
Fターム[4K043CA05]の内容
ストリップ・線材の熱処理 (4,781) | 加熱手段 (217) | 直接通電抵抗加熱 (12)
Fターム[4K043CA05]に分類される特許
1 - 12 / 12
線材の軟化装置及び線材の軟化方法
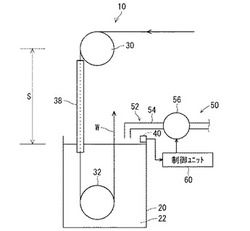
【課題】電線と端子との圧着強度のばらつきを抑制することを目的とする。
【解決手段】軟化装置10は、冷却液22を貯留する冷却液貯留部20と、冷却液貯留部20外に設けられ、線材Wを案内しつつ線材Wに電圧を印加するための第1通電用シーブ30と、冷却液貯留部20内に設けられ、第1通電用シーブ30を経て供給される線材Wを案内しつつ線材Wに通電を行うための第2通電用シーブ30とを備える。また、軟化装置10には、冷却液貯留部20における冷却液22の液面位置を検出する液面位置検出部40が設けられ、この液面位置検出部40の検出結果に基づいて、第1通電用シーブ30と第2通電用シーブ32との間における、線材Wの加熱経路長Sを制御する。
(もっと読む)
薄鋼板用連続焼鈍設備

【課題】0.5mm以下の薄鋼板に高温長時間の焼鈍を施しても炉内破断を起こし難い新規な連続焼鈍設備を提供する。
【解決手段】薄鋼板を、炉内に対向して配設された反転ロールに巻きつけて進行方向を反転し、炉内を往復させながら焼鈍を施す連続焼鈍設備において、上記反転ロールを、対向して水平方向に配設することによって鋼板の自重による張力増大を軽減するとともに、ロール軸心が鋼板進行方向に直交する方向より一定方向に、好ましくは2〜10°ずらして配設し、対向する反転ロールの周囲を鋼板を螺旋状に移動させることによって、薄鋼板の高温長時間の焼鈍を可能とする。
(もっと読む)
ケーブル用導体の熱処理方法
【課題】少なくとも導体の走行線速を150m/分とすることを可能とし、導体の軟化および伸び特性を低下させることなく錫メッキ層が粗くならないケーブル用導体の熱処理方法と熱処理装置を提供する。
【解決手段】錫メッキされた銅の導体1に第1と第2の給電シープ間6a,6bで通電することにより錫メッキの融点以上まで加熱し、次いで、冷却装置4の冷却水5に浸して冷却するケーブル用導体の熱処理で、導体の線速を150m/分以上とし、下流側に位置する第2の給電シープ6bを冷却水中に配する。そして、導体1の横断面の周囲長さが1.47mm〜1.80mmで冷却水温度を28〜30℃、導体の横断面の周囲長さが0.67mm〜0.70mmで冷却水温度を38〜40℃とし、導体の冷却を第2の給電シーブに達する前に開始する。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
金属線材加熱装置
【課題】細径の金属線材を特性のばらつきなく効率的に熱処理を行うことができる金属細線加熱装置を提供する。
【解決手段】直線状に配置した金属線材1に対し離接可能であって該金属線材1の長手方向に距離を隔てて金属線材1に接触可能な対の電極10、20と、該電極間に通電する通電装置(交流電源2a、ブリッジ整流回路2b、スイッチ2c)と、前記対の電極10、20間の前記金属線材の周囲を囲む包囲筒体(石英管4)を備える。該装置は、前記電極10、20間の金属線材1に張力を付与する線材張力付与装置(ウェイト7a、引張りライン7b、張力伝達断続部7c)を備えるのが望ましい。加熱、冷却に際し、空気の流れ等による環境の変化を受け難く、均等な熱処理を行うことができ特性のばらつきが小さい金属線材が得られる。
(もっと読む)
金属線材加熱装置
【課題】細径の金属線材を特性のばらつきなく効率的に熱処理を行うことができる金属細線加熱装置を提供する。
【解決手段】金属線材1を線送りにより間欠的に移送する線材移送装置(巻き取り装置3)と、金属線材1に対し離接可能であって間欠移送停止時に線方向に距離を隔てて金属線材1に接触可能な対の電極10、20と、電極10、20間に通電する通電装置(電源4a、ブリッジ整流回路4b)を備える。該装置は、電極10、20間の金属線材1に張力を付与する線材張力付与装置(ウェイト7a、引張りライン7b、張力伝達断続部7c)を備えるのが望ましい。電極と金属線材とを確実に接触させて安定した通電加熱を行うことができ、線方向に均等な熱処理を効率的に行える。結果、高硬度などの特性が線方向においてばらつきなく良好である金属線材が得られる。
(もっと読む)
高炭素鋼線材のパテンティング方法
【課題】 高品質ピアノ線の製造に際して線材に適用される鉛パテンティングにおいて1)強度・加工性・組織が恒温変態の水準に達していない、2)鉛の消耗による重金属汚染の危険性がある、の2問題を解決する。
