
Fターム[5H615QQ01]の内容
電動機、発電機の製造 (29,087) | 巻線、コイルの製造 (3,213) | 導体の種類 (984)
Fターム[5H615QQ01]の下位に属するFターム
素線 (488)
剛性導体(型巻コイル) (484)
Fターム[5H615QQ01]に分類される特許
1 - 12 / 12
電動機用のステータおよびステータの製造方法
【課題】占積率の向上を図ることができる電動機用のステータおよびステータの製造方法を提供すること。
【解決手段】ステータ2は、ステータコア4と、積層造形法によりステータコア4の内周面4A(突極7の巻きつけ面11)に導電性粉体Hを噴射して固着させることによってコイル状に形成された導電層41,42,43と、前記導電層を被覆する絶縁層31,32,33,34とを含む。
(もっと読む)
モータの製造方法およびモータ

【課題】特性の異なるモータを容易に提供することができるモータの製造方法を提供すること。
【解決手段】モータの製造方法は、固定子を形成する固定子形成工程と、回転子を形成する回転子形成工程と、固定子と回転子とをハウジング内に配設する配設工程とを含む。固定子形成工程は、固定子コアに第1の固定子巻線を取り付けて固定子を形成する第1工程と、この第1工程で用いる固定子コアと同一の固定子コアに第1の固定子巻線と異なる第2の固定子巻線を取り付けて固定子を形成する第2工程とを選択的に実行する。
(もっと読む)
コイル部材の形成方法及びその組立装置
【課題】平角線をエッジワイズ状に巻回する際に、広い範囲で断面形状の変形を抑制しつつコイル部材を形成する。
【解決手段】組立装置は、送り部60と、案内部50と、支持部材51と、曲げ部40とを有している。支持部材51は、平角線10の曲げ半径を規定する芯部材Cと、両側で平角線を拘束する拘束部材51a,51bとを有している。また、曲げ部40には、押圧円板41と、断面コ字状の押圧溝板42とが設けられている。曲げ部40の回転台46を時計回りに回転させ、押圧円板41および押圧溝板42により、平角線10を芯部材Cに押しつける。これにより、平角線10が曲げられる。このとき押圧溝板42および押さえ板58により、拘束部分である支持部材51の前後での水平性を保つことで、拘束部分での膨らみが均一化でき、絶縁劣化を防ぐとともに歪みの少ないコイルを形成することができる。
(もっと読む)
ステータ製造方法、及びステータ製造装置
【課題】 積層鋼板で形成されたステータコアのティース部に発生した反りが大きい場合でも、インシュレータをティースに確実に挿入できるステータ製造方法、及びステータ製造装置を提供すること。
【解決手段】 インシュレータ20が、係合孔20eを形成する縁部のうち、ティース部26aの根元側であって、積層鋼板が積層されている方向と直交する縁部に凸部20dを有し、コイル挿入装置34がインシュレータ20を把持し、凸部20dがティース部26aの先端上面または下面から離れた位置にくるように、インシュレータ20を移動させる第1工程と、凸部20dをティース部26aの先端上面または下面と当接する方向に所定距離移動させる第2工程と、インシュレータ20をティース部26aに所定長さ挿入する第3工程と、コイル挿入装置34が、ステータ部26aの反対側に位置するティース部26Aaの先端面と当接しながら、インシュレータ20をティース部26aの定位置まで挿入する第4工程と、を有する。
(もっと読む)
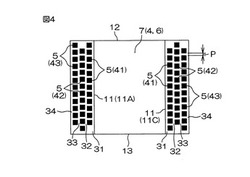
ステータコイルのコイルエンド成形装置
【課題】コイルピッチを維持しながらコイルエンド予定部分を非直線状に成形できるようにする。
【解決手段】コイルエンド予定部分23aの折り曲げ加工時に、幅方向(矢印D2方向)に加圧してコイルエンド予定部分23aを非直線状に成形する工程(第1工程)と、絶縁被覆導体線23のスロット収容部分23bをスロット収容部外側方向から内側方向(矢印D4,D5方向)加圧する工程(第2工程)と、を備える。1回の加工で第1工程と第2工程とが行われ、コイルピッチPを維持しながらコイルエンド予定部分23aを非直線状に成形することができる。
(もっと読む)
インバータ駆動モータの絶縁設計方法及び製造方法
【課題】モータ巻線ターン間の部分放電特性を正確に測定することを目的とする。
【解決手段】モータ巻線ターン間部分放電計測装置は、パルス電圧を印加することによりモータの巻線にサージ電圧を発生させるサージ電圧発生装置と、上記モータの巻線ターン間の部分放電電流を検出するための部分放電電流検出器と、を有し、上記サージ電圧発生装置は、インバータ駆動時にモータ端で観測されるサージ電圧の立ち上がり時間に相当する立ち上がり時間および立ち下がり時間を有するサージ電圧を、繰り返し周波数が50Hz〜20kHzにて、モータの巻線に発生させる。
(もっと読む)
分割固定子製造方法
【課題】 成形済みコイル間の隙間を、例えば、0.2mm以上確実に確保できる分割固定子製造方法を提供すること。
