
金属帯の連続真空処理方法
【課題】金属帯を効率的に連続真空処理することのできる金属帯の連続真空処理方法を提供する。
【解決手段】真空処理炉2の入口に形成された入側差圧室3の入側に金属帯Sの幅方向に沿って配置された複数の変位計により金属帯Sの幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、最大変位量を金属帯Sとシール体8a,9aとの基準すき間量と比較し、最大変位量が基準すき間量を上回るときにシール体8a,9aをシール体昇降機構11により金属帯Sの表面から離間する方向に最大変位量と基準すき間量との偏差量だけ移動させて金属帯Sを連続真空処理する。
【解決手段】真空処理炉2の入口に形成された入側差圧室3の入側に金属帯Sの幅方向に沿って配置された複数の変位計により金属帯Sの幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、最大変位量を金属帯Sとシール体8a,9aとの基準すき間量と比較し、最大変位量が基準すき間量を上回るときにシール体8a,9aをシール体昇降機構11により金属帯Sの表面から離間する方向に最大変位量と基準すき間量との偏差量だけ移動させて金属帯Sを連続真空処理する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、方向性電磁鋼帯などの金属帯を連続真空処理装置により連続真空処理する方法に関する。
【背景技術】
【0002】
方向性電磁鋼帯は、通常、熱間圧延された鋼帯を冷間圧延した後、最終仕上げ焼鈍工程で二次再結晶化し、その二次再結晶粒を{110}<001>方位すなわちゴス方位に集積させて製造される。このような工程を経て製造される方向性電磁鋼帯を変圧器などの鉄心材料として用いる場合には、鉄損特性に優れていることが方向性電磁鋼帯に要求される。
【0003】
方向性電磁鋼帯の鉄損特性を向上させる技術としては、最終仕上げ焼鈍が施された鋼帯を連続真空処理装置に装入し、連続真空処理装置に装入された鋼帯に電子ビームを真空雰囲気で照射して方向性電磁鋼帯の鉄損特性を向上させる方法(特許文献1参照)が知られているが、このような方法で方向性電磁鋼帯の鉄損特性を向上させるためには、連続真空処理装置の入側と出側をシールする必要がある。
【0004】
そこで、特許文献2、3には、上下一対のシールロールやシールベルトを用いて連続真空処理装置の入側と出側をシールする方法が記載されている。また、特許文献4には、シールボックス内を通過する金属帯の上方にシール体を昇降可能に配置し、このシール体を金属帯の表面に近づけて連続真空処理装置の入側と出側をシールする方式のシール装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−298118号公報
【特許文献2】実公昭60−40599号公報
【特許文献3】特開昭63−24067号公報
【特許文献4】特開昭62−4866号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2、3に記載された方法は、シールロールやシールベルトを金属帯の表面に接触させてシールする方法であるため、金属帯の表面に疵などが生じやすいという問題がある。一方、特許文献4に記載された方法は金属帯の表面を損傷させることなく連続真空処理装置の入側と出側をシールすることが可能であるが、金属帯が幅方向に大きく波打っている場合にはシール体が金属帯の表面と接触する。このため、シール体が比較的早期に磨耗し、金属帯の連続真空処理を一旦停止してシール体の交換作業を頻繁に行う必要があるため、金属帯を効率的に連続真空処理することができないという問題があった。
本発明は、上述した問題点に鑑みてなされたものであり、金属帯を効率的に連続真空処理することのできる金属帯の連続真空処理方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は、金属帯を真空処理する真空処理炉と、該真空処理炉の入口に形成された入側差圧室をシールする入側シール装置と、前記真空処理炉の出口に形成された出側差圧室をシールする出側シール装置とを備え、前記入側シール装置および前記出側シール装置が前記金属帯の上面側と下面側に相対向して配置された上下一対のシール体を有してなる連続真空処理装置により前記金属帯を連続真空処理する方法であって、前記金属帯の幅方向に沿って前記入側差圧室の入側に配置された複数の変位計により前記金属帯の幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、前記最大変位量を前記金属帯と前記シール体との基準すき間量と比較し、前記最大変位量が前記基準すき間量を上回るときに前記上下一対のシール体のうち少なくとも一方のシール体を前記金属帯の表面から離間する方向に前記最大変位量と前記基準すき間量との偏差量だけ移動させて前記金属帯を連続真空処理することを特徴とする。
