
Fターム[5H615QQ26]の内容
電動機、発電機の製造 (29,087) | 巻線、コイルの製造 (3,213) | 巻線装置、方法 (1,702) | 巻型を用いるもの (185)
Fターム[5H615QQ26]に分類される特許
1 - 20 / 185
回転電機の巻線コイル製造方法
ステータの製造方法及び回転機の製造方法
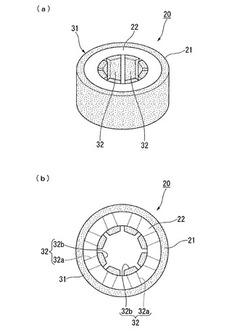
【課題】巻線構造が分布巻きであり、コイルが巻回されていない部分を減ずることが可能なステータの製造方法、及び当該方法によって製造されたステータを用いた回転機の製造方法を提供する。
【解決手段】周方向に沿って複数のティース32が設けられた円環状のステータコア21と、ティース32の周囲及びティース32間に巻回された分布巻きコイル22とを備えるステータの製造方法である。巻線を巻回して予め定められた形状の分布巻きコイルブロックを形成する第1工程と、分布巻きコイルブロックを粉末磁性体に埋没させ、粉末磁性体を分布巻きコイルブロックとともに加圧加熱して分布巻きコイル22と一体化されてなるステータコア21を形成する第2工程と、を有する。
(もっと読む)
コイル成形方法及びコイル成形装置

【課題】導線に傷を付けることなく予備コイルを金型から取り出すことができるコイル成形方法及びコイル成形装置を提供すること。
【解決手段】カム機構30を用いて複数の金型12をXY軸方向へ移動させ、つづら折形状の予備コイル1を成形するものであって、カム板31のカム溝が、90度曲げ加工を行う場合にカムフォロア35を案内する成形用カム面33と、成形用カム面33からZ軸方向に向かって溝幅を広げるように設けられた型逃げ用カム面51を含み、90度曲げ加工を行った後に、カム板31をZ軸方向に変位させることにより、カムフォロア35が係合するカム溝を、成形用カム面33から型逃げ用カム面51に変更し、その後、予備コイル1から離れる方向にアシストシリンダ55により金型12をY軸方向へ押圧して移動させ、金型12を予備コイル1から逃がす。
(もっと読む)
分布巻きコイルを用いた固定子の製造方法
【課題】スプリングバックによる巻緩みを矯正可能な分布巻きコイルを用いた固定子の製造方法の提供。
【解決手段】平角導体Dを九十九折状にエッジワイズ曲げ加工して九十九折部材Cを形成し、九十九折部材Cを複数重ねてコイルサブアシーCSaを形成し、コイルサブアシーCSaを渦巻状に巻いてコイルアシーSaを形成する、分布巻きコイルを用いた固定子100の製造方法において、コイルアシーSaの内径を、内径ガイド部m541で内径規定寸法に規制し、コイルアシーSaの有するティース挿入孔121へ、コイルアシーSaの内周側から内矢m532を挿入し、コイルアシーSaの外周に配置する第1外径巻絞装置M51及び第1外矢機構M52により、コイルアシーSaの外周を周方向に移動させ、ティース挿入孔121へ、コイルアシーSaの外周側から外矢m511及び外矢m513を挿入して位置決めし、コイルアシーSaを整形する。
(もっと読む)
平角線コイルの製造方法及び製造装置
【課題】平角線コイルの端子部における絶縁皮膜を剥離する際、端子部における絶縁皮膜の剥離量を根元側から先端側まで所定の値に安定化して、接合強度上必要な銅体積を確保できるとともに、絶縁皮膜の剥離時間を短縮化することができて、平角線コイル製作の自働化に寄与できる平角線コイルの製造方法及び製造装置を提供すること。
【解決手段】平角線をコイル状に巻き取る巻き線部と該巻き線部から外方に突出する端子部12A、12Bとを備える平角線コイルの製造方法において、平角線コイルを搬送機が搬送する途中に、端子部12A、12Bが搬送機に支持されて切削装置3を端子部12A、12Bの長辺方向又は短辺方向に通過するとき、切削装置3の切削工具が端子部12A、12Bの長辺面又は短辺面に被覆された絶縁皮膜を剥離する。
(もっと読む)
