
Fターム[4L050ED12]の内容
Fターム[4L050ED12]の下位に属するFターム
Fターム[4L050ED12]に分類される特許
1 - 20 / 41
織機における製織方法及び製織装置
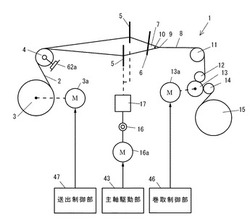
【課題】異なる製織条件で製織された2以上の製織部分を含む織物を製織する織機であって、各製織条件において主軸の回転数が設定されており、連続運転中に製織条件の変更に伴って主軸の回転数を変更する織機において、製織条件の変更に伴う主軸の回転数の減速時において、主軸を駆動する主軸モータから発生する過大な回生電圧により、インバータに電気的なトラブルが生じるのを防止し、且つ製織される織物の品質の低下を防止すること。
【解決手段】織機の連続運転中に、製織条件の変更に伴って主軸の回転数を変更後の製織条件に対応する設定回転数にまで減速させるに際し、2以上の織機サイクルによる減速期間で前記減速を行うと共に、前記減速期間中の各織機サイクルでは、緯入れを伴わない空打ち運転を実行することを特徴とする織機における製織方法。
(もっと読む)
エアジェット織機におけるエア供給システム

【課題】エアコンプレッサーの動力低減に寄与するとともに圧縮エアの水蒸気量を監視する。
【解決手段】相対的に高い圧力の圧縮エアを必要とするエアジェット織機7には、増圧器19が配設されている。ドライヤ14に露点温度を検出する露点温度センサー22、増圧器19の下流側に圧縮エアの圧力を検出するエア圧力センサー35、サブエアタンク31の温度を検出するエア温度センサー37を設ける。制御装置36に記憶した飽和水蒸気量曲線と検出されたサブエアタンク31の温度とに基づきしきい値を計算し、飽和水蒸気量曲線と検出された露点温度及び圧縮エアの圧力とに基づき圧縮空気に含まれる水蒸気量を計算する。圧縮空気の水蒸気量がしきい値を上回る場合に、増圧後の圧縮エアの水蒸気量は結露する可能性が高いと判断し、表示装置38に警告を表示する。この構成により、エアコンプレッサーの動力を低減し、圧縮エアの水蒸気量を監視することができる。
(もっと読む)
緯糸用糸送り部を備えた織機
【課題】織機において、低屈曲性、低伸び性、高脆性等の特性を有した緯糸2を使って織成する場合に、緯糸2の給糸開始部20へ向けた緯糸2の送り込みを確実に行うことができるものであり、また給糸ミスを含んだ給糸異常を確実に判別できるようにする。
【解決手段】緯糸2の給糸開始部20には、緯糸2の先端を把持して杼口13への給糸に待機させる糸端把持部24と、この糸端把持部24から一次側に離れて配置されて緯糸2の給糸時に同じ糸長の緯糸2のみを通糸させる糸導入部25とを有して画成される糸整流区間21が設けられており、この糸整流区間21の一次側には、緯糸2を非張力状態に保持させながら糸整流区間21へ向けて送り込む消極型糸送り部3が設けられたものとする。
(もっと読む)
織機における緯糸貯留装置
【課題】緯糸を回転ドラムの緯糸係止ピンに確実に係止できる緯糸貯留装置を提供する。
【解決手段】緯糸Y1の緯入れ開始に先立ち、緯糸係止ピン21が回転ドラム13の外周面13A上に進出し、ソレノイド機構34が緯糸案内レバー15の規制を解除する。緯糸案内レバー15はスプリング35により回転ドラム13の軸心Xに向けて移動され、糸押さえ33が緯糸Y1を回転ドラム13側に移行する。カムフォロア32はカム14の導入開口カム部から溝カム部に導入され、緯糸案内レバー15の位置が保持される。緯糸Y1が一定量巻付け、貯留された時点で、緯入れノズル1によって緯入れが開始される。回転ドラム13への緯糸Y1の巻付け貯留は、継続して行なわれ、緯糸Y1の緯入れが終了する前に停止される。従って、緯糸Y1の案内がカム14によって行なわれるため、緯糸Y1を緯糸係止ピン21へ確実に係止させることができる。
(もっと読む)
無撚糸状織物の製造方法及び製造装置
【課題】 繊維そのものを利用して無撚糸織物に類似した新規な繊維製品を製造することを可能にする製造方法及び製造装置を提供する。
【解決手段】 経糸10を支持する支持体12と、緯糸を打ち込むための筬16と、経糸10の杼口から、緯糸にかえて分散した繊維を空気流を利用して杼口内に送り込む、繊維の供給機構20、22とを備え、杼口に繊維を送り込んだ後、筬打ちして杼口から送り込まれた繊維を織り込み位置に集めて集合繊維とし、次いで、前記集合繊維を経糸に織り込む操作に連動して、前記繊維の供給機構20、22を制御する制御部28を備える。