【発明の効果】
【0008】
本発明によれば、金属帯が幅方向に大きく波打っている場合でも入側シール装置と出側シール装置のシール体が金属帯の表面と接触して比較的早期に磨耗することを防止することができ、これにより、金属帯の連続真空処理を一旦停止してシール体の交換作業を頻繁に行う必要がないので、金属帯を効率的に連続真空処理することができる。
【図面の簡単な説明】
【0009】
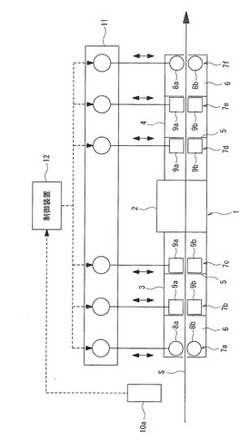
【図1】本発明を実施するときに用いられる連続真空処理装置の概略構成を示す図である。
【図2】真空処理炉の入口に形成された入側差圧室の入側に金属帯の幅方向に沿って配置された複数の変位計を示す図である。
【図3】図1に示すシール体昇降機構を制御する制御装置の制御フローを示す図である。
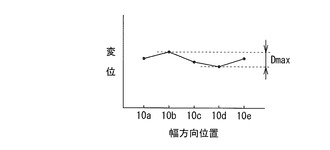
【図4】金属帯の幅方向変位分布の一例を示す図である。
【発明を実施するための形態】
【0010】
図1〜図4は本発明の一実施の形態を説明するための図であり、本発明を実施するときに用いられる連続真空処理装置1は、例えば図1に示されるように、真空処理炉2、入側シール装置7a,7b,7c、出側シール装置7d,7e,7f、変位計10a,10b,10c,10d,10e(図2参照)、シール体昇降機構11および制御装置12を備えている。
真空処理炉2は金属帯Sを真空処理するものであって、この真空処理炉2の入出口に形成された入側差圧室3と出側差圧室4は複数の仕切板5により仕切られた3つの小差圧室6から構成されている。
【0011】
入側シール装置7a〜7cは真空処理炉2の入口に形成された入側差圧室3をシールするものであって、入側差圧室3の各小差圧室6に配置されている。これらの入側シール装置7a〜7cのうち入側差圧室3の入口近くに配置された入側シール装置7aはロール状に形成された上下一対のシール体(以下、シールロールという)8a,8bを有し、これらのシールロール8a,8bは入側差圧室3を通過する金属帯Sの上面側と下面側に相対向して配置されている。
【0012】
一方、入側シール装置7aの後段に配置された入側シール装置7b,7cは直方体形状に形成された上下一対のシール体(以下、シールパッドという)9a,9bをそれぞれ有し、これらのシールパッド9a,9bは入側差圧室3を通過する金属帯Sの上面側と下面側に相対向して配置されている。
出側シール装置7d〜7fは真空処理炉2の出口に形成された出側差圧室4をシールするものであって、出側差圧室4の各小差圧室6に配置されている。これらの出側シール装置7d〜7fのうち出側差圧室4の出口近くに配置された出側シール装置7fは上下一対のシールロール8a,8bを有し、これらのシールロール8a,8bは出側差圧室4を通過する金属帯Sの上面側と下面側に相対向して配置されている。
【0013】
一方、出側シール装置7fの前段に配置された出側シール装置7d,7eは上下一対のシールパッド9a,9bをそれぞれ有し、これらのシールパッド9a,9bは出側差圧室4を通過する金属帯Sの上面側と下面側に相対向して配置されている。
変位計10a〜10eは金属帯Sの幅方向変位を非接触で計測するためのものであって、図2に示されるように、金属帯Sの幅方向に沿って入側差圧室3の入側に配置されている。
【0014】
シール体昇降機構11は入側シール装置7a〜7c及び入側シール装置7d〜7fのシールロール8aとシールパッド9aを上下方向に昇降駆動するものであって、例えば複数の昇降駆動用モータ等から構成されている。
制御装置12は変位計10a〜10eにより計測された金属帯Sの幅方向変位に基づいてシール体昇降機構11を制御するものであって、図3に示すフローチャートに従ってシール体昇降機構11を制御するように構成されている。
【0015】
