバラップ接合させて円筒状部材3とした後、その円筒状部材3の軸線方向の両端部部を、円筒状部材の外表面上の離型シート4とともに外周側へ折返し、この折返し姿勢で円筒状部材3の両端部をオーバラップ接合させて円環状中空体とするに当って、円筒状部材3の形成後、円筒状部材3の外表面上の離型シート4の、円周方向の両端部を円筒状にオーバラップ接合させるにある。
(もっと読む)
穿孔チューブの製造方法
【課題】チューブ反対側にはレーザー光到達による想定外の貫通現象や表面損傷現象が無く、幅精度、穿孔径精度、穿孔位置精度に優れた穿孔チューブの生産速度の高い製造方法を提供する。
【解決手段】溶融押出法によって円筒状のスリットから熱可塑性樹脂を押出成形した後に冷却し、得られたチューブをピンチロールによって平面状に折り畳んで連続的に走行させ、且つ、折畳みチューブ9の内部にレーザー光遮蔽用中子7を配置し、レーザー光遮蔽用中子に対して折畳みチューブの走行方向の少なくとも下流側に中子固定用治具を配置することにより、レーザー光遮蔽用中子を一定位置に保持し、折畳みチューブのレーザー光遮蔽用中子が位置する部位の片面側からレーザー光を照射して穿孔を施す。
(もっと読む)
プラスチック成形品の製造方法及びこの製造方法により製造されるプラスチック成形品
【課題】 プラスチックによるμm、nmオーダーの構造を形成する場所を規定し、さらに、多数回の利用も可能なように作製するプラスチック成形品の製造方法及びこの製造方法により製造されるプラスチック成形品を提供する。
【解決手段】 電極が対向して配置されている電界印加セル内に互いに不溶で誘電率が異なる少なくとも2種類の液体からなる混合液を、供給・充填する混合液供給工程と、前記電極間に電界を印加して前記混合液を構成する液体のうち、誘電率の高い液体を電界方向に延びるように集め、前記電極間を繋ぐブリッジ構造を形成する電界印加工程とを有し、前記混合液を構成する液体の少なくとも1つは未硬化の硬化性樹脂であり、この硬化性樹脂を前記ブリッジ構造の形成後に硬化させるプラスチック成形品の製造方法において、前記電界印加セル中に前記混合液を構成する液体のうち、高誘電率液体を前記電極上に局在させるためのガイドであるガイド構造を有する。
(もっと読む)
スチールマンドレル用ジョイント治具およびそれを用いたホースの製造方法
【課題】 簡単かつ安価で、作業効率の良好なスチールマンドレル用ジョイント治具を提供するとともに、従来に比しより効率的なホースの製造方法を提供する。
【解決手段】 長手方向両端部に、スチールマンドレルが嵌合する円筒状空洞部10を備えるスチールマンドレル用ジョイント治具1である。スチールマンドレル3を用いてホース2の製造を行うにあたり、スチールマンドレル3を、上記スチールマンドレル用ジョイント治具1を介して、少なくとも2本ずつ接続した状態で使用する。
(もっと読む)
ブレードの製造方法、金型、及び、射出成形装置
【課題】精度の高いブレードを製造することができるブレードの製造方法を実現することにある。
【解決手段】画像形成装置に設けられ、弾性樹脂からなる当接部材と、該当接部材が接着され該当接部材を支持するための支持部材と、を有するブレード、を製造するブレードの製造方法であって、前記当接部材の当接面を形成するための当接面形成部と、該当接面形成部に対向し前記当接部材の接着面を形成するための接着面形成部と、を備え、前記当接面形成部及び前記接着面形成部のうち前記接着面形成部のみにフッ素樹脂含有メッキが施された金型、に前記弾性樹脂を射出して前記当接部材を射出成形するステップと、射出成形された前記当接部材、の前記接着面を前記支持部材に接着するステップと、を有することを特徴とする。
(もっと読む)
三次元造形方法および三次元造形装置
【課題】従来の技術の有する上記した問題点を解消するようにして、高品質の三次元造形物を作製する。
【解決手段】作製する三次元造形物の一方の側の形状に発泡ポリスチレンを切削する第1の段階と、上記第1の段階で切削された上記発泡ポリスチレン上に造形材料を塗布する第2の段階と、上記第2の段階で塗布された上記造形材料を上記作製する三次元造形物の他方の側の形状に切削する第3の段階と、上記第3の段階の後に、上記発泡ポリスチレンを除去する第4の段階とを有する。
(もっと読む)
LIGA工程を用いたポリマー材質の微細針アレイの製造方法
本発明はX−線工程を用いた微細針アレイの製造方法に関する。本発明は、シリコン基板上に微細針アレイ構造の吸収体を形成してX−線マスクを製作する段階と、前記X−線マスクを用いてPMMA上にX−線垂直露光および傾斜露光を行って微細針アレイPMMA型枠を製作する段階と、前記PMMA型枠上にPDMSを注いで、反対形状の柔軟性PDMS金型を製作する段階と、前記PDMS金型上にゲル状のポリマーを満たして所望の厚さを形成する段階と、前記ポリマーにUVを照射して所望形状の孔をパターニングする段階と、前記PDMS金型を引き離してポリマー材質の微細針アレイを完成する段階とを含む、微細針アレイの製造方法を提供する。本発明による微細針アレイは、ポリマー材質を用いて皮膚から血液を抽出するかまたは皮膚内に薬品を注入することができるように製作される。  (もっと読む)
