
Fターム[4K043EA07]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の態様 (390) | 連続処理 (377) | 被熱処理物を非コイル状で搬送 (295) | 水平方向に搬送 (109)
Fターム[4K043EA07]の下位に属するFターム
カテナリ状で搬送 (11)
Fターム[4K043EA07]に分類される特許
1 - 20 / 98
金属帯の連続真空処理方法
【課題】金属帯を効率的に連続真空処理することのできる金属帯の連続真空処理方法を提供する。
【解決手段】真空処理炉2の入口に形成された入側差圧室3の入側に金属帯Sの幅方向に沿って配置された複数の変位計により金属帯Sの幅方向変位を計測して該幅方向変位の差の最大値である最大変位量を求めた後、最大変位量を金属帯Sとシール体8a,9aとの基準すき間量と比較し、最大変位量が基準すき間量を上回るときにシール体8a,9aをシール体昇降機構11により金属帯Sの表面から離間する方向に最大変位量と基準すき間量との偏差量だけ移動させて金属帯Sを連続真空処理する。
(もっと読む)
鋼板ストリップの蛇行矯正方法及びその装置

【課題】鋼板ストリップにステアリングロールの傾きによる荷重を生じさせることなく且つ張力を低下させる必要なく鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法及び蛇行矯正装置を提供する。
【解決手段】鋼板ストリップ1の左右両サイドを均等な圧力で表裏から挟みつけることができる機能を備えたロール2A、2bの対を設置し、前記ロールの対よりも上流側で鋼板ストリップの左右いずれかのエッジを加熱するか、左右の加熱量に差を生じさせ、この加熱された部分の通過時にこの加熱された部分による前記ロールの対の左右の加熱量を変化させ、その左右いずれか一方のロール径を他方より膨大させて、左右における周長が相違する前記ロールにより鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法。
(もっと読む)
露点温度制御方法および露点温度制御装置
【課題】高温の炉内に露点温度制御手段を設ける必要がなく、炉内雰囲気ガスの露点温度を均一化することができる露点温度制御方法と露点温度制御装置を提供する。
【解決手段】鋼板を水平方向に通板して熱処理を施す横型水平炉の炉内に水蒸気を含ませた雰囲気ガスを送り込み、炉内の露点温度を制御する方法において、上記炉の下流側に設けられた雰囲気ガス供給室から水蒸気を含ませた雰囲気ガスを上流の炉内に供給すると共に、炉内の露点温度差に基いて雰囲気ガス供給室から炉内に供給する雰囲気ガスの流量を調整し、炉内の露点温度を均一化する、好ましくはさらに、上記雰囲気ガス供給室内に、鋼板に対して近接、離間が可能な仕切板を配設して雰囲気ガス供給室から炉内に供給する雰囲気ガスに縮流を発生させ、撹拌することを特徴とする露点温度制御方法。
(もっと読む)
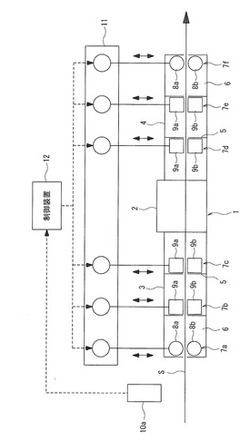
鋼帯の連続通板ラインにおける蛇行修正装置および蛇行修正方法
【課題】鋼帯の連続通板ラインにおいて、操業条件によって鋼帯のパスラインが変化した場合でも、的確に蛇行修正能力を発揮することができる鋼帯の蛇行修正装置および蛇行修正方法を提供する。
【解決手段】電磁石3、4を鋼帯1の面外方向に移動する電磁石面外方向機構5、6を用いて、ルーパー容量に応じて電磁石3、4の位置を鋼帯面外方向に移動しながら蛇行修正を行うようにし、具体的には、あらかじめルーパー容量と鋼帯1のパスライン変化の関係を定式化しておき、操作量演算装置9に入力されるルーパー容量からパスライン変化を計算し、そのパスライン変化を相殺するように電磁石3、4の鋼帯面外方向位置を制御する。
(もっと読む)
鋼板の加熱方法および加熱装置
【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
線材の製造装置および製造方法