(もっと読む)
3次元製織のための織機およびその製織方法
【課題】3次元生地の製造のための織機と、製織方法を提供する。
【解決手段】横糸が横入れされるとき、あらかじめ所望の二次元の行路が与えられており、たて糸12の位置は、横糸経路23に適合している。横糸経路は、たて糸の間のひ口に延びる筬羽44によって定められ、筬羽は共通のバー45に配置されて互いに独立して位置決めすることができ、筬羽の位置決めによって、所望の横糸経路の調整が可能となる。筬羽およびバーは、同時に筬43を構成し、織り前で横糸を織り出すために用いられる。
(もっと読む)
エアジェットルームにおける緯糸把持装置
【課題】機械的な緯糸把持に用いられる空気を緯入れ安定化のために有効利用できるようにする。
【解決手段】ピストン48,49は、ピストンハウジング46,47内を圧力導入室54,55とばね収容室56,57とに区画しており、ばね収容室56,57には圧縮ばね58,59が収容されている。電磁三ポート弁63,66は、排出用エア供給チューブ68,70及び逆止弁69,71を介して緯入れ用エア供給チューブ29,32の途中に合流接続されている。電磁三ポート弁63が消磁状態では、圧力エアがピストン48を圧力導入室54側からばね収容室56側へ移動させながら圧力導入室54へ供給され、緯糸が把持される。電磁三ポート弁63が励磁状態では、圧力導入室54内の圧力エアが排出用エア供給チューブ68及び逆止弁69を介して緯入れ用エア供給チューブ29へ排出される。
(もっと読む)
ジェットルームにおける緯糸検出装置
【課題】経糸列を掻き分けて経糸の開口内に対して出入りする支持ケースに対して光ファイバーを光透過性能を低下させることなく挿通できるようにする。
【解決手段】金属製の支持ケース20は、一方の分割片24と他方の分割片とを結合して構成されている。一対の分割片間には収容通路29が形成されており、収容通路29には第1連絡通路30及び第2連絡通路31が連ねられている。収容通路29及び第1連絡通路30には投光用グラスファイバー21が通されており、収容通路29及び第2連絡通路31には受光用グラスファイバー22が通されている。収容通路29には挿し入れ開口32が連ねられている。挿し入れ開口32は、筬羽141側に開口する開口部36と、支持ケース20の先端側から基端側へ延長する方向へ開口する開口部37とを備える。
(もっと読む)
緯入れ不良検出装置の異常検知方法
【課題】簡単な構成により第2緯糸検出装置の異常の有無を診断できるようにした異常検知方法を提供する。
【解決手段】ステップ1は、制御装置においてロング緯入れ指令信号が発信される。この段階で、緯入れノズルによる緯入れを開始するとともに緯糸測長装置による緯糸測長量を第2緯糸検出装置に到達可能な長さのロング緯入れ用に制御する。ステップ2は、ロング緯入れ長さの緯糸を測長したか否かを検出する。制御装置はロング緯入れ長さを検出すると緯入れを終了する。ステップ3は、第2緯糸検出装置の緯糸検出信号の有無を検出する。制御装置は第2緯糸検出装置の緯糸検出信号を受信した場合、第2緯糸検出装置が正常であると診断し、緯糸検出信号を受信しない場合、第2緯糸検出装置が異常であると診断する。制御装置は第2緯糸検出装置の異常を診断すると、織機の停止信号を発信し、織機を停止する。
(もっと読む)
流体噴射式織機の緯入れ装置
【課題】主軸の回転数に基づいて緯入れ条件を変更する流体噴射式織機において、緯入れ条件に関する予備設定作業を簡略化することができる緯入れ装置を提供すること。
【解決手段】緯入れ関連装置を制御するための緯入れ条件を選択する緯入れ制御器を備えた流体噴射式織機の緯入れ装置において、主軸の回転数に関する境界値と境界値に対する大小関係に対応した緯入れ条件とを予め記憶している記憶器と、境界値と主軸の回転数とを比較して境界値に対する大小関係に対応した信号を緯入れ制御器に出力する比較器とを備え、緯入れ制御器は、比較器からの大小関係に対応した信号の入力を受けて、記憶器から対応する緯入れ条件を選択することを特徴とする。
(もっと読む)
物品担持織物用織機及び製織方法
【課題】本発明は、複数の物品を糸長方向に所定間隔で担持した複合糸を正確に位置合せして緯入れすることで多数の物品を担持した織物を効率よく製織することを可能とする。
