
国際特許分類[B21B21/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 管のピルガー圧延 (37) | ピルガー圧延における送り機構 (10)
国際特許分類[B21B21/04]に分類される特許
1 - 10 / 10
長寿命のコールドピルガーミルのコントロールボックスのスラスト中空軸

【課題】 素管を圧延する際に発生する力がマンドレルロッド、マンドレルを掴む爪およびスラストチャック止め馬蹄リングを介して、断続的に前方方向へ衝撃を受けて折損を起す欠点の無いスラスト中空軸を提供する。
【解決手段】 コールドピルガーミルの素管の送りおよび回転を制御しているコントロールボックス11のスラスト中空軸1の馬蹄溝部分3の受圧面の角度αを荷重方向に対し45°〜55°の形状とした、長寿命のコールドピルガーミルのコントロールボックスのスラスト中空軸1であり、受圧面の角度αが45°の場合はスラストチャック止め馬蹄リング2に前方方向へ荷重をかけた時のスラスト中空軸1の馬蹄溝部分3のコーナー部4の応力は8MPaであり、50°の場合は9MPaで、55°の場合は12MPaであった。
(もっと読む)
低炭素溶接鋼管、システムおよびその製造方法
本発明は、低炭素溶接鋼管およびその製造方法に関する。引抜台プロセスを利用した溶接鋼管の製造は、単一のパスにおいてわずか20〜35%の縮小が達成可能であるとして、ホーローの直径を縮小するために(機械的性質、特に引張強度および降伏強さを高めるため)複数のパスが必要であることに起因して、エネルギーを多分に必要とするプロセスである。さらに、パス毎の大幅な材料ロスと、鋼管の寸法安定性および表面仕上における不満足な制御が存在する。本発明は、ホーローの誘導および/または抵抗熱処理と、引抜きプロセスを含むプロセス中で必須となる複数のパスを排除するための冷間圧延プロセスとの相乗作用的な組み合わせを提供し、これがエネルギー消費量の著しい削減をもたらす。そして、同時に、改善された寸法安定性、公差の厳密さ、肉厚変動の低減、同心度および材料浪費の大幅な削減を伴う結果物としての鋼管の品質を強化する。 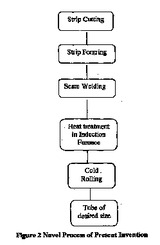 (もっと読む)
(もっと読む)
冷間圧延法による超薄肉継目無金属管の製造方法

【課題】メカトロニクスドライブ方式のコールドピルガミルを用いた高加工度および高能率の拡径圧延法による超薄肉継目無金属管の製造方法を提供する。
【解決手段】圧延の往行程開始直前のみならず復行程開始直前においても管材に送りと回転角を与える機構を有するメカトロニクスドライブ方式のコールドピルガミルによる冷間圧延法であって、一対のロールの噛み込み入口側から仕上げ出口側に向かってその径が拡大又は縮小するテーパ状孔型31を有するロール21と、噛み込み入口側から仕上げ出口側に向かってその径が拡大するテーパ状マンドレル41とを用い、管材の肉厚中心径を拡大させながら肉厚を減じて延伸する超薄肉継目無金属管の製造方法である。上記の方法において、復行程開始直前においても管材に往行程と同等若しくはそれに準ずる回転角及び/又は送りを与えることにより、一層の高加工度圧延、超薄肉化および製品寸法精度の向上を達成できる。
(もっと読む)
圧延機、特に冷間ピルガー圧延機用の駆動システム
【課題】簡略化されて価格の安い構成の冷間ピルガー圧延機用の駆動システムを提供する。
【解決手段】少なくとも一つの前後移動可能な圧延スタンド2と、圧延スタンド2により発生された質量力を少なくとも部分的に補償させる補償重量5を備えるクランクアーム4を有する少なくとも一つのクランク駆動部3と、少なくとも一つの駆動手段6と、圧延スタンド2とクランクアーム4とを関節的に互いに連結する少なくとも一つの推力ロッド7とを備える圧延機、特に冷間ピルガー圧延機用の駆動システム1において、それぞれにクランク駆動部3’、3”、クランクアーム4’、4”、補償重量5’、5”と推力ロッド7’、7”から成る二つのユニットが存在し、これらユニットは駆動システム1の中心平面8の両側に配置されていて、少なくとも一つの駆動手段6により反対方向に駆動される。
(もっと読む)
板ばねを使用したコールドピルガー送り台爪
【課題】送り台爪の開閉にクッションゴムの代わりに長寿命である板ばねを使用したコールドピルガー送り台爪を提供する。