回転電機の固定子及びその製造方法
【課題】小型化、高信頼性で、組み立て作業性が良く、コストダウンを図ることができる回転電機の固定子及びその製造方法を提供すること。
【解決手段】固定子は、ボビン6の外側鍔部6cから中心軸と平行な方向に延び、コイル7から延出するコイル口出し線17と複数のコイル7間を電気的に接続するわたり線18が絡げられた絡げピン15とを有しており、わたり線18が巻き付けられる絡げピン15のわたり線絡げ箇所15aは、コイル口出し線17が巻き付けられる絡げピン15の口出し線絡げ箇所15bよりも、絡げピン15の先端側に設けられている。
(もっと読む)
モータ製造方法、モータ
【課題】平角導線を用いた分布巻きコイルを軸心方向から容易にスロット内に挿入できるモータを提供すること。
【解決手段】平角導線20を三角形状に巻回する第1工程と、三角形状に巻回されたコイル導線をL字形状に折り曲げる第2工程と、L字形状の平角導線20を2つのスロット内導線部を形成するように拡げる第3工程と、を有し、第2工程では、三角形状の最長辺部T1を押圧成形する第1回転治具21の先端当接部21aが、最長辺部T1の同じ位置である当接点T1aに当接していること、三角形状の最短辺部T3の折り曲げ部位と、最短辺部T3を押圧成形する第2回転治具23の回転中心が、同じ位置P1にあること、を特徴とする。
(もっと読む)
回転電機のステータおよびその製造方法
【課題】この発明は、同相のコイル同士の結線を省略でき、生産性を向上できる回転電機のステータおよびその製造方法を得る。
【解決手段】ステータコア2は、円環状のコアバックを周方向にティース4の本数分に分割した形状のコアバック部とコアバック部の内周から径方向に延出する1本のティース4とを有する分割コア7を、ステータコア2の軸心を含みコアバック部の周方向中央を通る平面に直交する回動軸回りに回動可能に、かつ環状に連結して構成されている。ステータコイル6は、それぞれ、導体線を3本のティース4に連続して集中巻きに巻回して形成された6本の相コイルから構成されている。
(もっと読む)
回転電機のコイルエンド構造
【課題】平角線の絶縁被膜に影響を及ぼすことなく小型化を図れる回転電機のコイルエンド構造を提供する。
【解決手段】回転電機は、ステータ1とロータとを備える。ステータ1はステータコア2とコイル3とから成る。ステータコア2には周方向に間隔を存して軸方向に貫通するように複数のスロット2aが設けられる。コイル3は、スロット2aに挿入される一対の脚部41,41と、両脚部41,41を一方の端部で接続する頭部42とからなる複数のU字状コイルセグメント4を接合して構成される。頭部42がコイルエンドを構成する。コイルセグメント4は複数の平角線からなり、各平角線のスロット2a内(脚部41,41)で向かい合う面と、コイルエンド(頭部42)で向かい合う面とが、同一の面とされる。
(もっと読む)
回転電機と回転電機の固定子
【課題】固定子鉄心に巻き線を巻き回す際、コア片から絶縁ボビンが脱落することが想定される。この発明は、固定子の組み立て性を向上することを目的としている。
【解決手段】コイルが巻装されたコア片が円筒形状に複数個配列されてなる固定子と、固定子の内側に間隔を介在して配設された回転子とを備えている回転電機。固定子のコア片には付き合わされた一対の絶縁ボビンが装着されており、一対の絶縁ボビンは、コア片のバックヨーク側からシュー側にかけて斜めにカットされ連続的に高さが増加する第1の側面部と、第1の側面部と対向配置され、コア片のバックヨーク側からシュー側にかけて斜めにカットされ連続的に高さが減少する第2の側面部を、ともに有している。
(もっと読む)
固定子コイルの製造方法及びその製造方法に用いる予備成形装置
【課題】複数のコイル線材よりなる帯状の組み込み体を巻き取る巻き取り工程において、所望の径で安定した巻き取りを行い得るようにした固定子コイルの製造方法を提供する。