【課題】ビレットから線材を製造する線材の製造装置において、熱を有効活用して、エネルギーコストを抑える。
【解決手段】ビレットbを加熱する加熱炉10の過熱防止に用いられる冷却水の排水を、補給管L6を通じて、線材wを浸漬する熱処理槽30へ処理水として導入する。加熱炉を冷却した後の排水は比較的高温であるため、これを熱処理槽30の処理水として用いる場合、常温の処理水を使用温度にまで加熱する場合に比べて、加熱に要するエネルギーが少なく済み、エネルギーコストの削減が図られる。
(もっと読む)
金属線材の熱処理装置
【課題】 本発明の目的は、少ない工数で金属線材とパイプの直接接触を抑制でき、金属線材の表面疵を防止できる金属線材の熱処理装置を提供すること。
【解決手段】 本発明は、非酸化性雰囲気に保持されたパイプが並列に複数本横設された加熱炉を有し、前記パイプ内に金属線材を通線して前記金属線材を熱処理する金属線材の熱処理装置において、前記パイプの内面に沿って炭素からなる筒が内装されている金属線材の熱処理装置である。また、前記加熱炉の通線方向の下流側に前記金属線材の通るパイプが並列に複数本横設され、前記パイプの内面に沿って炭素からなる筒が内装された冷却装置を具備することが好ましい。
(もっと読む)
連続焼鈍炉内観察装置及び観察方法
【課題】操業中の炉内の様子を直接的に観察することができ、炉内温度の高い連続焼鈍炉でも炉内の状態を撮影・記録することが可能な連続焼鈍炉内観察装置を提供する。
【解決手段】カメラ3及び映像記録装置1を記録装置用断熱ケース2内に収納し、磁石5の収納された磁石用断熱ケース4と記録装置用断熱ケース2を波板状の接着剤保持装置6で連結し、接着剤保持装置6の下面に接着剤を塗布して鋼板上に搭載すれば、磁石5の磁力によって、記録装置用断熱ケース2に収納された映像記録装置1及びカメラ3を、磁性体である鋼板Sの表面の何処にでも吸着させて炉内の状態を撮影・記録することができると共に、熱による磁力の低下を抑制防止することができ、さらには、鋼板がキュリー点付近又はそれ以上となり、磁力による吸着力が低下又はなくなるような高温の場合に、耐熱性を有する接着剤により装置を鋼板に結合することができる。
(もっと読む)
真空シール装置
【課題】金属帯を真空雰囲気で連続的に処理する真空処理装置の金属帯導入口や金属帯排出口を常に高いシール性能で真空シールすることのできる真空シール装置を提供する。
【解決手段】本発明の真空シール装置は、金属帯3の上面側に配置された上側シール部材6と、上側シール部材6と平行に金属帯の下面側に配置された下側シール部材7と、下側シール部材7と上側シール部材6との間で金属帯の左右両側をシールするサイドシール部材8a,8bと、上側シール部材、下側シール部材及びサイドシール部材の少なくとも何れかを金属帯の幅方向または長さ方向に駆動するシール部材駆動機構12とを備えている。シール部材駆動機構12により駆動されるシール部材は、上側シール部材、下側シール部材及びサイドシール部材により形成されるシール空間の金属帯幅方向または金属帯長さ方向の長さに対して2倍以上の長さでプレート状またはエンドレスベルト状に形成されている。
(もっと読む)
加熱炉及び処理材の加熱方法
【課題】加熱炉内の温度分布のムラを低減した加熱炉及び処理材の加熱方法を提供する。
【解決手段】帯状の処理材200の表面に熱風wを吹き付ける吹付け面15を有する吹き付け部10と、熱風wを吐出する送風手段22と、処理材200の一方の端面201に臨む方向で吹き付け部に連通し、送風手段22から吐出された熱風wを処理材200の幅方向に平行になるように吹き付け部に導入する熱風流路20とを備えた加熱炉101、102であって、吹付け面15のうち処理材200の移動する長手方向Lにおいて、連通部30の一部を少なくとも含む位置に、熱風wの流速を低下させる流速低下部材が設けられている。
(もっと読む)
金属線材の熱処理装置
【課題】 本発明の目的は、コンパクトな構成で且つ少ない工数で伸線潤滑剤の炉内への持ち込みを解決し、金属線材の表面疵を防止できる金属線材の熱処理装置を提供することである。