【解決手段】固定型21と可動型22内にインサートされた、分割コア10にインシュレータ12を介して装着されたエッジワイズコイル13の周囲に、樹脂モールドを成形する分割固定子製造方法において、エッジワイズコイル13Aの外周面であって、製品状態で他のエッジワイズコイル13Bと隣り合う面の一部を、可動型22の突状部22aに形成された凸条22bの上辺部と直接接触させた状態で、樹脂モールド成形するので、エッジワイズコイル13の各巻線13c、13d、13e、13f、・・・に対して、各々押圧力を与えるが、エッジワイズコイル13の各巻線13c、13d、13e、13f、・・・は、凸条22bにより位置決めされているため、凸条22bの上辺部より、外側に移動することがない。
(もっと読む)
電機子及び直流モータ
【課題】モータ特性を大きく悪化させることなく、延出接続部の材料(材料費)の無駄を抑えることができる電機子を提供する。
【解決手段】電機子は、放射状に延びる複数のティースを有する電機子コアと、ティース部に巻回された巻線を連続して構成する導線Dと、複数のセグメント及び該セグメントから延出し巻線同士の間における導線D(渡り線110)が電気的に接続される延出接続部116aを有する整流子とを備える。延出接続部116aは、その断面積S1が自身に接続される導線D(渡り線110)の断面積S2の2倍に設定される。
(もっと読む)
低剛性部品の組付装置及び組付方法
【課題】低剛性部品を歪みの有無にかかわらず相手部品に確実に組み付けること。
【解決手段】バスバー組付装置は、ロボットハンド13を備え、同ハンド13は、閉塞した枠形状を有するバスバー24をステータコアに組み付ける。ロボットハンド13は、バスバー24を、その枠形状の3つの部位にて把持する3つのチャック45を備える。各チャック45は、バスバー24に内接する内径爪48及び外接する外径爪51を含む。内径爪48及び外径爪51により、バスバー24を、内側及び外側から把持すると共にその枠形状を内方又は外方へ矯正してステータコア23に組み付けるようになっている。バスバー24は、ステータコアの被係合穴に凹凸の関係で係合する係合ピン24aを備える。
(もっと読む)
回転電機用コイルとその製造方法、並びに回転電機とその製造方法
【課題】高い導体占積率と形状精度を備え、製作容易かつ大電流使用が可能な導体断面積を備えた回転電機用コイルとその製造方法、並びに回転電機とその製造方法を提供する。
【解決手段】この回転電機用コイルは、回転電機(モータ10等)のステータに用いられる回転電機用コイル(ステータコイル201)であって、この回転電機用コイルは、それぞれにスリットによって所定の配線パターン241が形成された、少なくとも2層のコイルプレート要素211−1,211−2を有し、異なるコイルプレート要素同士は、中間部において離間しつつ内周部および外周部において接合されることで、所定のコイル巻線パターン211aを有するコイルプレート211を構成する。
(もっと読む)
回転電機のステータ及びその製造方法及び交流発電機
【課題】ステータコイルを傷付けずにスロット内でのステータコイルの占積率を向上させてコアへの巻装でき、回転子との間で磁路を形成しやすくすることができる。
【解決手段】本発明は、コアを円環状のアウターコアと外周に複数のスロットを有するインナーコアとによって構成し、インナーコアのスロット内にステータコイルを波巻きにて巻装すると共に、巻始めのスロットにて折り返してスロット内の巻線数が同一となるように巻装する。更にインナーコアにアウターコアを圧入してステータを構成する。このため、ステータコイルの両端にオーバーラップ部分があったとしても容易、かつ、干渉なく装着することができる。また、ステータコイルは、各スロットの周方向両側に荷重を作用させることができるので回転子との間に磁路が形成されても、インナーコアとアウターコアの結合部が離れるのを防止する効果がある。
(もっと読む)
スリーブ部材のかしめ治具及びかしめ方法
【課題】ステータにおけるスリーブ部材の配置位置を精度よく短時間で確定することができるスリーブ部材のかしめ治具及びかしめ方法を提供すること。
【解決手段】かしめ治具1は、ステータ8の巻線コイル82におけるリード線83にスリーブ部材7をかしめるものであり、ステータ8のステータコア81に係合させる治具ベース2と、スリーブ部材7を載置するスリーブ載置台3と、スリーブ載置台3に載置したスリーブ部材7を押し潰す加圧ユニット4とを有している。スリーブ載置台3は、スリーブ部材7を保持するスリーブ保持部31を有している。スリーブ保持部31は、ステータ8の軸方向端部80に対向する位置において、ステータ8におけるスリーブ部材7の配置目標位置Aに形成されている。加圧ユニット4は、スリーブ載置台3の上方を開放する開放位置と、スリーブ保持部31に載置したスリーブ部材7を押し潰すかしめ位置とに移動可能である。
(もっと読む)
1 - 12 / 12
[ Back to top ]