
Fターム[4K033UA03]の内容
Fターム[4K033UA03]に分類される特許
1 - 9 / 9
金属帯の連続真空処理方法
【課題】金属帯を効率的に連続真空処理することのできる金属帯の連続真空処理方法を提供する。
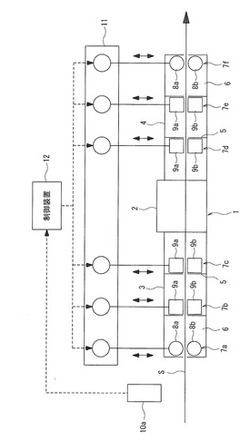
【解決手段】真空処理炉2の入口に形成された入側差圧室3の入側に金属帯Sの幅方向に沿って配置された複数の変位計により金属帯Sの幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、最大変位量を金属帯Sとシール体8a,9aとの基準すき間量と比較し、最大変位量が基準すき間量を上回るときにシール体8a,9aをシール体昇降機構11により金属帯Sの表面から離間する方向に最大変位量と基準すき間量との偏差量だけ移動させて金属帯Sを連続真空処理する。
(もっと読む)
鋼板の加熱方法および加熱装置

【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
無方向性電磁鋼板の製造方法
【課題】一次再結晶焼鈍時を急速加熱処理とした場合であっても、コイル内における磁気特性の変動が小さく、コイル全体にわたって優れた磁気特性を有する無方向性電磁鋼板を得る。
【解決手段】無方向性電磁鋼板の製造に際し、一次再結晶焼鈍を施すに当たり、まず直接加熱方式にて700℃以上の温度域に150℃/s以上の昇温速度で加熱し、ついで一旦、700℃以下の温度域まで降温したのち、間接加熱方式にて平均昇温速度:40℃/s以下の条件で均熱温度まで再加熱する。
(もっと読む)
カテナリー式横型鋼帯連続処理装置
【課題】カテナリー量が大きく、処理炉が隣接する横型カテナリー炉において、鋼帯が横型カテナリー炉の下部に設置された機器に接触しない構成を示すと共に、その構成におけるスレッディング装置を備えたカテナリー式横型鋼帯連続処理装置を提供する。
【解決手段】横型カテナリー炉13とその下流側に隣接した処理炉14とを有するカテナリー式横型鋼帯連続処理装置10において、横型カテナリー炉13のパスラインを処理炉14のパスラインより高い位置に設定し、処理炉14に昇降可能なスレッディングロール27を設け、鋼帯12のスレッディング時に、処理炉14内のスレッディングバー20を横型カテナリー炉13のパスラインと同一高さ位置まで持上げて横型カテナリー炉13に後進させ、鋼帯12が接続されたスレッディングバー20を横型カテナリー炉13から処理炉14に前進させ、更に処理炉14のパスラインと同一高さ位置まで下降させてから前進させる。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一な昇温速度で焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】第1加熱帯において、前記鋼帯を500℃以上、キュリー点Tc(℃)−50℃未満まで加熱する第1加熱装置と、第2加熱帯において、前記第1加熱帯で加熱された鋼帯をキュリー点Tc−30℃ないしキュリー点Tc−5℃の温度領域まで加熱するソレノイドコイル式高周波誘導加熱装置と、第3加熱帯において、前記第2加熱帯で加熱された鋼帯をキュリー点を超える処理目標温度まで加熱する第3加熱装置と、前記第1加熱装置及び前記誘導加熱装置の加熱動作を制御する昇温速度制御装置とを有し、前記第2加熱帯の誘導加熱装置に電流出力値を設定するとともに、その実績出力電力値に基いて、前記第1加熱装置に出力する燃料ガス出力値、及び/または電気ヒータの電力出力値を制御する。
(もっと読む)
鋼帯の連続誘導加熱炉およびそれを用いた鋼帯の連続熱処理方法
