
Fターム[4G054BA47]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 成形型 (155) | 容量調整可能な (7)
Fターム[4G054BA47]に分類される特許
1 - 7 / 7
磁石の製造方法、これにより得られる磁石及び磁石用成形体の製造装置
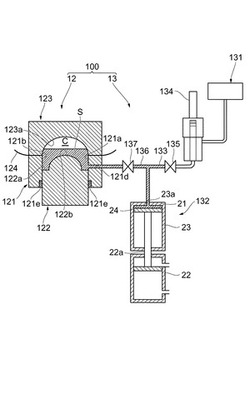
【課題】材料のロスを抑えながら、薄くても構造不良の生じにくい磁石を製造できる磁石の製造方法、これにより得られる磁石、磁石用成形体の製造装置を提供すること。
【解決手段】磁性粉末及び分散媒を含むスラリーSを成形装置12のキャビティC内に供給する工程、スラリーSに磁場を印加しながらスラリーSを圧縮成形し成形体を得る工程、成形体を焼結して磁石を得る工程を含み、成形装置12が、スラリーSが供給される貫通穴121aを有し、スラリー供給孔121dが内壁面121bに形成される金型121と、貫通穴121aに挿入される金型122と、金型123、122とともにキャビティCを形成する金型123を備え、スラリーSは、金型122が貫通穴121aに挿入されてスラリー供給孔121dを塞いだ時点のキャビティCの容積以下の量となるように供給され、成形体を得る工程で、金型122がスラリー供給孔121dを塞いだ後にスラリーSが圧縮成形される磁石の製造方法。
(もっと読む)
成形用金型

【課題】簡便に中間枠体を交換することができ、成形後の成形体の取り出し時にも中間枠体のずれが生じにくい耐用性の高い成形用金型を提供すること。
【解決手段】外枠体3の空間部3aの内面とこれに対面する中間枠体2の外面との組の少なくとも一組において、外枠体3の空間部3aの内面と中間枠体2の外面との間に下方に向けて連続して間隔が狭くなる隙間部6を設け、この隙間部6において、外枠体3の空間部3aの内面は外枠体3の上部開口部面積が小さくなるように傾斜するとともに、中間枠体2の外面は中間枠体2の底面積が大きくなるように傾斜するようにし、しかも外枠体3の空間部3aの内面の傾斜角度が中間枠体の外面の傾斜角度よりも小さくなるようにする。そして、隙間部6にコッター5を装着することによって中間枠体2を外枠体3の空間部3aに着脱可能に固定する。
(もっと読む)
成形体を製造するための方法およびプレス機
【課題】 所定の形状厚さを有するブランクまたは成形体を製造するための方法を提供すること。
【解決手段】 充填装置の充填型20に成形材料5が充填され、成形材料5が重力方向で充填型20からプレス機の成形型14内に放出されるものにおいて、成形材料5は吸引によって充填型20内に保持され、成形型14内への成形材料5の放出は吸引力の低減、特に遮断によって引き起こされる。
(もっと読む)
燃料電池セパレータの成形金型、燃料電池セパレータの製造方法および燃料電池セパレータ
【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、金型からの製品取り出しにおいても変形・反り・クラックの発生が少なく高品質かつ生産性の高い燃料電池セパレータを得る。
【解決手段】流路溝部2に対応する上下のインナー金型42,22と、囲繞部4に対応する上下のアウター金型45,25とに分割された上下の金型41,21の間に形成されるキャビティ50に粉体状材料を充填するとき、流路溝部2の圧縮比と囲繞部4の圧縮比とが均一になるように、(上)下のアウター金型(45,)25に対して(上)下のインナー金型(42,)22を所定高さ(下方または)上方に位置決めする。圧縮成形後、成形品取り出しのための型開き時に、表裏各面の囲繞部4に先行して流路溝部2が離型するように、上下のインナー金型42,22に対して、上下のアウター金型45,25を突出させる。
(もっと読む)
瓦成形用の金型及び成形方法
【課題】スクリュー型の羽根を備えた混練機より押出された粘土で成形される桟瓦の捩れを矯正する。
【解決手段】キャビティを形成する下型の桟側及びすて側の瓦尻に対応する箇所に凹所を形成し、凹所には凹所の深さを調整する深さ調整手段を設ける。下型のキャビティに混練機より押出した粘土を充填し、上型を被せて加圧することにより粘土瓦を成形する。成形された粘土瓦には、上記凹所に対応した所要高さの突部28が形成される。次に成形された粘土瓦をパレット2上に置き、突部28で捩れにより沈み込んだ該突部28が形成される箇所を持上げ、捩れを矯正する。
(もっと読む)
燃料電池セパレータの成形金型、燃料電池セパレータの製造方法および燃料電池セパレータ
【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、金型からの製品取り出しにおいても変形・反り・クラックの発生が少なく高品質かつ生産性の高い燃料電池セパレータを得る。
【解決手段】流路溝部2に対応する上下のインナー金型42,22と、囲繞部4に対応する上下のアウター金型45,25とに分割された上下の金型41,21の間に形成されるキャビティ50に粉体状材料を充填するとき、流路溝部2の圧縮比と囲繞部4の圧縮比とが均一になるように、(上)下のアウター金型(45,)25に対して(上)下のインナー金型(42,)22を所定高さ(下方または)上方に位置決めする。圧縮成形後、成形品取り出しのための型開き時に、表裏各面の囲繞部4に先行して流路溝部2が離型するように、上下のインナー金型42,22に対して、上下のアウター金型45,25を突出させる。
(もっと読む)
メーソンリブロックおよび重なる面を有するメーソンリブロックを作成する方法
モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは可動であり、該メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面を第2の横面に接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の横面を第2の横面に接合する第2の主面と、第1の主面を第2の主面に接合する第1の端面と、第1の端面と対向し、第1の主面を第2の主面に接合する第2の端面とを備え、第1の端面は同様のメーソンリブロックの非平面端面と嵌合し、重なるように構成された非平面端面を備え、かつ、該非平面面のネガティブを有する可動なライナープレートの動作を通して、モールディングプロセスの間に形成される、メーソンリブロック。 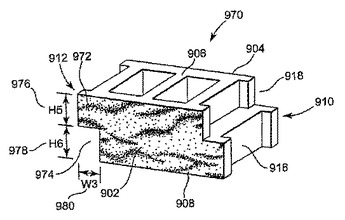 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]