
Fターム[4G054BD15]の内容
プレス成形、コンベアを利用した成形 (2,780) | 押出し成形 (546) | 装置、工程の要素 (371) | 口金 (295) | 材質 (33)
Fターム[4G054BD15]に分類される特許
1 - 20 / 33
ハニカム構造体成形用口金

【課題】裏孔及び格子状の溝部が形成された第1の板状部材と、第2の板状部材とを接合させるときの、第1の板状部材に形成された格子状の溝部の変形を抑制することが可能なハニカム構造体成形用口金を提供する。
【解決手段】少なくとも一方の面4側に開口した複数の裏孔11が形成された第1の板状部材2と、スリット12が格子状に形成された第2の板状部材と、を備え、第1の板状部材2の、第2の板状部材に接合される面側に、スリット12に重なるように格子状に形成されると共に複数の裏孔11と連通するスリット状の溝部13が形成され、第1の板状部材2の裏孔形成領域14が、正方形の領域、又は正方形の4つの角部が第1の板状部材2の外周で切り取られた形状の領域であり、且つ、裏孔形成領域14の外周における正方形の各辺に相当する部分が、スリット12に対して40〜50°の角度で交差するハニカム構造体成形用口金1。
(もっと読む)
超硬合金接合体及びその製造方法

【課題】接合強度が大きく、接合の位置精度が高い超硬合金接合体及びその製造方法を提供する。
【解決手段】炭化タングステン基超硬合金を含有し、第1の接合面5を有する第1の金属部材2と、第1の金属部材2の第1の接合面5に接合された、鉄を主成分とし炭素を含むとともに銅が拡散している接合層4と、第2の接合面6を有し、第2の接合面6が、接合層4の第1の金属部材2が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材3とを備える超硬合金接合体1。
(もっと読む)
接合体及びハニカム構造体成形用口金
【課題】第2の金属部材の接合界面付近の強度低下を防止した接合体を提供する。
【解決手段】炭化タングステン基超硬合金から構成された第1の金属部材2と、炭素当量が2.5〜3.5であり硫黄含有量が0.03質量%以下のマルテンサイト系ステンレス鋼から構成された第2の金属部材3とが接合されてなる接合体1。好ましくは、炭素当量2.5〜3.5のマルテンサイト系ステンレス鋼が、SUS431、SUS420J1、SUS420J2、SUS410、SUS410J1、S−STAR、PROVA−400、HPM38、STAVAX ESR及びSUS403からなる群から選択される少なくとも一種である接合体1。
(もっと読む)
ハニカム構造体成形用口金およびその製造方法
【課題】格子状に区画された複数のセルを有したハニカム構造体を成形するための、2つの板状部材を接合してなるハニカム構造体成形用口金および、簡便かつ高精度に製造することが可能なハニカム構造体成形用口金の製造方法を提供する。
【解決手段】導入孔4が形成された第1の板状部材2と、成形原料を成形するための格子状のスリット5が形成された第2の板状部材3とからなる口金基体20を備え、第1の板状部材2と第2の板状部材3のいずれか一方の接合面9に、スリット5で区画される複数のスリット格子状領域54と対応するように形成された接合端面57を有し、かつ側面の少なくとも一部が曲面とされた複数の柱状突起部51が形成され、柱状突起部51どうしの間隙として少なくとも一部が曲面とされた整流部53を介して、前記導入孔4と前記スリット5とが内部で連通されたハニカム構造体成形用口金1。
(もっと読む)
ハニカム構造体成形用口金
【課題】高密度なハニカム形状の薄壁を有するセラミックス成形体の押出成形時に生じやすい外周付近の成形不良を著しく低減し、耐摩耗性に優れたハニカム構造体成形用口金を提供する。
【解決手段】供給端部22に設けられた、坏土が供給される複数の裏孔9と、押出端部21に設けられた、複数の裏孔9と連通して坏土がセラミックス成形体として押出されるスリット8と、を有した口金1と、口金1の供給端部21の外周側に配置され坏土の供給量を調整する裏押さえ板12及び裏間座13と、口金1の押出端部21の外周側に配置されセラミックス成形体の形状及びサイズを規定する押さえ板11及び間座10と、を備え、口金1の供給端部22の全面は平坦化され、表面粗さ(Ra)が0.05μm〜10μmの範囲であるハニカム構造体成形用口金である。
