
Fターム[4L056DB10]の内容
Fターム[4L056DB10]に分類される特許
1 - 3 / 3
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
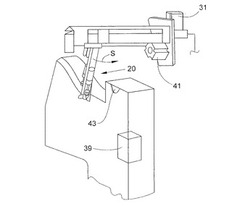
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。 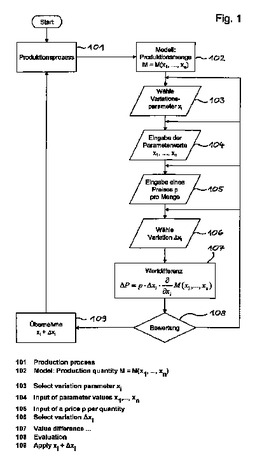 (もっと読む)
(もっと読む)
糸を監視する繊維機械

紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
1 - 3 / 3
[ Back to top ]