すなわち、図示しない搬送ロールにより金属帯Sが入側差圧室3の入口に搬送されると、制御装置12は変位計10a〜10eから出力された信号を取り込み、金属帯Sが幅方向に変位する幅方向変位分布を求める(ステップS1、S2)。その一例を図4に示す。次に、ステップS2で求めた図4に示す幅方向変位分布の中で変位量の最も大きい最大変位量Dmax(変位計10a〜10eでの変位の最上側と最下側の差)を求め、これを金属帯Sとシールロール8a及びシールパッド9aとの基準すき間量Cstと比較する(ステップS3〜S5)。
【0016】
ここで、幅方向変位の最大変位量Dmaxが基準すき間量Cst以下の場合(Dmax≦Cst)には、制御装置12は後述するステップS8に進む。一方、幅方向変位の最大変位量Dmaxが基準すき間量Cstより大きい場合(Dmax>Cst)には、制御装置12は最大変位量Dmaxと基準すき間量Cstとの偏差量ΔXをステップS6で求める。
最大変位量Dmaxと基準すき間量Cstとの偏差量ΔXをステップS6で求めたならば、制御装置12はシール装置7a〜7fのシールロール8aとシールパッド9aがステップS6で求めた偏差量ΔXだけ上方に移動するようにシール体昇降機構11を制御する(ステップS7)。そして、次のステップS8で金属帯Sの連続真空処理が終了したか否か判断し、金属帯Sの連続真空処理が終了していない場合にはステップS1に戻り、ステップS1〜S8を繰り返す。
【0017】
このように、金属帯Sの幅方向に沿って入側差圧室3の入側に配置された複数の変位計10a〜10eにより金属帯Sの幅方向変位を計測して該幅方向変位の最大変位量Dmaxを求めた後、最大変位量Dmaxを金属帯Sとシール体8a,9aとの基準すき間量Cstと比較し、最大変位量Dmaxが基準すき間量Cstを上回るときにシール体8a,9aを金属帯Sの表面から離間する方向に最大変位量Dmaxと基準すき間量Cstとの偏差量ΔXだけ移動させることで、金属帯Sが幅方向に大きく波打っている場合でもシール体8a,9aが金属帯Sの表面と接触して比較的早期に磨耗することを防止することができ、これにより、金属帯の連続真空処理を一旦停止してシール体8a,9bの交換作業を頻繁に行う必要がないので、金属帯を効率的に連続真空処理することができる。
【0018】
上述した本発明の一実施形態では、真空処理炉2の入口に形成された入側差圧室3をシールする入側シール装置として3つの入側シール装置7a〜7cを例示したが、入側シール装置の数は1つ又は2つであっても良いし、4つ以上であっても良い。さらに、真空処理炉2の出口に形成された出側差圧室4をシールする出側シール装置として3つの出側シール装置7d〜7fを例示したが、出側シール装置の数は1つ又は2つであっても良いし、4つ以上であっても良い。
【0019】
また、上述した本発明の一実施形態では、金属帯Sの幅方向に沿って入側差圧室3の入側に配置される複数の変位計として5つの変位計10a〜10eを例示したが、変位計の数は2〜4つであっても良いし、6つ以上であっても良い。
さらに、上述した本発明の一実施形態では、上下一対のシールロール8a,8bとシールパッド9a,9bのうち上側のシールロール8aとシールパッド9aを金属帯Sの表面から離間する方向に移動させるようにしたが、下側のシールロール8bとシールパッド9bのみを金属帯Sの表面から離間する方向に移動させても良いし、シールロール8a,8b及びシールパッド9a,9bの両方を金属帯Sの表面から離間する方向に移動させても良い。
【符号の説明】
【0020】
S…金属帯
1…連続真空処理装置
2…真空処理炉
3…入側差圧室
4…出側差圧室
5…仕切板
6…小差圧室
7a,7b,7c…入側シール装置
7d,7e,7f…出側シール装置
8a,8b,9a,9b…シール体
10a,10b,10c,10d,10e…変位計
11…シール体昇降機構
12…制御装置
【技術分野】
【0001】
本発明は、方向性電磁鋼帯などの金属帯を連続真空処理装置により連続真空処理する方法に関する。
【背景技術】
【0002】
方向性電磁鋼帯は、通常、熱間圧延された鋼帯を冷間圧延した後、最終仕上げ焼鈍工程で二次再結晶化し、その二次再結晶粒を{110}<001>方位すなわちゴス方位に集積させて製造される。このような工程を経て製造される方向性電磁鋼帯を変圧器などの鉄心材料として用いる場合には、鉄損特性に優れていることが方向性電磁鋼帯に要求される。
