
Fターム[4K018HA06]の内容
Fターム[4K018HA06]に分類される特許
1 - 11 / 11
金属部品の製造方法及びこの方法で得た金属部品

【課題】低コストで効率よく金属部品を製造する方法及びこの方法によって得た金属部品を提供すること。
【解決手段】本発明に係る金属部品の製造方法は、金属粉末を原料として、中央部に貫通孔を有する金属予備成形体を金属粉末射出成形するステップと、タッピング機で前記貫通孔にねじ山をタッピングして、前記貫通孔の内周壁にねじ山を形成するステップと、前記金属予備成形体に対して脱脂処理及び焼結処理を行うステップと、を備える。
(もっと読む)
ボルトの製造方法及びボルト

【課題】非溶融プロセスである摩擦攪拌技術を用い、従来に比べて強度、耐食性及び耐照射性に優れたボルトを製造することのできるボルト製造方法及びボルトを提供する。
【解決手段】ボルト形状の型1の中に粉末金属2を充填し、攪拌ツール3を用いて前記ボルト形状の型1の中の前記粉末金属2の摩擦攪拌を行い、摩擦攪拌によって発生した摩擦熱と前記粉末金属の流動により、前記粉末金属をボルト形状に固相成型する。容器11内に粉末金属12を充填し、攪拌ツール13を用いて前記容器11内の前記粉末金属12の摩擦攪拌を行い、摩擦攪拌によって発生した摩擦熱と前記粉末金属12の流動により生成した固相成型材料に上部から圧力を負荷し、下部に設置したボルト形状の型15へ圧縮された前記固相成型材料を移動させてボルト形状に成型しても良い。
(もっと読む)
超硬工具の製造方法
【課題】高価な微粒で形成された刃部を有する半径方向外側の部分と、安価な粗粒で形成された刃部を有しない半径方向内側の部分とを確実に接合することができる超硬工具の製造方法を提供すること。
【解決手段】原料配合→混合/造粒→原料完成の手順を踏む原料調整工程を経て、CIP成形→焼結仕上の手順を踏む成形・焼結・加工工程により焼成体からなる超硬工具を製造する超硬工具の製造方法であって、前記CIP成形時に、円筒形状のCIP用型枠10内に、第1の層を形成する微粒の超硬工具原料17を投入し、この微粒の超硬工具原料17を加圧成形した後、前記第1の層の半径方向内側に第2の層を形成する粗粒の超硬工具原料17を投入し、この粗粒の超硬工具原料17を加圧成形して、その後、脱型するようにした。
(もっと読む)
成形金型装置およびそれを用いた雌ねじ部付き軸孔を有する成形体の成形方法
【課題】雌ねじ部付き軸孔を有した成形金型装置と方法を実現する。
【解決手段】ダイキャビティに原料粉末を充填し、上・下パンチにより原料粉末を圧縮成形する雌ねじ部付き軸孔を有した成形金型装置であり、コアロッド20の外周に形成されたねじ部20aと、コアロッドをねじ送り可能な状態で回動する回転駆動手段(22,24)と、上パンチ側のうちコアロッドと摺接する上パンチを分割した上内パンチ42及び上外パンチ40と、上内パンチの内周面に形成されてねじ部20aに対し嵌合する雌ねじ部42aと、上内パンチを支持した状態で回動する回転駆動手段(44,45)と、下パンチ側のうちコアロッドと摺接する下パンチを分割した下内パンチ34及び下外パンチ32と、下内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部34aと、下内パンチを支持した状態で回動する回転駆動手段(35,36)とを備えている。
(もっと読む)
成形金型装置およびそれを用いた雌ねじ部付き軸孔を有する成形体の成形方法
【課題】雌ねじ部付き軸孔を有した成形体用の成形金型装置および成形方法を実現する。
【解決手段】ダイキャビティに原料粉末を充填し、上パンチ側と下パンチ側により原料粉末を圧縮成形する雌ねじ部付き軸孔を有した成形体用の成形金型装置であって、コアロッド20の外周に形成されたねじ部20aと、上パンチ側のうちコアロッドと摺接する上パンチを分割形成した上内パンチ42及びそれを囲む上外パンチ40と、上内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部42aと、上内パンチを支持した状態で回動する回転駆動手段(44,45等)と、下パンチ側のうちコアロッドと摺接する下パンチを分割形成した下内パンチ34及びそれを囲む下外パンチ32と、下内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部34aと、下内パンチを支持した状態で回動する回転駆動手段(35,36等)とを備えている。
(もっと読む)
マイクロドリル及びその製造方法