(もっと読む)
光学シートの転写型製造方法,光学シートの転写型,光学シート,透過型スクリーン,背面投射型表示装置
【課題】光学シートの頂部及び谷部に形成される不完全形状を低減し、スクリーンの映像鮮明性を向上させ、良好な映像を得ることができるファインピッチの光学シートの転写型製造方法,光学シートの転写型,光学シート,透過型スクリーン,背面投射型表示装置を提供する。
【解決手段】切削工程(a)を行って作製したメス型41を転写してオス型42を作製する。このオス型42には、メス型41に生じているバリ及び波打ちが反転して転写されているので、このオス型42を希硝酸溶液N中に浸すバリ処理工程(e)を行う。この処理により、オス型42のバリ及び波打ちを軽減することができる。さらに、オス型42を利用してメス型43を作製し、このメス型43を用いてフレネルレンズシート20を成型する。
(もっと読む)
再使用できる成形型を用いて眼用レンズを形成する方法
再使用できる熱可塑性の成形型を用いた眼用レンズの製造方法が提供される。本発明は処方された十分な範囲のレンズを製造できるようにすると同時に必要な成形型インサートの個数を減らせるようする。さらに、本発明の方法は注文に応じた眼用レンズをレンズの装用者に配達する方法に用いられることもある。  (もっと読む)
(もっと読む)
画像形成装置用転写ベルトの製造方法と製造装置および画像形成装置用転写ベルト
【課題】優れた離トナー性などを有すると共に、汚染物質のブリードの問題が発生する可能性もなく、表層と弾性層との接着力が優れた画像形成装置用転写ベルトを、簡単、短時間、低コストで製造する方法と装置、およびそれらによって製造された画像形成装置用転写ベルトを提供する。
【解決手段】外筒内面に、PTFEまたはPFAからなる表層上に、THVなどからなるバインダー層を設けて、第1複合体を形成し、PI、PAI、PVDFなどからなるベース層上に、ウレタンなどからなる弾性層を設けて、第2複合体を形成した後、第1複合体と、第2複合体とを熱融着させることを特徴とする画像形成装置用転写ベルトの製造方法、およびその製造方法によって製造された画像形成装置用転写ベルト。バインダー層に、表層を形成するフッ素含有ポリマーが含有されていることを特徴とする画像形成装置用転写ベルト。
(もっと読む)
微小構造体の製造方法
【課題】 光造形法により造形可能な微細且つ複雑な三次元構造を有し、任意の物性を有する微小構造体を高精度に成形可能な微小構造体の製造方法を提供する。
【解決手段】 光重合体(1)が、微小且つ三次元構造の転写型(10)として光造形される。光重合体の三次元構造は、転写型によって任意の金属(13)に転写される。金属は、転写型のキャビティ(11)内に充填され、キャビティ内の金属は、電解研削及び樹脂除去の工程を経て転写型から脱型される。また、転写型でエッチング用マスクを作製しても良く、転写型(30)の輪郭は、特殊シリコーン樹脂(40)に転写され、特殊シリコーン樹脂は、エッチング用マスクとして基板(41)に密着し、基板は、エッチングされる。
(もっと読む)
眼科用レンズ又はレンズロットの度数を予測し指定する方法
コンタクトレンズの度数を、そのレンズを成形する雌と雄の型部材を測定することによって指定する。 (もっと読む)
コンタクトレンズの製造方法およびそれに用いられる樹脂型
【課題】 光学性に優れ角膜に損傷を与えることのない滑らかな表面およびエッジを有する高品質なコンタクトレンズを、低コストにて製造する。
【解決手段】 本発明によるコンタクトレンズの製造方法およびそれに用いられる樹脂型は、雄型のレンズ外周規定部にコンタクトレンズのエッジ形状を形成するエッジRを付設した樹脂型を使用し、ベースカーブ側のエッジ部は雄型に付設したエッジRの転写によって形成し、フロントカーブ側のエッジ部は旋盤による切削加工によって形成することを特徴としている。
(もっと読む)
微細凹凸を設けた成形品のための補修具及びそれを用いた補修方法
【課題】 微細凹凸を表面に有する成形品の補修において、補修部の微細凹凸の高復元率を実現し、パターンのズレや補修部の段差を最小限に抑えることができる成形品のための補修具及びそれを用いた補修方法を提供する。
【解決手段】 親水性を示す微細凹凸が設けられ、シートモールディングコンパウンドを配して成形された成形品の補修枷補に、補修コンパウンドを埋め込んだ後、補修具で押圧後、加熱硬化させて補修面に微細凹凸を復元する。補修具は、成形品の微細凹凸を反転転写したスタンプ部からなる。補修具には、スタンプ部を押圧するための重りが備えられていることが好ましく。また、スタンプ部が透明または半透明な材料からなることがら好ましい。
(もっと読む)
21 - 40 / 40
[ Back to top ]