
Fターム[5H615QQ03]の内容
電動機、発電機の製造 (29,087) | 巻線、コイルの製造 (3,213) | 導体の種類 (984) | 剛性導体(型巻コイル) (484)
Fターム[5H615QQ03]に分類される特許
1 - 20 / 484
固定子、固定子の製造方法、及びその製造装置
コアレス電気機械装置の製造方法
ステータの製造方法
【課題】ステータコアの径方向に対するコイルの位置合わせを簡易な手法により行なう。
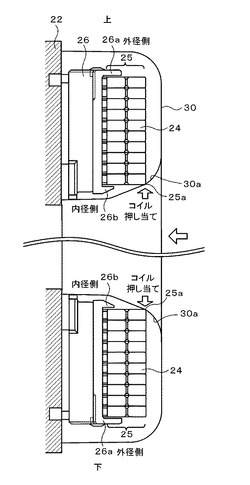
【解決手段】ステータコア22に装着されたコイル24のコイルエンド部25を覆うようにモールド型30を挿入し、モールド型30の傾斜面30aをコイルエンド部25の角部25aに押し当ててコイル24をインシュレータ26の外径側に寄せて位置合わせした上でモールド型30に樹脂を注入して樹脂モールド成形する。これにより、特別な部材を必要とすることなしに、ティース先端面とコイル24のティース先端側の端面とを離間させることができる。この結果、こうして製造されたステータ20を用いて回転電機を構成することにより、渦電流損を小さくすることができ、その効率をより向上させることができる。
(もっと読む)
電気機械用外装導線

【課題】電気機械のステータ組立体の導線を絶縁する方法を提供する。
【解決手段】導線の絶縁方法は、長手方向軸線を備えた導電性コア(50)を用意するステップ及び絶縁材料(58,62)をコアの外面に取り付けるステップを有する。この方法は、絶縁材料の温度を上昇させるステップ及び外部圧力を絶縁材料に加えてコアとの接着を容易にするステップを更に有する。
(もっと読む)
角線の接合構造及び接合方法
【課題】角線同士の接合に必要な絶縁被膜の剥離面積を小さくするとともに、接合後の絶縁処理面積を小さくすることができる角線の接合構造及び接合方法を提供すること。
【解決手段】絶縁被膜11b,12bが施された断面矩形状の平角線11,12の端部同士が溶接された接合体10の接合構造は、端部の一面のみ絶縁被膜が剥離された被膜剥離面11c,12cが対向するように突き合わせられた状態で、平角線11,12の端面に上方からレーザ光Lがスポット的に照射され、平角線11,12が加熱されて溶接されている。
(もっと読む)
コイルの巻線方法及び巻線装置
【課題】平角導線をエッジワイズ曲げ加工しながら螺旋状に積み上げることにより形成するコイルにつき、簡易な構成で巻き崩れなく高速でコイルを巻くこと。
【解決手段】平角導線10をエッジワイズ曲げ加工しながら螺旋状に積み上げることによりコイル1を形成する。このコイル1が形成される過程で、コイル1の振れを抑えるための振れ止め板19を、コイル1の上方にコイル1と隙間Gnだけ隔てて配置する。この場合、コイル1が形成される過程で、振れ止め板19を定位置に固定することにより、コイル1と振れ止め板19との隙間を徐々に減少させる。
(もっと読む)
ステータの製造方法及び製造装置
【課題】スロットにおいて挿入済みのセグメントコイルとこれから挿入されるセグメントコイルとの干渉による損傷を防止し、セグメントコイルの塑性変形を防止すること。
【解決手段】ステータコア10の複数のスロット10aに複数のセグメントコイル9(9A)を順次挿入してステータを製造する。セグメントコイル9(9A)は、スロット10aに挿入される直線部11と、把持手段32,33により把持される被把持部とを含む。スロット10aに複数のセグメントコイル9Aの直線部11を順次挿入する過程で、セグメントコイル9Aの直線部11をステータコア10の半径方向内側へ変形させながらスロット10aへ挿入する。把持手段32,33の把持力を、セグメントコイル9Aが塑性変形する力以下に設定する。スロット10aにて、挿入済みのセグメントコイル9の直線部11と、これから挿入されるセグメントコイル9Aの直線部11との間にブレード41を介在させる。