(もっと読む)
ハニカム構造体成形用口金及びハニカム構造体成形用口金の製造方法
【課題】耐摩耗性が高いハニカム構造体成形用口金を提供する。
【解決手段】成形原料を導入するための裏孔4と、成形原料を格子状に押出成形するためのスリット5が形成されたハニカム構造成形用口金1であって、炭化タングステンと結合材とを含有する超硬合金からなり、厚さ方向に貫通する裏孔4が形成された第1の板状部材2と、第1の板状部材2と接合し、炭化タングステンと結合材とを含有する超硬合金からなり、裏孔4と連通するスリット5が形成された第2の板状部材2と、を備え、結合材が、第1の板状部材2と第2の板状部材3との接合部6において、第1の板状部材2及び第2の板状部材3の他の部分と比較して少なく分散している、ハニカム構造体成形用口金1とする。
(もっと読む)
ハニカム構造体成形用金型及びその製造方法
【課題】加工によって生じる幅広い範囲の大きさのバリ等を十分に除去することができるハニカム構造体成形用金型の製造方法及びそれによって得られるハニカム構造体成形用金型を提供すること。
【解決手段】材料を供給するための供給穴と、供給穴に連通して設けられ、材料をハニカム形状に成形するための格子状のスリット溝13とを有するハニカム構造体成形用金型の製造方法は、金型素材11の穴形成面に供給穴を形成する穴加工工程と、金型素材11の穴形成面とは反対側の面である溝形成面130にスリット溝13を形成する溝加工工程と、金型素材11をエッチング液3に浸漬させた後、エッチング液3を循環撹拌しながら超音波4を印加し、少なくとも、穴加工工程及び溝加工工程を行うことによって生じた供給穴とスリット溝13との交差部分のバリを除去するためのエッチングを行うエッチング工程とを有する。
(もっと読む)
ハニカム構造体成形用口金
【課題】製造過程において、裏孔及び格子状の溝部が形成される第1の板状部材と、ハニカム成形用のスリットが形成される第2の板状部材とを接合させたときの、第1の板状部材に形成された格子状の溝部の変形を抑制することが可能なハニカム構造体成形用口金を提供する。
【解決手段】少なくとも一方の面側に開口した複数の裏孔が形成された第1の板状部材2と、第1の板状部材2の他方の面側に配設されたセラミック原料を成形するためのスリット12が格子状に形成された第2の板状部材3とを備え、第1の板状部材2の、第2の板状部材3に接合される面側に、第2の板状部材3に形成されたスリット12に重なるように格子状に形成されると共に複数の裏孔の少なくとも一部と連通するスリット状の溝部が形成され、裏孔が、第1の板状部材2の中心を中心とした、第1の板状部材2の外周形状と相似形の領域に形成されたハニカム構造体成形用口金1。
(もっと読む)
工具ダイ用の耐摩耗性被覆
未焼成セラミック体を形成するための工具ダイが記載されている。この工具ダイは、基体上に堆積された耐摩耗性被覆を有し、約0.03μmから約0.8μmRqまでの範囲の平均粗さを与える形態を有する外面または自由面を有する。ある実施の形態において、この耐摩耗性被覆は、微細な粒状材料と粗い粒状材料の多数の交互の層を有する。工具ダイおよび耐摩耗性被覆を製造する方法も提供される。 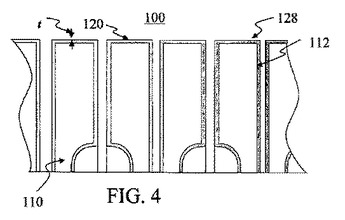 (もっと読む)
(もっと読む)
金型の製造方法及び金型
【課題】耐摩耗性に優れた金型及びその製造方法を提供すること。
【解決手段】炭化タングステン粒子21を結合相22によって結合した基体10と、主に銅23からなる充填材料が炭化タングステン粒子21の間に充填され、炭化タングステン粒子21同士を結合してなる改質表層113とを有する金型。改質表層113は、基体10の表面の少なくとも一部に形成される。改質表層113の深さは、炭化タングステン粒子の平均粒径以上であることが好ましい。改質表層113の深さは、1〜10μmであることが好ましい。改質表層113における基体側と反対側の表層に配された炭化タングステン粒子21は、基体側と反対側の表面を、主に銅からなる表面層によって覆われてなることが好ましい。
(もっと読む)
セラミックハニカム構造体成形用金型の加工装置および加工方法