本発明によるマイクロドリルの製造方法は、穴加工のためのドリル部及びモータに固定されるシャンク部を含んでドリル部及びシャンク部がお互いに異なる材質で構成されるマイクロドリルの製造方法として、一端に溝が形成されたドリル部用粉末成形体を形成する段階と、ドリル部用粉末成形体の溝に挟まれる突起が形成されたシャンク部用粉末成形体を形成する段階と、溝及び突起を挟んで合わせることで、ドリル部用粉末成形体及びシャンク部用粉末成形体を組立てる段階と、ドリル部用粉末成形体及びシャンク部用粉末成形体の組立体を同時に焼結する段階と、を含む。 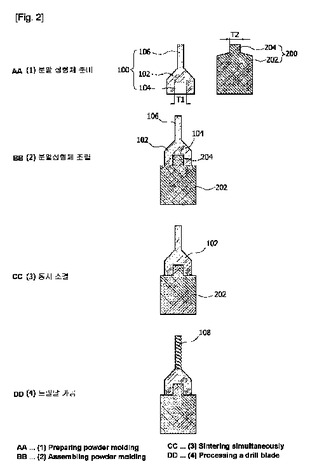 (もっと読む)
(もっと読む)
焼結成形部品を較正するための装置及び方法
較正用工具(4)によりはすば歯車(3)を備えた焼結成形部品(2)を較正するための装置(1)であって、前記較正用工具(4)が、前記焼結成形部品(2)を取り付けるための外歯車(23)を備えた下部パンチ(15)と、垂直方向に可動で軸まわりに回転可能に取り付けられた、外歯車(21)を備えた上部パンチ(8)と、軸まわりに回転可能に取り付けられた、内歯車(24)を備えたダイ(14)とを有している装置(1)において、前記下部パンチ(15)が垂直方向にだけ移動するように取り付けられている。  (もっと読む)
(もっと読む)
Fe基焼結合金とその製造方法
【課題】基部とこれより広い拡大部とを有する焼結合金において、密度の均一化を図ることができるFe基焼結合金とその製造方法を提供する。
【解決手段】4〜8重量%のCuを含んだ鉄系の原料粉末を成形金型の充填部に充填し、この原料粉末を軸方向から加圧して圧粉体を成形し、この圧粉体を焼結してなるFe基焼結合金1である。軸方向一側の基部2と軸方向他側に設けられ基部2より広い拡大部3とを備え、この拡大部3の長さL3と全体の長さLの比が2〜5であり、拡大部3より基部2のCu含有率が高い。圧粉体を成形した状態で、拡大部3より基部2の密度が低くても、焼結中に拡大部のCuが基部に移動することにより、拡大部3より基部2のCu含有率が高い分だけ、基部2の密度が上がり、均一な密度を備えたFe基焼結合金となる。
(もっと読む)
ネジ加工が施されたタングステン焼結体
【課題】従来無かった高密度で、実質的にタングステンからなる汎用性の高いボルトおよびナットなどネジ部を持った焼結体を提供することにある。
【解決手段】粉末冶金法によって高圧、高温での熱間静水圧加工処理をほどこした高密度なタングステン焼結体を得て、焼結体を機械加工することにより課題を解決した。ネジ加工部を有するタングステンは、耐熱性、耐プラズマ製などが優れ、高温使用用途でも用いることができる。また、他のタングステン部材と熱膨張係数が同じであるために高温時での部材の変形を抑えることができる。
(もっと読む)
異形斜歯歯車用粉末成形装置および粉末成形方法
【課題】粉末成形装置で、歯車部の一端外周に外異形部を連設し、さらに、内径側にも内異形部を設ける異形斜歯歯車用の成形体を、外周の斜歯と内外の異形部を成形体に亀裂などを発生させずに同時に成形することを可能にする。
【解決手段】定位置固定の下ダイ1に斜歯成形溝1aを、上ダイ2に外異形部の成形溝2aを、コア5に内異形部の成形溝5aをそれぞれ設け、下1パンチ3を回転可能、下2パンチ4を回転不可に支持し、給粉ボックス7から空間Cへの粉末Aの充填、給粉ボックス退避、上ダイ2と上パンチ6の降下、その後の上パンチ6と下2パンチ4の上昇による充填粉末の上ダイ内側への流動、上パンチ6と下1パンチ3と下2パンチ4の移動による圧縮の各工程を経て充填下粉末Aを成形し、圧抜き後の脱型工程において、上ダイの引き上げとコアの引き下げを先行して行い、その後に下1パンチ3を回転上昇させて成形体を下ダイ1から押し出すようにした。
(もっと読む)
一方向クラッチの粉末金属クラッチレース及びその製造方法
一方向クラッチ機構のクラッチレースの製造方法は、鉄系粉末金属を突き固め焼結してコア密度を約6.8乃至7.6g/ccに、レース表面を正味形状に近い形に形成することを含む。このカム表面は、表面の密度を局部的に増加させるように冷間加工して、本質的に完全緻密化された材料の高緻密化層を形成し、熱処理後にさらに加工しなくても一方向クラッチとして使用できる最終的な表面仕上げにする。一方向クラッチ機構の内側及び外側クラッチレースは共にこのようにして形成することが可能であり、優れた強度、靭性、疲労強度及び耐磨耗性を示すレースとなる。 (もっと読む)
1 - 11 / 11
[ Back to top ]