(もっと読む)
回転電機およびそのステータコイルの結線ユニットの製造方法
【課題】この発明は、バスバーの絶縁ホルダへの装着完了後の外部給電端子あるいはコイル接続端子の曲げ工程を不要として、組立性を向上でき、かつ低コスト化を図ることができる回転電機およびそのステータコイルの結線ユニットの製造方法を得る。
【解決手段】ステータコイルの各相に対応して設けられるバスバー31U,31V,31Wは、それぞれ、不完全円環状に形成された基部31b、基部31bの周方向一端から径方向内方に延出する外部給電端子32U,32V,32Wおよびそれぞれ基部31bから径方向外方に延出し、基部31bの周方向に所定の間隔で配列され、集中巻コイルのコイル端末に接続される複数のコイル接続端子32bを有し、外部給電端子32U,32Vが、絶縁ホルダ33の径方向内方に位置するバスバー31V,31Wの基部31bの欠落部32c上を通って径方向内方に延出するように絶縁ホルダ33に保持されている。
(もっと読む)
ステータの製造方法
【課題】挿入時に絶縁紙がずれにくいステータの製造方法を提供する。
【解決手段】ステータ10の軸方向に位置し、内周側に開口したスロット状溝31と該スロット状溝内へ径方向に進退する第1押込みパンチ1と軸方向に進退する第2押込みパンチ5とを有する挿入治具100を備え、絶縁紙の両端部をステータコイル接触面側に折り返した状態で絶縁紙の中央部を第1押込みパンチ1で内周側から外周側へ押込んで、絶縁紙をスロット状溝内へ挿入する絶縁紙挿入工程と、スロット状溝31とスロット7とを軸方向で位置を合わせ、第1押込みパンチ1を内周側に途中まで抜き戻してから、スロット状溝内へ挿入した絶縁紙を第2押込みパンチ5で軸方向から押込んで、絶縁紙をスロット内に移動させる絶縁紙移動工程とを有する。
(もっと読む)
コイルエンド用熱伝導部材、回転機、及び、回転機の組立方法
【課題】ステータコイルのコイルエンド部をケーシング側に曲げた回転機におけるコイルエンド部からケーシングへの伝熱効率を向上させる構成を実現すること。
【解決手段】ステータコア3の周方向における全周に亘って、コイルエンド部13の各コイルエンド13aとケーシングとの間に熱伝導部材15を配置し、ステータコア3をケーシングに挿入して、各コイルエンド13aとケーシングに熱伝導部材15の金属ブロック19aと外周絶縁部材21aを当接させる。これにより、コイルエンド13aどうしの相間絶縁を確保した状態で、絶縁性のモールド樹脂等よりも高い伝熱効率で、コイルエンド13aとケーシングとの間を熱伝導部材15により熱的に接続する。その際、コイルエンド13aに熱伝導部材15を当接させてステータコア3をケーシングに挿入し、コイルエンド部13の折曲部分13bをケーシング側に折曲したままの形状に保つ。
(もっと読む)
セグメントコイル、セグメントコイルの製造方法及びステータ
【課題】コイルの断面積を大きく設定して大電流を流せるとともに部分放電を防止することができ、また占積率を高めて、モータの性能を向上させることができるセグメントコイルを提供する。
【解決手段】固定子のコア2に設けられたスロット3に装着されるセグメントコイル1であって、隣接するセグメントコイル間の電圧差、及びセグメントコイルとこれに対接するコアとの間の電圧差に応じて、厚みが異なる絶縁被覆層5が設けられている。