【解決手段】物品担持用織機は、複数の経糸Aをビーム10から配列して送り出し経糸Aを開口機構14により開口させ、緯糸Bをボビン20より給糸して開口された経糸Aの間にレピアヘッド22により緯入れし緯糸Bを経糸Aの間に筬25により筬打ちして織成する。所定本数の緯糸Bを織成した後、複数の物品を糸長方向に所定間隔で担持した複合糸Cをリール30から給糸して開口された経糸Aの間にレピアヘッド40により緯入れし複合糸Cを打ち込みグリッパ37により打ち込む。その際に給糸される複合糸Cの物品を検知センサ38により検知し、複合糸Cの物品が給糸経路の所定位置に設定されるように給糸制御する。
(もっと読む)
多色緯入れ織機における緯入れ条件の設定方法
【課題】多色緯入れ織機において、記憶媒体に複数の緯入れ条件が制御値と選択番号とを対応させた形で記憶されている場合に、記憶媒体に記憶されている特定の緯入れ条件の制御値を作業者が緯入れ制御部に対し思い通りにかつ容易に設定できるようにする。
【解決手段】緯入れ時に動作する緯入れ系列を2以上備える緯入れ装置と、各緯入れ系列に属する緯入れ関連装置の動作用制御値の設定器と、制御値が各緯入れ系列に割り当てられた選択番号に対応する形で緯入れ条件として予め設定される緯入れ制御部とを含む多色緯入れ織機において、記憶装置に記憶されている緯入れ条件から選択された選択番号に対応する制御値のうち設定対象のものを読み込むステップと、設定指令信号の発生に伴い、前記ステップで読み込まれた制御値を、指定された選択番号の緯入れ系列における設定対象のものとして緯入れ制御部に対し設定するステップとを設定器が実行する設定方法。
(もっと読む)
多色緯入れ織機における緯入れ条件の設定方法
【課題】多色緯入れ織機において2本の緯糸と、それら緯糸を通していた2つの緯入れ系列との関係を入れ替えた場合に伴う、緯入れ条件の設定変更作業を容易化すること。
【解決手段】複数の緯入れ関連装置からなる緯入れ系列を複数備える緯入れ装置と、緯入れ系列の選択番号を定めた緯入れパターン及び緯入れ系列の緯入れ関連装置の動作用制御値を設定する設定器と、選択番号に対応する形の制御値及び緯入れパターンが設定され且つ制御値に従って緯入れ関連装置による緯入れを実行させる緯入れ制御装置とを含む多色緯入れ織機において、入れ替える緯糸に対応する2つの緯入れ系列を作業者が設定器において選択するステップと、このステップに基づく入替指令信号の発生に伴い、既に選択された2つの緯入れ系列について入替対象である緯入れ関連装置の制御値を入れ替えることが、設定器によって実行されるステップを含む緯入れ条件の設定方法。
(もっと読む)
レピア織機の緯入れ方法及びその装置
【課題】緯糸を把持可能な位置へもたらす緯糸案内部材と筬との位置関係に起因して生じる緯糸の屈曲や緯糸と筬等との摺動を少なくし、緯糸の損傷を防止する。
【解決手段】レピア織機の緯入れ装置1において、緯糸案内レバー3の先端部の案内孔4に緯糸2を挿通して、織布6に連なる緯糸2をレピアヘッド7による捕捉が可能な位置へ案内するために、第1の位置P1(退避位置)と第2の位置P2(案内位置)との間で緯糸案内レバー3を往復運動可能に構成し、緯入れ開始時に、案内孔4を第2の位置P2に位置させて、第2の位置P2で緯糸2をレピアヘッド7により捕捉させ、その後、筬打ちが行われる前に、緯糸案内レバー3を駆動して、案内孔4を第1の位置P1へ向けて移動させて、緯糸案内レバー3と筬12との位置関係に起因して生じる緯糸2の屈曲や緯糸2と筬12等との摺動を少なくし、屈曲や摺動による緯糸2の損傷を防止する。
(もっと読む)
織機の緯入れ状況表示方法
【課題】 織機における緯入れ状況に関する統計値の大きさを時間軸上でグラフィック表示し、統計値に異常がみられる場合に、その原因の判別を容易化できるようにする。
【解決手段】 緯入れ毎に検出された緯糸の到達時期に基づいて所定のサンプリング期間毎の前記到達時期に関する統計値を算出し、製織の経過に伴って順次算出された前記統計値を時系列的に記憶していくと共に、その記憶された前記統計値の大きさを時間軸上で経時的にグラフィック表示する表示装置を備えた織機において、緯糸の飛走を変動させる要因に関する情報(給糸体の切り換わりに関する情報、緯入れ条件のリセット操作に関する情報、及びこれら以外の製織条件の変更に関する情報)を、前記統計値の表示画面と同一画面上に表示する。