【解決手段】 走行する赤熱線材に対して冷媒として1)気水ミストスプレイ、2)焼入油、3)砂の流動床等の一つを適用して冷却する。加熱温度から所望変態温度に鉛浴以上の速度で急冷する第1段、変態開始から途中まで変態発熱を抑制する第2段、途中から変態終了まで残り発熱と放冷を均衡させる第3段、偏析部も同等組織にならしめる終了後から保持する第4段の冷却帯からなり鉛浴焼入よりも恒温変態に接近させる。冷却能と冷却帯長さを調整する手段として従来の冷媒温度制御方式より極めて簡便で新規な間欠冷却方式を組み込む。
(もっと読む)
溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法
【課題】高Si含有鋼板を下地とした場合に、不めっきのない美麗な表面外観を有し、かつめっき密着性に優れた溶融亜鉛めっき鋼板を、経済的にかつ高い生産性の下に製造するための方法について提案する。
【解決手段】Si:0.1〜3.0mass%を含有する鋼板を下地として、該鋼板の表面に溶融亜鉛めっきを施すに先立ち、該下地鋼板の表面にヘマタイト含有率:70mass%以下となる酸化皮膜を形成し、ついで還元処理を行った後、溶融亜鉛めっきを施す。
(もっと読む)
鋼帯の通電加熱方法
【課題】溶接点で鋼帯の断面積が変化する場合であっても溶融金属浴に浸入する最終到達板温を板破断とメッキ剥離が発生しない一定範囲に収めることができるうえ、溶接点の前後で通電カットを行う場合であっても鋼帯の最終到達板温を確保することができる鋼帯の通電加熱方法の提供。
【解決手段】鋼帯の断面積が異なる先行材と後行材とを繋ぐ溶接点が通電加熱範囲内を通過する際に、溶接点が通電ロールを通過してから加熱電流設定値切替点までの切替距離L2が下記A式を満足するように加熱電流の切替を行う鋼帯の通電加熱方法。 L2=L1× (1-t)×(Ja')2/((1-t)×(Ja')2+(1+t)×(Jb')2)・・・A
ここに、L2:通電ロールから加熱電流設定値切替点までの切替距離L1:通電加熱範囲における加熱長,Ja:先行材の設定電流密度,Jb:後行材の設定電流密度,a:先行材の断面積,b:後行材の断面積,Ja’=Jb×b/a,Jb’=Ja×a/b,t:定数
(もっと読む)
鋼帯の通電加熱方法
【課題】溶接点の前後で通電カットを行う場合であっても鋼帯の最終到達板温を確保する ことができる鋼帯の通電加熱方法を提供する。
【解決手段】連続送給される鋼帯を、該鋼帯の入り側に配置された通電ロールに接触させるとともに、該鋼帯の出側に配置された金属浴に接触させ、前記通電ロールと金属浴を電極とし電極間の鋼帯に通電して加熱する鋼帯の通電加熱方法であって、前記鋼帯の溶接点が通電ロールを通過する際に電流を停止する通電カットにより前記鋼帯の最終到達板温に見合う電流に対して不足する電流を、前記通電カットの前後に通常の設定電流に加えて供給することにより、前記鋼帯の最終到達板温を確保することを特徴とする通電加熱方法。
(もっと読む)
電気加熱式圧延装置
本発明はパルス電流を金属ストリップに通電させることによって圧下率を増大させて、金属ストリップの過熱現象及びそれによる表面酸化現象を防止することができるようにする電気加熱式圧延装置に関するものである。金属ストリップが作業ロールを通過する以前の上流側と通過した以後の下流側にそれぞれ電源装置と電気的に連結されてパルス電流を金属ストリップに印加するための第1及び第2導電性電極部材が相互対向するように備えられる。第1及び第2導電性電極部材は金属ストリップの上下部にそれぞれ位置する一対の電極接触部材からなる。それぞれの電極接触部材は金属ストリップと接触する第1接触部、第1接触部の終端から作業ロール側に向けて金属ストリップと所定間隔で離隔されて延長された平板部、平板部の終端から延びて金属ストリップと接触する第2接触部を備える。第2接触部は金属ストリップの幅方向に沿って多数個に区画分離されて、電極接触部材には第2接触部を金属ストリップに向けてバイアスさせるための弾性部材が設けられている。  (もっと読む)
(もっと読む)
表面が艶消し仕上げされたオーステナイト系ステンレス帯鋼の製造方法
本発明は、表面が艶消し仕上げされたオーステナイト系ステンレス帯鋼を連続的に製造するための方法であって、露点温度が15℃よりも高い中性または還元性の掃引ガスが内部を流れている光輝焼きなまし炉において、オーステナイト系ステンレス帯鋼を熱処理すること、およびその後にこの帯鋼を、適切な酸洗い溶液の助けによって酸洗いすること、で構成される方法に関する。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]