(もっと読む)
回転電機のステータの製造方法
【課題】含浸材のコア軸方向への浸透性を向上させることにより、内径側コイル線をより確実に固定し得るようにした回転電機のステータの製造方法を提供する。
【解決手段】本発明のステータ20の製造方法は、ステータコア30に巻装されたステータコイル40のうちスロット31内で最内径側に位置する最内径コイル線41に、コア軸方向の一端側から他端側へ向かうにつれてコア径方向外方側へ傾斜する第1傾斜部42、及びコア軸方向の他端側から一端側へ向かうにつれてコア径方向外方側へ傾斜する第2傾斜部43の少なくとも一方の傾斜部を形成する傾斜部形成工程と、ステータコイル40が巻装されたステータコア30をその軸線が水平方向を向くように配置して前記軸線周りに回転させながらステータコア30の内周側から含浸材64を塗布する含浸材塗布工程と、を有する。
(もっと読む)
曲げ加工装置及び曲げ加工機
【課題】曲げ加工の際に、該素材2が引き込まれることを防止して、曲げ加工時に該素材2に損傷が生じることを防止する。
【解決手段】前記素材2に曲げ加工を施す曲げ加工装置1aは、回動軸5aで連結される第一及び第二の治具3a、4aを備える。このうちの第一の治具3aは、抑え部6と曲げ部7とを有し、第二の治具4aは、抑え部8を有する。前記素材2の曲げ中心Pは、回動中心Oに対し回動側に所定量オフセットして配置される。曲げ加工の際に、前記素材2が前記両治具3a、4aに対し変位しない。
(もっと読む)
回転電機の固定子製造方法
【課題】コイルを固定子の外径側に寄せた状態で固定することを可能とする回転電機の固定子製造方法を提供することである。
【解決手段】U相コイル14、V相コイル16及びW相コイル18をそれぞれ対応するティース12bに巻回する工程と、スロット12cの奥方向へのローレンツ力が作用されるような直流電流をU相コイル14、V相コイル16及びW相コイル18に流しつつ、U相コイル14、V相コイル16及びW相コイル18を固定する工程と、U相コイル14、V相コイル16及びW相コイル18の中性点同士を接合する工程と、を備える。
(もっと読む)
固定子水冷式発電機の上・下コイル接続導体及びその組立方法、固定子水冷式発電機
【課題】設置後の固定子巻き替え作業を含む保守点検作業の容易化を図ったうえで、作業工期短縮化を図り得るようにすることにある。
【解決手段】固定子水冷式発電機用上及び下コイル13,14に銅材料以外の金属材料製の雌ねじ部131,141を設け、この上及び下コイル13,14を連結する第1及び第2の接続銅帯11,12に銅材料以外の金属材料製のねじ構造を有した第1及び第2の雄ねじ部112,122及び113,123を設け、相互間を螺合結合すると共に、第1及び第2の接続銅帯11,12を固定部材15で位置決め固定することにより上及び下コイル13,14を配管接続するように構成したものである。
(もっと読む)
コイル成形方法及びコイル成形装置
【課題】導線に傷を付けることなく予備コイルを金型から取り出すことができるコイル成形方法及びコイル成形装置を提供すること。
【解決手段】カム機構30を用いて複数の金型12をXY軸方向へ移動させ、つづら折形状の予備コイル1を成形するものであって、カム板31のカム溝が、90度曲げ加工を行う場合にカムフォロア35を案内する成形用カム面33と、成形用カム面33からZ軸方向に向かって溝幅を広げるように設けられた型逃げ用カム面51を含み、90度曲げ加工を行った後に、カム板31をZ軸方向に変位させることにより、カムフォロア35が係合するカム溝を、成形用カム面33から型逃げ用カム面51に変更し、その後、予備コイル1から離れる方向にアシストシリンダ55により金型12をY軸方向へ押圧して移動させ、金型12を予備コイル1から逃がす。