【課題】H2を含む高温の雰囲気中でも安定して誘導加熱することのできる、鋼帯の連続誘導加熱炉およびそれを用いた鋼帯の連続熱処理方法を提供する。
【解決手段】本発明の鋼帯の連続誘導加熱炉は、誘導加熱コイルの内側に雰囲気ガスシール殻を有し、該雰囲気ガスシール殻は、体積抵抗率106MΩcm以上の絶縁性構造材料からなり、誘導加熱コイルと鋼帯との電位差の所定値をβkVとするとき、誘導加熱コイルの内面との離間距離α(mm)がα/β≦10を満たす位置に配設され、さらに、雰囲気ガスシール殻の内側に体積抵抗率102MΩcm以上の絶縁性断熱材が配設されていることを特徴とする。また、本発明の鋼帯の連続熱処理方法は、前記加熱炉を用い、雰囲気ガスシール殻内を、H2を1%以上含む500℃以上の高温の雰囲気に制御し、誘導加熱コイルに通電するコイル電流の鋼帯に対する電位を5kV以上とすることを特徴とする。
(もっと読む)
方向性珪素鋼板の製造方法およびその連続脱炭・窒化焼鈍設備
【課題】雰囲気ガスを安価に供給するとともに、皮膜性能および磁性の高位安定化を図ることのできる方向性珪素鋼板の製造方法及びその連続脱炭・窒化焼鈍設備を提供する。
【解決手段】Siを2.0〜4.8%含む所定厚の冷延鋼板に、脱炭工程を含む一次再結晶焼鈍及び窒化焼鈍を行い、焼鈍分離材を塗布して仕上焼鈍を施す方向性珪素鋼板の製造方法及びその製造設備において、窒化焼鈍を行う窒化帯または窒化帯の前後の雰囲気仕切り内から雰囲気ガスを回収・脱水し、H2、不活性ガスを主成分とし、NH3を1vol%(ドライガス換算)未満含む再生雰囲気ガスを生産し、供給後の窒化帯雰囲気がH2濃度:25vol%(ドライガス換算)以上、NH3:0.1〜10vol%(ドライガス換算)、露点:10℃以下、残部不活性ガスになるように、再生雰囲気ガスに、不活性ガス、NH3、H20を加えて成分調整してから窒化帯に供給することを特徴とする。
(もっと読む)
方向性電磁鋼板の仕上焼鈍方法およびそれに用いるインナーケース
【課題】電磁鋼板を巻いたコイルを、バッチ型焼鈍炉を用い、インナーケースを被せた状態で仕上焼鈍する方向性電磁鋼板の仕上焼鈍において、大きな設備改造を伴わず、しかもインナーケースの側壁と、それと向かい合うコイルの外巻き間の熱の授受を妨げることなく、加熱工程と、均熱工程の後の冷却工程で生じるコイル内の温度分布の不均一さを抑制する技術を提供する。
【解決手段】コイルをバッチ焼鈍炉の炉内で仕上焼鈍する間、ケース上部にコイルの内巻きと向かい合う円筒状凹みを有するインナーケースを被せておく方向性電磁鋼板の仕上焼鈍方法である。また、それに用いる上部にコイルの内巻きと向かい合う円筒状凹みを有する方向性電磁鋼板の仕上焼鈍用のインナーケースである。
(もっと読む)
金属ストリップ表面への薄膜被覆方法およびセラミックス被膜付き方向性電磁鋼板の製造方法
【課題】金属ストリップの連続焼鈍ラインにおいて、炉内での原料ガスの滞留を抑制し、金属ストリップの表面に効率的に均一な薄膜を被覆することができる金属ストリップ表面への薄膜被覆方法を提供する。
【解決手段】反応炉内に原料ガス吹付ノズルを設置した連続CVD処理炉を用い、該反応炉内に金属ストリップを連続的に通板して、その表面に薄膜を被覆するに際し、該原料ガス吹付ノズルに供給するガスの平均密度をρ(N)[g/m3]、炉内に供給する雰囲気ガスの平均密度をρ(A)[g/m3]および雰囲気ガスの流速をv(A)[m/s]とした時、これらについて次式(1)
|Log[ρ(N)/ρ(A)]|≦(0.25×v(A)−0.01)1/2 ・・・ (1)
の関係式を満足させる。
(もっと読む)
1 - 9 / 9
[ Back to top ]