【0003】
方向性電磁鋼帯の鉄損特性を向上させる技術としては、最終仕上げ焼鈍が施された鋼帯を連続真空処理装置に装入し、連続真空処理装置に装入された鋼帯に電子ビームを真空雰囲気で照射して方向性電磁鋼帯の鉄損特性を向上させる方法(特許文献1参照)が知られているが、このような方法で方向性電磁鋼帯の鉄損特性を向上させるためには、連続真空処理装置の入側と出側をシールする必要がある。
【0004】
そこで、特許文献2、3には、上下一対のシールロールやシールベルトを用いて連続真空処理装置の入側と出側をシールする方法が記載されている。また、特許文献4には、シールボックス内を通過する金属帯の上方にシール体を昇降可能に配置し、このシール体を金属帯の表面に近づけて連続真空処理装置の入側と出側をシールする方式のシール装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−298118号公報
【特許文献2】実公昭60−40599号公報
【特許文献3】特開昭63−24067号公報
【特許文献4】特開昭62−4866号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2、3に記載された方法は、シールロールやシールベルトを金属帯の表面に接触させてシールする方法であるため、金属帯の表面に疵などが生じやすいという問題がある。一方、特許文献4に記載された方法は金属帯の表面を損傷させることなく連続真空処理装置の入側と出側をシールすることが可能であるが、金属帯が幅方向に大きく波打っている場合にはシール体が金属帯の表面と接触する。このため、シール体が比較的早期に磨耗し、金属帯の連続真空処理を一旦停止してシール体の交換作業を頻繁に行う必要があるため、金属帯を効率的に連続真空処理することができないという問題があった。
本発明は、上述した問題点に鑑みてなされたものであり、金属帯を効率的に連続真空処理することのできる金属帯の連続真空処理方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は、金属帯を真空処理する真空処理炉と、該真空処理炉の入口に形成された入側差圧室をシールする入側シール装置と、前記真空処理炉の出口に形成された出側差圧室をシールする出側シール装置とを備え、前記入側シール装置および前記出側シール装置が前記金属帯の上面側と下面側に相対向して配置された上下一対のシール体を有してなる連続真空処理装置により前記金属帯を連続真空処理する方法であって、前記金属帯の幅方向に沿って前記入側差圧室の入側に配置された複数の変位計により前記金属帯の幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、前記最大変位量を前記金属帯と前記シール体との基準すき間量と比較し、前記最大変位量が前記基準すき間量を上回るときに前記上下一対のシール体のうち少なくとも一方のシール体を前記金属帯の表面から離間する方向に前記最大変位量と前記基準すき間量との偏差量だけ移動させて前記金属帯を連続真空処理することを特徴とする。
【発明の効果】
【0008】
本発明によれば、金属帯が幅方向に大きく波打っている場合でも入側シール装置と出側シール装置のシール体が金属帯の表面と接触して比較的早期に磨耗することを防止することができ、これにより、金属帯の連続真空処理を一旦停止してシール体の交換作業を頻繁に行う必要がないので、金属帯を効率的に連続真空処理することができる。
【図面の簡単な説明】
【0009】
【図1】本発明を実施するときに用いられる連続真空処理装置の概略構成を示す図である。
【図2】真空処理炉の入口に形成された入側差圧室の入側に金属帯の幅方向に沿って配置された複数の変位計を示す図である。
【図3】図1に示すシール体昇降機構を制御する制御装置の制御フローを示す図である。
【図4】金属帯の幅方向変位分布の一例を示す図である。
【発明を実施するための形態】
【0010】
図1〜図4は本発明の一実施の形態を説明するための図であり、本発明を実施するときに用いられる連続真空処理装置1は、例えば図1に示されるように、真空処理炉2、入側シール装置7a,7b,7c、出側シール装置7d,7e,7f、変位計10a,10b,10c,10d,10e(図2参照)、シール体昇降機構11および制御装置12を備えている。