【解決手段】冷延鋼管ラインにおけるコールドピルガー圧延での素管を保持し、送り出す送り台爪の開閉において、板ばね15を用いて送り台爪2の開閉を行うことを特徴とする板ばねを使用したコールドピルガー送り台爪。また、上記板ばねにより、くさび効果を持たせたことを特徴とする板ばねを使用したコールドピルガー送り台爪。
【効果】送り台爪の開閉に板ばねを使用することにより、長寿命化を図ることができ、板ばねの広がり、ヘタリ、曲がり等の変形がなく、開閉異常を起こすことなく圧延が可能となり、生産性の向上を図ることが出来る。
(もっと読む)
耐摩耗性に優れたコールドピルガーミルのバランスウエイト用スライド板およびその製造方法
【課題】 クランクシャフトの回転により72N/mm2もの負荷を支持しながら、高速で上下に往復運動し、常時油潤滑されている環境下で使用される耐摩耗性に優れたコールドピルガーミルのバランスウエイト用スライド板およびその製造方法を提供する。
【解決手段】 鋼材からなるバランスウエイト用スライド板3の母材3aの表面粗度をJIS B 0601に規定するRa=3.2〜6.3μmとしたバランスウエイト用スライド板3の表面に、厚さが200〜250μmで、かつ、表面硬度がHV1000〜1200であるタングステンカーバイト合金溶射皮膜層3bを形成して、該皮膜層3bからなる摺動面を有するものとした耐摩耗性に優れたコールドピルガーミルのバランスウエイト用スライド板3である。
(もっと読む)
コールドピルガーミルでの素管圧延方法
【課題】 本発明は、コールドピルガーミル圧延での連続素管圧延方法を提供する。
【解決手段】 コールドピルガーミルによる素管の圧延方法において、次圧延素管の長さの分だけ先行圧延素管を圧延した後、送り台を後退させて次圧延素管を挿入して自動圧延に入る前に、送り台がロールダイスに向かって前進して次圧延素管の後端に当たったときには送り台に設置した圧力スイッチが作動せず送り台は前進を続け、続いて次圧延素管の先端が先行圧延素管の後端に当たったときには圧力スイッチが作動して次圧延素管の先端が先行圧延素管の後端に当たったことを検出し、送り台が停止するように構成したコールドピルガーミルでの素管圧延方法。
(もっと読む)
マンドレルロッドヘッドの折れ防止方法
【課題】 コールドピルガーミル圧延でのマンドレルロッドヘッドの折れ防止方法を提供する。
【解決手段】 コールドピルガーミル圧延でのマンドレルロッドヘッドの折れ防止方法において、ジョイント部を平面でマンドレルロッドの後端面から押さえて保持する形状とすることを特徴とするマンドレルロッドヘッドの折れ防止方法。また、上記ジョイントの内部に詰め込みすることを特徴とするマンドレルロッドヘッドの折れ防止方法。さらに、上記のジョイントの内部に詰め込みするための対象ロッド径を20mm径以下とすることを特徴とするマンドレルロッドヘッドの折れ防止方法。
(もっと読む)
コールドピルガー精圧前ダイスの前ガイド
【課題】 コールドピルガー圧延材の先端曲がり防止のためのコールドピルガー精圧前ダイスの前ガイドを提供する。
【解決手段】 精圧ダイスを精圧ダイス前ガイドとして複数個設置し、圧延終了地点からガイドまでの距離を短くして圧伸管の振れが少ない時点でガイドに装入することを特徴とするコールドピルガー精圧前ダイスの前ガイド。また、上記精圧ダイス前ガイドの材質を超硬質としたことを特徴とするコールドピルガー精圧前ダイスの前ガイド。
(もっと読む)
コールドピルガーミルのメインクラッチドラムとブレーキドラムのタイボルトによる固定方法
【課題】 コールドピルガーミルのメインクラッチドラムのタイボルトが折損しても、タイボルトの再使用を容易に図って長寿命化する。
【解決手段】 コールドピルガーミルのメインクラッチドラムとブレーキドラムを固定するタイボルトにおいて、長尺タイボルト9aのブレーキドラム1への固定に薄型ハードロックナット13を用い、薄型ハードロックナット13とブレーキドラム1の間に組皿バネ15を挿入し、長尺タイボルト9aに掛かる衝撃力を組皿バネ15で緩和し、さらに長尺カラー14を挿入して長尺タイボルト9aの折損を防止し、仮に長尺タイボルト9aが折損した場合に、長尺カラー14を短尺カラー14aに交換して折損残部長尺タイボルト9cに薄型ハードロックナット13を締め直して復旧できる長尺タイボルトによる固定方法。
(もっと読む)
1 - 10 / 10
[ Back to top ]