(もっと読む)
バスバーの製造装置及びその製造方法
【課題】金型を用いることなく製造が可能であって、その製造工程を簡素化するとともに、複数種類のバスバーを比較的容易に製造する。
【解決手段】バスバーの製造装置20は、角線14を長手方向に繰出す送り装置21と、繰出された角線を把持する第一把持装置30と、第一把持装置30を角線の長手方向に移動させる第一把持移動用アクチュエータ40と、第一把持装置30より下流側の角線を把持する第二把持装置50と、第二把持装置50を角線の長手方向に移動させる第二把持移動用アクチュエータ60と、第一及び第二把持装置の中間の角線に幅方向から接触する接触部材76を角線と直交する方向に往復移動させて角線を側方に突出させる加工用アクチュエータ70とを備える。製造方法は、角線を繰出すことにより角線からなる板状の本体部12aを形成する繰出し工程と、本体部12aの側縁から突出したタブ12bを形成するタブ成形工程を交互に繰り返す。
(もっと読む)
分布巻きコイルを用いた固定子の製造方法
【課題】スプリングバックによる巻緩みを矯正可能な分布巻きコイルを用いた固定子の製造方法の提供。
【解決手段】平角導体Dを九十九折状にエッジワイズ曲げ加工して九十九折部材Cを形成し、九十九折部材Cを複数重ねてコイルサブアシーCSaを形成し、コイルサブアシーCSaを渦巻状に巻いてコイルアシーSaを形成する、分布巻きコイルを用いた固定子100の製造方法において、コイルアシーSaの内径を、内径ガイド部m541で内径規定寸法に規制し、コイルアシーSaの有するティース挿入孔121へ、コイルアシーSaの内周側から内矢m532を挿入し、コイルアシーSaの外周に配置する第1外径巻絞装置M51及び第1外矢機構M52により、コイルアシーSaの外周を周方向に移動させ、ティース挿入孔121へ、コイルアシーSaの外周側から外矢m511及び外矢m513を挿入して位置決めし、コイルアシーSaを整形する。
(もっと読む)
回転電機の固定子コイルの製造方法
【課題】全含浸方式で絶縁処理を行う回転電機の固定子コイルにおいて、固定子コイルの固定子鉄心の外へ露出したコイルエンド部の固定鉄心の端面付近まで絶縁層の膨らみの発生を抑えることのできる固定子コイルを提供する。
【解決手段】素線コイル全体にテープ絶縁材を巻回して主絶縁層が構成された固定子コイルを、固定子鉄心のスロットに装着した状態で絶縁樹脂を含浸硬化して絶縁処理する際に、固定子コイルの装着された固定子鉄心の軸方向の端面から突出した鉄心押え用部材と固定子鉄心から突出した固定子コイルとの間に固定子コイルの固定子鉄心の軸方向の端面付近を押圧する治具を挿入した上で絶縁樹脂の含浸硬化処理を行い、この処理を終えてから治具を取り外すようにする。
(もっと読む)
回転電機と接続導体の製造方法
【課題】固定子鉄心に取付けた絶縁リングの溝内に巻線と接続する導体を挿入して構成する場合、輸送中に微妙に導体が移動する。
【解決手段】絶縁リングの溝内に、回り止め用の突部と前記導体の位置決め用ストッパーを設ける。溝内に挿入する外部接続導体に、外部接続端子と突状の巻線接続部を形成する。また、絶縁ボビンと一体的にストッパーを設け、絶縁リングの軸方向への飛び出しをこのストッパーによって防止する。導体を絶縁リングの溝内に嵌合するとき、導体の巻線接続部に形成された凹み部に絶縁リングの回り止め用突部を収め、且つ前記外部接続導体の端部を前記ストッパーと係合配置する。
(もっと読む)
1 - 20 / 484
[ Back to top ]