真空処理炉2は金属帯Sを真空処理するものであって、この真空処理炉2の入出口に形成された入側差圧室3と出側差圧室4は複数の仕切板5により仕切られた3つの小差圧室6から構成されている。
【0011】
入側シール装置7a〜7cは真空処理炉2の入口に形成された入側差圧室3をシールするものであって、入側差圧室3の各小差圧室6に配置されている。これらの入側シール装置7a〜7cのうち入側差圧室3の入口近くに配置された入側シール装置7aはロール状に形成された上下一対のシール体(以下、シールロールという)8a,8bを有し、これらのシールロール8a,8bは入側差圧室3を通過する金属帯Sの上面側と下面側に相対向して配置されている。
【0012】
一方、入側シール装置7aの後段に配置された入側シール装置7b,7cは直方体形状に形成された上下一対のシール体(以下、シールパッドという)9a,9bをそれぞれ有し、これらのシールパッド9a,9bは入側差圧室3を通過する金属帯Sの上面側と下面側に相対向して配置されている。
出側シール装置7d〜7fは真空処理炉2の出口に形成された出側差圧室4をシールするものであって、出側差圧室4の各小差圧室6に配置されている。これらの出側シール装置7d〜7fのうち出側差圧室4の出口近くに配置された出側シール装置7fは上下一対のシールロール8a,8bを有し、これらのシールロール8a,8bは出側差圧室4を通過する金属帯Sの上面側と下面側に相対向して配置されている。
【0013】
一方、出側シール装置7fの前段に配置された出側シール装置7d,7eは上下一対のシールパッド9a,9bをそれぞれ有し、これらのシールパッド9a,9bは出側差圧室4を通過する金属帯Sの上面側と下面側に相対向して配置されている。
変位計10a〜10eは金属帯Sの幅方向変位を非接触で計測するためのものであって、図2に示されるように、金属帯Sの幅方向に沿って入側差圧室3の入側に配置されている。
【0014】
シール体昇降機構11は入側シール装置7a〜7c及び入側シール装置7d〜7fのシールロール8aとシールパッド9aを上下方向に昇降駆動するものであって、例えば複数の昇降駆動用モータ等から構成されている。
制御装置12は変位計10a〜10eにより計測された金属帯Sの幅方向変位に基づいてシール体昇降機構11を制御するものであって、図3に示すフローチャートに従ってシール体昇降機構11を制御するように構成されている。
【0015】
すなわち、図示しない搬送ロールにより金属帯Sが入側差圧室3の入口に搬送されると、制御装置12は変位計10a〜10eから出力された信号を取り込み、金属帯Sが幅方向に変位する幅方向変位分布を求める(ステップS1、S2)。その一例を図4に示す。次に、ステップS2で求めた図4に示す幅方向変位分布の中で変位量の最も大きい最大変位量Dmax(変位計10a〜10eでの変位の最上側と最下側の差)を求め、これを金属帯Sとシールロール8a及びシールパッド9aとの基準すき間量Cstと比較する(ステップS3〜S5)。
【0016】
ここで、幅方向変位の最大変位量Dmaxが基準すき間量Cst以下の場合(Dmax≦Cst)には、制御装置12は後述するステップS8に進む。一方、幅方向変位の最大変位量Dmaxが基準すき間量Cstより大きい場合(Dmax>Cst)には、制御装置12は最大変位量Dmaxと基準すき間量Cstとの偏差量ΔXをステップS6で求める。
最大変位量Dmaxと基準すき間量Cstとの偏差量ΔXをステップS6で求めたならば、制御装置12はシール装置7a〜7fのシールロール8aとシールパッド9aがステップS6で求めた偏差量ΔXだけ上方に移動するようにシール体昇降機構11を制御する(ステップS7)。そして、次のステップS8で金属帯Sの連続真空処理が終了したか否か判断し、金属帯Sの連続真空処理が終了していない場合にはステップS1に戻り、ステップS1〜S8を繰り返す。
【0017】
このように、金属帯Sの幅方向に沿って入側差圧室3の入側に配置された複数の変位計10a〜10eにより金属帯Sの幅方向変位を計測して該幅方向変位の最大変位量Dmaxを求めた後、最大変位量Dmaxを金属帯Sとシール体8a,9aとの基準すき間量Cstと比較し、最大変位量Dmaxが基準すき間量Cstを上回るときにシール体8a,9aを金属帯Sの表面から離間する方向に最大変位量Dmaxと基準すき間量Cstとの偏差量ΔXだけ移動させることで、金属帯Sが幅方向に大きく波打っている場合でもシール体8a,9aが金属帯Sの表面と接触して比較的早期に磨耗することを防止することができ、これにより、金属帯の連続真空処理を一旦停止してシール体8a,9bの交換作業を頻繁に行う必要がないので、金属帯を効率的に連続真空処理することができる。