【解決手段】本発明の固定子コイルの製造方法は、電気導体線を所定形状に成形して複数のコイル線材50を形成するコイル線材形成工程101と、複数のコイル線材50を組み込んで帯状の組み込み体47を形成する組み込み工程102と、組み込み体47を第1ローラ82の外周面に第1押さえ部材83で押し当てながら巻き付けて組み込み体47を長手方向の全長に亘って円弧状に成形するとともに、組み込み体47の先端部を第2ローラ84の外周面に第2押さえ部材85で押し当てながら巻き付けて組み込み体47の先端部を長手方向に沿って円弧状に成形する予備成形工程103と、組み込み体47を先端部から芯部材に巻き取って巻き取り体48を形成する巻き取り工程104とを備える。
(もっと読む)
ステータコア、ステータ及びステータコアの組付方法
【課題】ヨークとティースとの組付方向の自由度を増加するとともに、鉄損の増加を抑制しつつ加工性を向上し、更に積層鋼板の材質の制約を緩和することができるステータコア、ステータ及びステータコアの組付方法を提供する。
【解決手段】ステータコア11は、外周面から径方向内側に穿設され軸線方向全長に亘って延在する台形状のヨーク側嵌合溝18を複数有する、積層鋼板からなる環状のヨーク16と、ヨーク側嵌合溝18に嵌合する台形柱状のティース側嵌合部21とヨーク16から径方向外側に突出してコイルの巻装される突設部22とを有する、積層鋼板からなる複数のティース17と、ティース側嵌合部21に形成された嵌入凹部24と、ヨーク側嵌合溝18に形成され嵌入凹部24に嵌入してヨーク16に対するティース17の径方向外側への脱落を抑制する嵌入凸部19とを備える。
(もっと読む)
ステータ及びその巻線方法
【課題】巻枠で形成された巻線の形状を変化させずに、巻線をステータに装着すること。
【解決手段】3相の各巻線は、2つの巻線要素6a,6b,7a,7b,8a,8bによってそれぞれ構成される。2つの巻線要素6a,6b,7a,7b,8a,8bは、1個ずつのスロットが電気角でほぼ180°ずれて配置された8個のスロットによって構成される各相用のスロット群に、互いに隣接するもの同士の巻回方向を反転しつつ直列に所定回数ずつ巻回されることで構成される、4つずつのコイル巻回部16a1〜16a4,17a1〜17a4,18a1〜18a4,16b1〜16b4,17b1〜17b4,18b1〜18b4を有する。両端側のコイル巻回部16a1,16a4,17a1,17a4,18a1,18a4,16b1,16b4,17b1,17b4,18b1,18b4は、スロットを共有して収容されている。
(もっと読む)
回転電機のコイル製造方法
【課題】本発明は、主絶縁層の主絶縁テープが全周に亘って均等な厚さにできる回転電機のコイル製造方法を提供することにある。
【解決手段】本発明は、素線絶縁層17で被覆された素線導体16を複数本まとめて素固めコイル15を形成し、この素固めコイル15の角部(18C,22C)に常温では固体で加熱すると流動しさらに高温で加熱すると硬化する第1の絶縁樹脂19を配置し、この状態で主絶縁テープ20を巻き付け、次に、熱硬化性の第2の絶縁樹脂を含浸させてから全体を第1回の加熱を行って前記第1の絶縁樹脂を流動化させ、その後、さらに高温で第2回の加熱を行って前記第1の絶縁樹脂と第2の絶縁樹脂を硬化させて主絶縁層21を形成したのである。
(もっと読む)
ステータの製造方法およびステータ
【課題】占積率の高いトロイダル巻のコイルを同一形状に効率よく形成することができるステータの製造方法およびステータの提供を課題とする。
【解決手段】各相コイル20a,20b,20cの+θ側の巻き始め端部35aと、2相隔てた各相コイル20a,20b,20cの−θ側の巻き終わり端部35bとに、θ方向に沿って順に各相バスリング(母線)67a,67b,67cを接続する各相バスリング接続工程と、各相バスリング67a,67b,67cが接続されていない+θ側の巻き始め端部35aおよび−θ側の巻き終わり端部35bに中性点バスリング(中性点)68を接続する中性点接続工程と、を有することを特徴とする。