【解決手段】 本発明は、加熱炉と冷却装置とを有し、前記加熱炉と前記冷却装置とに複数の金属線材を並列で連続的に挿入しながら該金属線材を熱処理する金属線材の熱処理装置において、前記加熱炉の前段に前記金属線材の表面を研磨する研磨機と前記金属線材の表面を拭取る拭取り機とが順に配置され、前記金属線材は前記研磨機、前記拭取り機、前記加熱炉、および前記冷却装置の順で通線される金属線材の熱処理装置である。
(もっと読む)
熱延鋼帯の製造方法及び熱延鋼帯の冷却設備
【課題】コイルの潰れ発生を抑制することができる熱延鋼帯の製造方法を提供する。
【解決手段】仕上げ圧延された直後の熱延鋼帯を50℃/秒以上の冷却速度で急速に冷却する急速冷却工程と、急速冷却工程の後に、熱延鋼帯を緩やかな温度勾配で目標巻取温度まで冷却する緩冷却工程(第1及び第2緩冷却工程)と、この緩冷却工程の後に、コイラーに巻き取られた前記コイルを所定時間の間、冷却保持するコイル冷却工程とを備えている。
(もっと読む)
水平型熱処理炉における鋼帯の蛇行・絞り防止方法
【課題】水平型熱処理炉において、鋼帯の板厚が薄く、炉長が長く、炉内張力が低い場合でも、鋼帯の蛇行や絞りの発生を安定して防止することができる鋼帯の蛇行・絞り防止方法を提供する。
【解決手段】水平型熱処理炉10において、ロール11の周速(ロール速度Vr)と鋼帯10の移動速度(鋼帯速度Vs)の差の絶対値を1mpm以上とし、かつ、鋼帯1の移動方向でロール速度Vrが鋼帯速度Vsに対して大きくなる場合(Vr>Vs)と小さくなる場合(Vr<Vs)を交互に繰り返すようにする。
(もっと読む)
ストリップの連続熱処理ライン及びその操業方法
【課題】 ストリップの連続熱処理ラインにおいて、ラインを停止させず、かつ複数の能力を有した炉帯を炉内に導入せずに、均熱処理の必要なヒートサイクルと不要なヒートサイクルの切替を行ない得るストリップの連続熱処理ライン及びその操業方法を提供する。
【解決手段】 ストリップのコイル払出し装置(1)と、ストリップ表面の前処理設備(20)と、ストリップの熱処理を行う横型炉(7)と、その他の後処理加工を行う設備(21)と、コイル巻取り装置(14)を有するストリップの連続熱処理ラインにおいて、前記横型炉(7)をストリップの通板方向に対して前半部分(5)と後半部分(6)に分離可能とし、処理されるストリップのヒートサイクルに応じて前記後半部分(6)の炉体(17)を着脱可能に配置したことを特徴とするストリップの連続熱処理ライン、及びその操業方法。
(もっと読む)
ケーブル用導体の熱処理方法
【課題】少なくとも導体の走行線速を150m/分とすることを可能とし、導体の軟化および伸び特性を低下させることなく錫メッキ層が粗くならないケーブル用導体の熱処理方法と熱処理装置を提供する。
【解決手段】錫メッキされた銅の導体1に第1と第2の給電シープ間6a,6bで通電することにより錫メッキの融点以上まで加熱し、次いで、冷却装置4の冷却水5に浸して冷却するケーブル用導体の熱処理で、導体の線速を150m/分以上とし、下流側に位置する第2の給電シープ6bを冷却水中に配する。そして、導体1の横断面の周囲長さが1.47mm〜1.80mmで冷却水温度を28〜30℃、導体の横断面の周囲長さが0.67mm〜0.70mmで冷却水温度を38〜40℃とし、導体の冷却を第2の給電シーブに達する前に開始する。
(もっと読む)
鋼帯の連続処理ラインにおける蛇行制御装置及び蛇行制御方法
【課題】上流側の蛇行抑制手段で蛇行異常を検出したときに、下流側の蛇行抑制手段で最適なストリップの通過制御を行う。
【解決手段】ストリップ2の終端に次のストリップ2の前端を溶接して連続して処理を行う鋼帯の連続処理ラインに当該ストリップの蛇行を抑制する複数の蛇行抑制手段5A〜5D及び各蛇行抑制手段の蛇行量を検出する蛇行検出手段が配置され、前記蛇行検出手段で溶接点通過時に蛇行異常状態が検出されたか否かに応じて下流側の蛇行抑制手段5B〜5Dの制御態様を変更する蛇行抑制制御手段32が設けられ、前記蛇行抑制制御手段32は、前記蛇行異常状態でない正常時には下流側の蛇行抑制手段5B〜5Dでの溶接点通過時の蛇行抑制制御を許容し、前記蛇行異常状態であるときには、下流側の蛇行抑制手段5B〜5Dでの溶接部通過時の蛇行抑制制御を中断させる。