(もっと読む)
ジェットルームにおける緯入れ方法及び緯入れ装置
【課題】緯入れの安定化を図りつつ空気消費量を一層低減する。
【解決手段】緯入れ用補助ノズル群15〜18は、供給経路33及び電磁開閉弁21,22,23,24を介して、空気供給タンク30に接続されている。緯入れ用補助ノズル群15〜18は、供給経路33の一部、供給経路33に合流する供給経路34、供給経路34上の逆止弁35及び電磁開閉弁25,26,27,28を介して、空気供給タンク31に接続されている。空気供給タンク30の圧力は、空気供給タンク31の圧力よりも高くしてある。緯入れ用補助ノズル群15〜18における空気噴射期間中の前半は、空気供給タンク30から緯入れ用補助ノズル群15〜18へ空気が供給され、空気噴射期間中の後半は、空気供給タンク31から緯入れ用補助ノズル群15〜18へ空気が供給される。
(もっと読む)
流体噴射式織機における緯糸引戻し装置の操作方法
【課題】流体噴射式織機の停止中に緯糸が緯入れノズルから抜けないように引戻しする
【解決手段】織機の停止信号により、制御装置31は製織運転中の緯糸引戻し装置22の高速駆動モードを停止中の低速駆動モードに切り換える。例えば、停止中に不良緯糸除去作業が行われる時、制御装置31は低速駆動モードによる回転数指令をドライバー30に発信する。ドライバー30は低速の回転数指令に対応したパルスレートに変更してステッピングモータ26を駆動するため、可動部材29は低速で緯糸引戻し位置から緯糸開放位置に変位し、緯糸Yの屈曲状態を解消する。不良緯糸除去作業が終了すると、制御装置31は低速駆動モードに基づく回転数指令をドライバー30に発信してステッピングモータ26を低速で回転し、可動部材29が緯糸開放位置から緯糸引戻し位置へ低速で変位されるため、緯糸Y1を安定した状態で正確に引き戻すことができる。
(もっと読む)
レピア織機で緯糸を挿入する装置及び方法
【課題】緯糸2をレピア織機の杼口10に挿入する装置1を提供すること。
【解決手段】本装置1は、挿入方向へ移動可能なレピア・テープ3bと、同テープに設けたレピア・ヘッド3aと、レピア・テープ又はレピア・ヘッドに設けられる少なくとも1つの案内部分5とを具備し、且つレピア・テープ又はレピア・ヘッドを杼口の中で案内するために、案内部分と協働する複数の案内要素6.1〜6.i+1を具備し、案内要素による案内部分の案内は、レピア先端
が杼口の中で少なくとも14cmの距離に来るまで開始が遅らされる。
(もっと読む)
ジェットルームにおける緯入れ制御装置
【課題】緯糸経路変更装置に用いられる位置制御可能なアクチュータが取り外された場合にも織機の運転に支障を来さないようにする。
【解決手段】回転されて緯糸Ya,Ybの経路を変更する経路変更体20は、ステッピングモータMa,Mbのモータ軸191に止着されている。制御コンピュータCoには入力装置31及び表示装置32が信号接続されている。表示装置32の画面には、入力装置31を入力操作して制御コンピュータCoに入力設定された情報が表示されている。表示装置32の画面に表示されている符号「Md」の下に表示されている符号「無」は、ステッピングモータMdにおけるロータリエンコーダ19からの位置情報の取得を行なわない制御非遂行モードに設定されていることを表す。
(もっと読む)
織機の緯入れ状況表示方法及びその表示装置
【課題】 織機における緯入れ状況に関する統計値の大きさを時間軸上でグラフィック表示する表示機能を備えた表示装置において、上記統計値に異常がみられる場合に、その異常の原因の判別を容易化できるようにする。
【解決手段】 緯入れ毎に検出された緯糸の到達時期に基づいて所定のサンプリング期間毎の前記到達時期に関する統計値(平均値、最大値・最小値、標準偏差)を算出し、製織の経過に伴って順次算出された前記統計値を時系列的に記憶していくと共にその記憶された前記統計値の大きさを時間軸上で経時的にグラフィック表示する緯入れ状況表示装置を備えた織機において、前記統計値の大きさがグラフィック表示されるのと同じ前記時間軸上に、前記各サンプリング期間において発生した織機の停台の発生状況を、その停台回数が視認可能な状態で表示する。
(もっと読む)
1 - 20 / 41
[ Back to top ]