(もっと読む)
電動機および換気扇
【課題】巻線間に渡り線を通す際に渡り線に傷が付くのを防止しつつ、堅牢性を確保すること。
【解決手段】第2の巻枠46の4つの内壁部48には、渡り線を通すための内壁切り欠き部48aを中央部に各々設け、内壁切り欠き部48aには、内壁切り欠き部48aの先端から内径方向に突出した切り欠き先端突出部48bを設ける。
(もっと読む)
固定子巻線の巻回方法,固定子巻線の巻回装置及び固定子巻線の製造装置
【課題】固定子巻線の形成に際して、スロット収容部の位置ずれ等の発生を回避し得るようにした回転電機の固定子巻線を製造することができる固定子巻線の巻回方法及び固定子巻線の巻回装置を提供すること。
【解決手段】本発明の固定子巻線の巻回方法及び巻回装置は、複数のスロット収容部51及びターン部52を有する導線50の成形体を、複数のターン部52が周方向に沿って円弧状又は渦巻き状に1周以上巻回するものであって、巻回体の最内周面が押圧される内周押圧部材91と、径方向で重なり合う内周側部970と外周側部971との間に介在する中間押圧部材92と、内周押圧部材91及び/又は中間押圧部材92の外周面に成形体を押圧する外周押圧部材と、を有することを特徴とする。
(もっと読む)
固定子巻線の製造方法、その製造装置および回転電機
【課題】正規寸法に成形された導線同士の干渉を回避しながらも、組み付けを容易にして固定子巻線を製造できるようにする。
【解決手段】組み付け済みの導線集積体CG(一つ以上の導線)を、曲線形状に復元しようとする復元力に抗する方向に変形して保持する変形保持工程と、導線集積体CGの相互間に生じるクリアランス内に導線集積体CGを順次組み付ける順次組付工程とを行う。変形保持具16を用いて変形保持工程を行って、組み付け済みの導線集積体CGを復元力に抗する方向に変形して保持する。こうして導線集積体CG相互間のクリアランスが確保された状態で順次組付工程を行い、ホルダ部材20を用いて導線集積体CGを順次組み付ける。導線集積体CG相互間のクリアランスを確保することで、正規寸法に成形された導線集積体CG同士の干渉を回避しながらも、組み付けを容易にして固定子巻線Wを製造することができる。
(もっと読む)
固定子巻線の製造方法及びその製造装置
【課題】固定子巻線の形成に際して、スロット収容部の位置ずれ等の発生を回避し得るようにした回転電機の固定子巻線の製造方法及び製造装置を提供すること。
【解決手段】本発明の固定子巻線の製造方法及び製造装置は、導線50の成形体を、複数のターン部52が周方向に沿って円弧状又は渦巻き状に巻回する工程を有する固定子巻線40の製造方法であって、スロット収容部51の周方向での位置を規制した状態で、ターン部52を所定の曲率に成形することを特徴とする。
(もっと読む)
回転電機の固定子又は回転子のコイル成形装置
【課題】凹凸形状のコイルを成形するコイル成形装置を提供する。
【解決手段】それぞれ前記コイルエンドを成形加工する、順に並んだ第1金型、第2金型、及び、第3金型と、前記第1金型に連結した、少なくとも第1カム溝が設けられた第1カム板と、前記第3金型に連結した、少なくとも第2カム溝が設けられた第2カム板と、前記第2金型に連結されて、前記第1カム溝、及び、前記第2カム溝によってそれぞれ案内される、第1カムフォロアとを具備するコイル成形装置において、前記第1金型、及び、前記第3金型は、X軸方向に移動自在であり、前記第2金型は、X軸方向、及び、Y軸方向に移動自在であり、前記第2金型がY軸方向に駆動されることにより、前記第2金型が、前記第1金型、及び、前記第3金型との間で、前記コイルを90度曲げ加工して前記直線部を成形することを特徴とする。
(もっと読む)
1 - 20 / 185
[ Back to top ]