(もっと読む)
鋼線を熱処理する装置および方法
【解決手段】 本発明は、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理する炉(1)に関する。当該炉は、入口(3)および出口(4)と、入口(3)と出口(4)との間に延在し、第1の軸状部分(8)を形成している1以上の炉構成部(5)とを備え、1以上の炉構成部(5)の温度を設定する1以上の加熱部(6)は、炉(1)の内部、特に、第1の軸状部分(8)の内部に配置されている。細長い部材、特に、金属部材は、第1の軸状部分(8)に沿って輸送可能である。本発明によると、第1の軸状部分(8)に接続されている少なくとも1つの第2の軸状部分(9)、および、少なくとも1つのファン(7)を備えており、ファンによって、炉(1)の内部の雰囲気は、第1の軸状部分(8)および第2の軸状部分(9)に沿って周回するように循環させる。本発明はさらに、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理するモジュールに関し、炉(1)および当該モジュールを備える装置に関し、少なくとも1つの細長い金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を一の連続したプロセスで熱処理する方法に関する。 (もっと読む)
連続式光輝焼鈍方法
【課題】生成不純物含有雰囲気ガスが装入側冷却領域を構成する前室側に入り込まないようにしてホワイトパウダーの発生を排除する。
【解決手段】ストリップ1の搬送路2に沿って配置された装入側冷却領域3、焼鈍領域4、搬出側冷却領域5、焼鈍領域4と搬出側冷却領域5を連結する中間領域6、およびガス供給装置7で構成された連続式光輝焼鈍炉Aにて装入口12及び搬出口14から還元性雰囲気ガスを放出しつつストリップ1を還元性雰囲気内で連続的に光輝焼鈍する方法であって、装入口12より搬出口14の炉内ガス排出抵抗を小さくし、且つ、ガス供給装置7の装入側ガス供給口8を装入側冷却領域3に接続して、供給された還元性雰囲気ガス10aを装入側冷却領域3から焼鈍領域4方向に流し、ホワイトパウダーその他不純物に起因する焼鈍ムラを解消する。
(もっと読む)
金属帯の熱処理方法
【課題】横型加熱炉を有する連続熱処理ラインにより鋼帯などの金属帯の熱処理を連続的にかつ安定して行うことのできる金属帯の熱処理方法を提供する。
【解決手段】加熱炉12の内部に配置されたハースロール13の周速度をVHR、鋼帯11の炉内通過速度をVST、加熱炉12の入側に配置された入側ブライドルロール14の周速度をVIN、加熱炉12の出側に配置された出側ブライドルロール15の周速度をVOUTとしたとき、L=(VHR−VST)/VSTで定義される速度差比率Lがγ=(VOUT−VIN)/VINで表される鋼帯炉内伸び率γに対してL≧γとなる周速度でハースロール13を回転させるとともに、加熱炉12と入側ブライドルロール14との間に配置された入側張力計16により鋼帯11の加熱炉入側張力を計測し、入側張力計16の張力計測値と入側張力目標値との差分に基づいて出側ブライドルロール15の周速度を調整する。
(もっと読む)
鋼帯の連続熱処理炉及びその操業方法
【課題】本発明は、連続熱処理炉の加熱効率を低下せずに、通板中の鋼帯からスケールがハースロール上に転写、焼付くのを防止可能な鋼帯の連続熱処理炉及びその操業方法を提供することを目的としている。
【解決手段】鋼帯をガスバーナで加熱する直火炉及びラジアントチューブで加熱する輻射炉で構成した加熱帯内に、該鋼帯を支持する複数個のハースロールを配設した連続熱処理炉を改良した。具体的には、前記ハースロールに非水冷方式及び水冷方式を採用すると共に、スケールの発生領域のみに、水冷方式のハースロールを配置するようにし、且つ該ハースロールの表面温度をFe酸化物の焼結温度未満に制御するようにした。
(もっと読む)
1 - 20 / 98
[ Back to top ]