
国際特許分類[B05B5/12]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 霧化装置;噴霧装置;ノズル (8,080) | 静電噴霧装置;電気的に噴霧を荷電させる手段を有する噴霧装置;他の電気的手段により液体または他の流動性材料を噴霧する装置 (1,441) | 対象物に液体または他の流動性材料を適用するための設備 (349) | 中空体の内部の被覆に特に適合するもの (6)
国際特許分類[B05B5/12]に分類される特許
1 - 6 / 6
鋼管鉄塔内面塗装装置
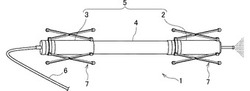
【課題】 適正かつ作業性よく鋼管鉄塔の主柱内面を塗装する。
【解決手段】 主柱との間で静電界を形成して、霧化した塗料を帯電させて静電塗装する塗装機本体2と、所定量の塗料を蓄え、塗装機本体2に対して塗料を供給する塗料タンク4と、伸縮自在で主柱の内面を押圧して、塗装機本体2を主柱内の軸心側に保持するアームセット7と、を備え、塗装機本体2と塗料タンク4とアームセット7とは、一体の塗装ユニット5として主柱内を移動可能となっている。
(もっと読む)
粉体塗装装置

【課題】ワークの内面に全面に亙って粉体塗料を付着させることができる粉体塗装装置を提供する。
【解決手段】ワーク51の内面に静電粉体塗装を行なうに際して、帯電した粉体塗料Fをワークの内面に吹き付けて付着させるための装置であって、ワークの内側に挿入される粉体塗料吐出ノズル11を有し、この粉体塗料吐出ノズルからワークの内面に向けて放射状に粉体塗料を吐出することを特徴とする。ワークとしては例えば、内周面にスロットを備えるインナースロットモーターコアである。
(もっと読む)
溶射方法
【課題】被加工物の筒状部の内周面に溶射被膜を形成する溶射方法であって、該溶射被膜の品質向上を図るべく、該溶射被膜中に形成される突起物をなくし、該溶射被膜中に陥没穴が形成されるのを防いだ溶射方法を提供することを課題とする。
【解決手段】溶射ガン3は、ワイヤー粗材50・50の先端部を中心として回転可能に構成され、回転するとともに、圧縮空気が噴出される状態の溶射ガン3においてアーク放電を開始し、アーク放電開始後の溶射ガン3を被加工物100の筒状部100A内に挿入することで、筒状部100Aの内周面100aに溶射を行い、前記アーク放電開始時における溶射ガン3の回転速度を、前記アーク放電開始後における溶射ガン3の回転速度に比べて遅くする。
(もっと読む)
管およびその製造方法、塗布装置
【課題】遮断性および耐液性に優れ、曲げや接合を容易にすることができる管およびその製造方法、塗布装置を提供する。
【解決手段】流体を流通させる筒状の管本体Bの内側に、プラズマ成膜法により成膜され、前記流体に対する遮断性および耐性を有する膜Fが形成されていることを特徴とする。
(もっと読む)
塗装装置
【課題】ランプ用バルブ等の中空体の内面に被膜を形成するにあたって、従来の塗装装置に比べて工程が少なく、中空体の内面に塗料を均一に塗布することができると共に、余剰分の塗料を再利用することができる塗装装置を提供する。
【解決手段】開口部1を設けて形成される中空体2の内面に塗料3を塗布する塗装装置に関する。上記開口部1を通じて中空体2の内部に挿入される棒状の支持部材4と、支持部材4の先端部に支持される静電塗装用ノズル5と、静電塗装用ノズル5を回動させるノズル回動機構6と、静電塗装用ノズル5から噴霧された塗料3のうち中空体2の内面に塗布されずに残ったものを回収すると共にこの塗料3を再度静電塗装用ノズル5に供給する塗料リサイクル機構7とを具備する。
(もっと読む)
金型の離型剤塗布装置
【課題】油系離型剤を適正な量で金型の成形面に均一に塗布する金型の離型剤塗布装置を提供する。
【解決手段】金型の離型剤塗布装置1は、少なくとも一対の金型3の成形面5の側を予め決められた間隔をあけて相対向して配置する。この間隔内に前記各金型3の成形面5に向けて油系離型剤を帯電せしめて吐出すべく高電圧を付与するノズル7を支持する支持部材11,13を配置する。この支持部材11,13を前記金型3の長手方向へ往復動自在であると共に前記ノズル7が各金型3の成形面5に向くように前記支持部材11,13を前記金型3の長手方向に対してほぼ垂直方向に旋回可能に設けている。
(もっと読む)
1 - 6 / 6
[ Back to top ]