
Fターム[4L035BB54]の内容
合成繊維 (28,381) | 繊維の形成 (8,949) | 延伸前繊維の経過手段、条件 (1,606) | 冷却手段;条件の特徴 (438)
Fターム[4L035BB54]の下位に属するFターム
Fターム[4L035BB54]に分類される特許
41 - 44 / 44
ポリエステル超極細繊維及びその製造方法

【課題】 人工皮革やスエード調編織物に用いた際に、優れた耐白化性能と耐磨耗性能を兼備したポリエステル超極細繊維およびその製造方法を提供する。
【解決手段】 実質的にポリエチレンテレフタレートからなるポリエステルを溶融紡糸し、それに続く延伸によって製造された単糸繊度が0.22dtex以下の 超極細繊維であって、下記(1)〜(3)を満足することを特徴とするポリエステル超極細繊維。 (1)極限粘度が0.55〜0.70dl/g (2)ダイナミック超微小硬度計で測定される、単繊維直径方向の圧縮弾性率が0.05〜0.30(mN/μm2) (3)動的粘弾性測定による損失正接の極値温度Tmax.が120〜145℃で、且つ、極値tanδ(max)が0.10〜0.30
(もっと読む)
ポリオールを混合した溶融紡糸ポリエーテルTPU繊維およびプロセス
熱可塑性ポリエーテルポリウレタン重合体が開示されており、これらは、架橋剤と混合されて、弾性繊維を製造する溶融紡糸工程にて、長い実行時間を達成する。この架橋剤は、好ましくは、ジイソシアネートと反応されたポリエーテルまたはポリエステルポリオールである。これらの熱可塑性ポリエーテルポリウレタン重合体は、以下を反応させることにより、製造される:(1)2種またはそれ以上のヒドロキシル末端中間体のブレンドであって、ここで、一方の中間体は、ポリエーテル中間体であり、そして他方の該ポリエーテル中間体よりも高い数平均分子量を有し、ここで、該ブレンドの重量平均数平均分子量は、1200ダルトンより高い;(2)少なくとも1種のポリイソシアネート;および(3)少なくとも1種のヒドロキシル末端鎖延長剤。開示された溶融紡糸繊維は、優れた染料無捕捉、漂白剤耐性および色固定を有する。 (もっと読む)
紡糸アニールしたポリ(トリメチレンテレフタレート)糸
ポリ(トリメチレンテレフタレート)ポリマーをホッパー(1)に供給し、それが該ポリマーを押出機(2)に紡糸ブロック(3)中へ供給する工程を含むポリ(トリメチレンテレフタレート)糸を製造するための紡糸法。紡糸ブロック(3)は紡糸ポンプ(4)および紡糸パック(5)を含有する。ポリマー繊維(6)は紡糸ブロック(3)を出て、空気(7)で急冷される。仕上剤アプリケーター(8)で繊維(6)に仕上剤を塗布する。繊維(6)はインターレース・ジェット(9)によって冷却され、そのセパレータロール(11)付き第1加熱ゴデット(10)に移動する。繊維(6)はインターレース・ジェット(12)によって冷却され、セパレータロール(14)付き第2冷ゴデット(13)に移動する。繊維(6)はファニング・ガイド(15)を通って巻取機(16)へ、およびパッケージ(17)上へ移動する。
 (もっと読む)
(もっと読む)
ステープルファイバーおよびその製造方法
ポリ(トリメチレンテレフタレート)のステープルファイバーの製造方法は、未延伸糸(1)を浸漬タンク(2)に供給し、ロール(3、4)によって進め、水中で濡らす工程を含む。濡らされた未延伸糸(1)はロール(5、6、7、8、10)によって浸漬タンク(9)での第1延伸段階に進められ、浸漬タンク(9)の水中でロール(10、11)間で部分延伸される。次に糸(1’)は、ロール(10)より速い速度で駆動されるロール(11、12、13、14、15、16)によって部分延伸される。部分延伸糸(1’’)は次に水スプレージェット(17)によって再び濡らされ、ロール(16)より速い速度で駆動されるロール(18、19、20、21)およびフィルムガイダー(22、23)によってさらに延伸される。ニップロール(5’、8’、14’、22’、25’)が糸滑りを最小限にするために用いられる。第2延伸後に、仕上剤噴霧器(24)が延伸糸(1’’’)に希薄仕上剤を塗布し、糸は次にフィルムガイダー(25、26)によって進められ、かつ、張力下に維持され、駆動される捲縮機ニップロール(26’)によってスタッファーボックス捲縮機(27)中へ進められ、捲縮機でそれはスチーム(28)の適用によって捲縮され、熱固定される。捲縮糸(1’’’’)は次に従来のベルトドライヤー(29)を通って弛緩状態で進められ、ロータリーカッター(30)でカットされ、貯蔵および輸送のために梱包される(31)。 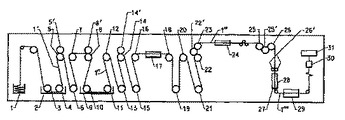 (もっと読む)
(もっと読む)
41 - 44 / 44
[ Back to top ]