【課題】 坏土供給穴とこの坏土供給穴に連通する成形溝とを有する成形用金型の加工装置及び加工方法であって、金型素材に坏土供給穴を形成した後、治具に取り付けた金型素材に、円形薄刃砥石により成形溝を加工するにあたり、(a)成形溝の形成に伴って次々と発生する研削屑を成形溝の底部に残すことがなく、(b)研削屑を除去するために大型のポンプを必要とせず、しかも研削屑がポンプ内に詰まることがなく、(c)金型の製作効率を向上する、成形用金型の加工装置及び加工方法を得る。
【解決手段】 成形溝を形成する溝形成面と前記坏土供給穴を設ける穴加工面とを表裏に有する金型素材をセットする治具台を有し、前記治具台は、加圧室を有するとともに、前記加圧室を切削水で充満し前記切削水を0.01〜1MPaで加圧する加工装置。
(もっと読む)
異種材料接合体の製造方法
【課題】接合面における非接合領域と接合領域とが複雑に入り組んだ精密な異種材料接合体を高い精度で得ることが可能な異種材料接合体の製造方法を提供する。
【解決手段】一方の板状部材2は、側面から接合面に沿った複数の溝部が設けられ、側面に複数の開口部11と、接合面上に溝部に対応した形状の間隙となる非接合領域と、非接合領域で区画され、二つの板状部材2、3間を接合する複数の接合領域と、が形成されてなり、一対の押型5で板状部材積層体4をシート状の離型材8を介して挟持した状態で、開口部11に近い離型材8のシート状の縁部分を押型5に設けられた固定部6に固定しながら、ろう材が融解する温度以上に加熱するとともに、加熱雰囲気の圧力をろう材の蒸気圧よりも低い圧力まで減圧して、非接合領域で余剰となるろう材を開口部11より蒸気として排出する。
(もっと読む)
接合治具およびそれを用いた異種材料接合体の製造方法
【課題】接合面における非接合領域と接合領域とが複雑に入り組んだ精密な異種材料接合体を高い精度で得ることが可能な異種材料接合体の製造方法を提供する。
【解決手段】二つの板状部材2,3の間の接合面にろう材を配した状態で積層してなる板状部材積層体4を挟持する挟持面15を備えた一対の平板形状の挟持部17,18で構成され、前記板状部材積層体4を一対の前記挟持部17,18で挟持した状態で加熱した場合に前記接合面で余剰したろう材の蒸気が流入するように前記挟持面15に設けられた複数の蒸気流入口と、前記蒸気流入口と連通して前記ろう材の蒸気の流路となるように設けられた蒸気流路と、前記蒸気流路と連通して前記ろう材の蒸気を外部へ排出するように側面に設けられた蒸気排出口42と、を有した接合治具5である。
(もっと読む)
ハニカム構造体成形用口金、及びその製造方法
【課題】高い成形性を実現するとともに、口金基体を構成する二枚の板状部材が剥がれ難いハニカム構造体成形用口金を提供する。
【解決手段】本発明のハニカム構造体成形用口金1は、成形原料を導入するための裏孔6が形成された第一の板状部材23と、成形原料を格子状に成形するためのスリット5が形成された第二の板状部材24と、を有する口金基体22を備え、第一の板状部材23は、第二の板状部材24との接合面28側に、スリット5の形状に対応したスリット状の溝部7によって少なくとも一部が区画された複数の柱状部8を有し、柱状部8は、接合面28側の端面における最小幅Tに対する、柱状部8の高さLの割合(L/T)が、1/3〜3.5の範囲となるように構成されている。
(もっと読む)
ハニカム構造体成形用金型の再生方法
【課題】寿命となった又は寿命が短くなった金型を、耐久性・耐磨耗性に優れ、成形性・寸法精度の高い金型として再生することができるハニカム構造体成形用金型の再生方法を提供すること。
【解決手段】材料を供給するための供給穴12と、供給穴12に連通して格子状に設けられ、材料をハニカム形状に成形するためのスリット溝13とを有する金型本体11を備え、磨耗した部分(磨耗部分19)を有するハニカム構造体成形用金型1の再生方法は、金型本体11におけるスリット溝13が形成された溝形成面130と、溝形成面130とスリット溝13の内側面131とが交わって形成される角部14の磨耗した部分(磨耗部分19)との上に、膜厚1〜10μmの再生硬化膜2を形成する成膜工程と、溝形成面130に形成された再生硬化膜2を厚み方向に50%以上研削する研削工程とを有する。
(もっと読む)
ハニカム構造体成形用金型の製造方法及び再生方法