【0018】
上述した本発明の一実施形態では、真空処理炉2の入口に形成された入側差圧室3をシールする入側シール装置として3つの入側シール装置7a〜7cを例示したが、入側シール装置の数は1つ又は2つであっても良いし、4つ以上であっても良い。さらに、真空処理炉2の出口に形成された出側差圧室4をシールする出側シール装置として3つの出側シール装置7d〜7fを例示したが、出側シール装置の数は1つ又は2つであっても良いし、4つ以上であっても良い。
【0019】
また、上述した本発明の一実施形態では、金属帯Sの幅方向に沿って入側差圧室3の入側に配置される複数の変位計として5つの変位計10a〜10eを例示したが、変位計の数は2〜4つであっても良いし、6つ以上であっても良い。
さらに、上述した本発明の一実施形態では、上下一対のシールロール8a,8bとシールパッド9a,9bのうち上側のシールロール8aとシールパッド9aを金属帯Sの表面から離間する方向に移動させるようにしたが、下側のシールロール8bとシールパッド9bのみを金属帯Sの表面から離間する方向に移動させても良いし、シールロール8a,8b及びシールパッド9a,9bの両方を金属帯Sの表面から離間する方向に移動させても良い。
【符号の説明】
【0020】
S…金属帯
1…連続真空処理装置
2…真空処理炉
3…入側差圧室
4…出側差圧室
5…仕切板
6…小差圧室
7a,7b,7c…入側シール装置
7d,7e,7f…出側シール装置
8a,8b,9a,9b…シール体
10a,10b,10c,10d,10e…変位計
11…シール体昇降機構
12…制御装置
【特許請求の範囲】
【請求項1】
金属帯を真空処理する真空処理炉と、該真空処理炉の入口に形成された入側差圧室をシールする入側シール装置と、前記真空処理炉の出口に形成された出側差圧室をシールする出側シール装置とを備え、前記入側シール装置および前記出側シール装置が前記金属帯の上面側と下面側に相対向して配置された上下一対のシール体を有してなる連続真空処理装置により前記金属帯を連続真空処理する方法であって、
前記金属帯の幅方向に沿って前記入側差圧室の入側に配置された複数の変位計により前記金属帯の幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、前記最大変位量を前記金属帯と前記シール体との基準すき間量と比較し、前記最大変位量が前記基準すき間量を上回るときに前記上下一対のシール体のうち少なくとも一方のシール体を前記金属帯の表面から離間する方向に前記最大変位量と前記基準すき間量との偏差量だけ移動させて前記金属帯を連続真空処理することを特徴とする金属帯の連続真空処理方法。
【請求項1】
金属帯を真空処理する真空処理炉と、該真空処理炉の入口に形成された入側差圧室をシールする入側シール装置と、前記真空処理炉の出口に形成された出側差圧室をシールする出側シール装置とを備え、前記入側シール装置および前記出側シール装置が前記金属帯の上面側と下面側に相対向して配置された上下一対のシール体を有してなる連続真空処理装置により前記金属帯を連続真空処理する方法であって、
前記金属帯の幅方向に沿って前記入側差圧室の入側に配置された複数の変位計により前記金属帯の幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、前記最大変位量を前記金属帯と前記シール体との基準すき間量と比較し、前記最大変位量が前記基準すき間量を上回るときに前記上下一対のシール体のうち少なくとも一方のシール体を前記金属帯の表面から離間する方向に前記最大変位量と前記基準すき間量との偏差量だけ移動させて前記金属帯を連続真空処理することを特徴とする金属帯の連続真空処理方法。
【図1】



【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−112831(P2013−112831A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257847(P2011−257847)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]