【課題】耐久性・耐摩耗性に優れ、成形性・寸法精度の高いハニカム構造体成形用金型の製造方法及び再生方法を提供すること。
【解決手段】材料を供給するための供給穴と材料をハニカム形状に成形するためのスリット溝13とを有する金型本体11を備え、スリット溝13は、溝幅が他の通常のスリット溝13よりも幅広の幅広スリット溝13aを含んでいるハニカム構造体成形用金型の製造方法は、金型本体11の穴形成面に供給穴を形成する穴加工工程と、金型本体11の溝形成面130にスリット溝13を形成する溝加工工程と、スリット溝13の溝幅をウォータージェット60により拡大して幅広スリット溝13aを形成する溝幅拡大工程と、少なくとも、金型本体11における溝形成面130とスリット溝13の内側面とが交わって形成される角部に、表面硬化膜を形成する成膜工程とを有する。
(もっと読む)
ハニカム構造体成形用口金及びその製造方法
【課題】異なる二種類の部材を接合してなり、高度な成形性を有するハニカム構造体を繰り返し製造することができるハニカム構造体成形用口金、及びその製造方法を提供すること。
【解決手段】厚さ方向に貫通する裏孔5が形成された第一の板状部材2と、液層拡散で第一の板状部材2を侵食する性質を有するろう材により第一の板状部材2に接合され、第一の板状部材2に形成された裏孔5と連通するスリット7が形成された第二の板状部材3と、を備え、裏孔5の内壁面に、コーティング膜6が形成されたハニカム構造体成形用口金1。
(もっと読む)
セラミックス押出成形用金型
【課題】高密度なハニカム形状の薄壁を有するセラミックス成形体の押出成形時に生じやすい外周付近の成形不良を著しく低減し、耐摩耗性に優れたセラミックス押出成形用金型を提供する。
【解決手段】供給端部22に設けられた、坏土が供給される複数の裏孔9と、押出端部21に設けられた、複数の裏孔9と連通して坏土がセラミックス成形体として押出されるスリット8と、を有した口金1と、口金1の供給端部21の外周側に配置され坏土の供給量を調整する裏押さえ板12及び裏間座13と、口金1の押出端部21の外周側に配置されセラミックス成形体の形状及びサイズを規定する押さえ板11及び間座10と、を備え、口金1の少なくとも供給端部22の裏押さえ板12と重なる部分が平坦化され、表面粗さ(Ra)が0.05μm〜10μmの範囲であるセラミックス押出成形用金型である。
(もっと読む)
ハニカム構造体成形用金型の製造方法
【課題】溝形成位置に対する水柱の形成位置のずれを抑制し、スリット溝における溝幅のばらつきや溝の段差を防止できるハニカム構造体成形用金型の製造方法を提供すること。
【解決手段】ハニカム構造体成形用金型の製造方法は、金型素材80の溝形成面820上における溝形成位置に対して高圧水を噴射して水柱72を形成すると共にレーザ光71を水柱72の中に通して照射し、レーザ照射位置を溝形成位置に沿って複数回通過するように移動させる照射スキャンを行ってスリット溝82を加工するに当たり、溝形成位置と水柱72の形成位置との位置合わせは、金型素材80の表裏を貫通するよう予め設けた基準穴61に水柱72の外周全てを通過させることが可能な金型素材80と水柱72との相対位置を基準位置として決定し、基準位置を原点とする座標データに基づいて水柱72を金型素材80に対して相対移動させることにより行う。
(もっと読む)
ハニカム体成形用金型の製造方法
【課題】精度が良く、耐摩耗性に優れ、寿命の長いハニカム体成形用金型の製造方法を提供すること。
【解決手段】材料を供給するための供給穴と、供給穴に連通し材料をハニカム形状に成形するための多角形格子状のスリット溝3とを有するハニカム体成形用金型1を製造する方法である。金型の穴成形面11に供給穴を形成する穴加工工程と、金型の穴成形面11の反対側の面である溝成形面12にスリット溝3を形成する溝加工工程と、金型を焼き入れ処理した後、焼き戻し処理する熱処理工程と、金型の表面硬度を高める表面硬化処理工程とを有する。表面硬化処理工程では、金型の材質の相変態温度以下であり、かつ、焼き戻し処理の処理温度以下の温度で窒化処理を行い、金型の表面に窒化層を形成することにより、金型の表面硬度を800〜1000HVとする。
(もっと読む)
1 - 20 / 33
[ Back to top ]