
国際特許分類[B21B28/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 効果的状態へのロールまたは圧延装置の保守 (68) | 効果的状態へのロールの保守,例.修理 (61)
国際特許分類[B21B28/02]の下位に属する分類
使用中におけるもの,例.みがき (32)
国際特許分類[B21B28/02]に分類される特許
1 - 10 / 29
ロール管理システム
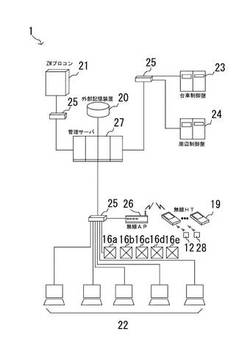
【課題】圧延機に用いられるロールのロール径を示す情報を、作業者に大きな負担をかけることなくトラッキング(追跡)することができるロール管理システムを提供する
【解決手段】ロール管理システム1は、大容量ハードディスクを複数組み合わせた外部記憶装置20、ZMプロコン21、複数のPC22、台車制御盤23、周辺制御盤24、複数の無線HT19、及び、各在荷センサ16a〜16eなどが、複数のHUB装置25又は無線AP26を介して管理サーバ27に有線通信又は無線通信で接続されたシステム構成をなす。管理サーバ27は、ワークロールのロール径を示すタグIDに対応付けて、ワークロールの位置情報を管理する。
(もっと読む)
金属圧延用ワークロールの研磨方法

【課題】より低コストな粗い砥粒を有するラッピングフィルムを用いて目的の粗さを得ることのできる金属圧延用ワークロールの研磨方法を提供する。
【解決手段】ワークロール5を軸回りに100〜2000rpm程度で回転させるとともに、ラッピングフィルム2を、ワークロール5表面上を軸と平行な一方向へ20〜1000mm/minの一定速度で移動させ、かつ、ワークロール5の軸方向にラッピングフィルム2をオシレーションさせつつ、ラッピングフィルム2の研磨面をワークロール5に押し当ててワークロール5を研磨する方法である。
(もっと読む)
銅又は銅合金部材の製造方法とその部材並びに半導体パッケージ
【課題】本発明の目的は、表面粗さが低く、ロールスクラッチのない表面特性を有し、めっきの密着性に優れた銅又は銅合金部材の製造方法とその部材並びにこれをリードフレーム材として備える半導体パッケージを提供する。
【解決手段】本発明は、フィルムラッピング処理された算術平均粗さ(Ra)が0.02μm以上0.05μm未満である表面粗さを有するロールを用いて、圧下量を10〜50μmの範囲内で仕上げ圧延を行う銅又は銅合金部材の製造方法にあり、その製法によって得られ、材料表面に長さが50μm以上及び幅が3μm以上である突起状のロールスクラッチが存在しないこと、更に、材料表面の算術平均粗さ(Ra)が0.05μm以下及び最大高さ(Rz)が0.08μm以下である銅又は銅合金部材にある。
(もっと読む)
圧延ロール研削装置
【課題】再研削の効率を向上させこの再研削による製品精度を飛躍的に向上させることができる画期的な圧延ロール研削装置を提供すること。
【解決手段】複数個が突き合い夫々の外周面に設けた型溝1に合致する形状に圧延する圧延ロール2を研削する圧延ロール研削装置であって、前記突き合う一組の圧延ロール2の双方を砥石4で研削する研削機構5を備え、この研削機構5の砥石4を移動制御して前記双方の圧延ロール2を研削した後、この圧延ロール2の研削結果を測定検査するワーク測定検査部6を備えると共に、このワーク測定検査部6の検査結果に応じて前記ワーク保持部3に前記双方の圧延ロール2を保持したまま移動させて前記研削機構5で再研削するワーク保持部移動機構7を備えた圧延ロール研削装置。
(もっと読む)
ロールショップ管理システム
【課題】圧延装置へのロールの組み込みを迅速に行うことができるロールショップ管理システムを提供する。
【解決手段】ロールショップ管理システム1は、ZM圧延機2における所定の組込位置に所定の組込順序で組み込まれる複数のロール100が導入されるロールショップPを管理サーバ3によって管理する。管理サーバ3は、ZM圧延機2に先に組み込まれるセカンドロール100cを搭載したパレット200が、ZM圧延機2に後に組み込まれるセカンドロール100cを搭載したパレット200よりも先にロール供給トラバーサ65及びロール回収トラバーサ68のいずれかに搬送されるように搬送装置を制御する。
(もっと読む)
ロールショップ管理システム
【課題】圧延装置に対するロールの供給及び回収を迅速に行うことができるロールショップ管理システムを提供する。
【解決手段】ファーストロール100bのロール交換処理では管理サーバ3は、ZM圧延機2に供給するファーストロール100bをZM供給エリア61からチェンジャー69に供給するとともに、ZM圧延機2から回収されたファーストロール100bをチェンジャー69からZM回収エリア62に回収するようにロールショップPを制御する。セカンドロール100cのロール交換処理では管理サーバ3は、ZM圧延機2に供給するセカンドロール100cをZM供給エリア61及びZM回収エリア62からロール組込装置390に供給するとともに、ZM圧延機2から回収されたセカンドロール100cをロール組込装置390からZM回収エリア62及びZM供給エリア61に回収するようにロールショップPを制御する。
(もっと読む)
上下一括ロール洗浄・給脂装置
【課題】ロール洗浄作業及びチョックへのグリス給脂作業を容易にかつ軽作業でかつ能率的に行うことを可能にする。
【解決手段】上下のロール1(ロール1a、ロールシャフト2、チョック3の全体)を連結ロッド4で連結してなる上下一括ロール5を対象として、ロールの洗浄とチョックへのグリス給脂とを行う。上下一括ロール5を支持する左右の支持スタンド21と、上下ロール1の間隔を維持する上下ロール間隔維持装置22と、上下ロールをそれぞれ個別に微速回転させるロール微速回転駆動装置23と、グリスポンプ7及びグリスガン8を持つグリス給脂部9と備えている。上下一括ロール5の上下のロール1を分離させずに、上下一括ロール5のまま作業でき、かつ、ロール洗浄とグリス給脂とを1つの装置で行うことができ、また、ロールを手回しする必要がないので、ロール洗浄とグリス給脂を容易にかつ軽作業でかつ能率的に行うことが可能となる。
(もっと読む)
ロールショップ管理システム
【課題】誤った順序でロールが圧延装置に組み込まれることを防止することができるロールショップ管理システムを提供する。
【解決手段】管理サーバは、無線からロールタグIDを受け付ける(S502)。次に、管理サーバは、所定の順序でファーストロールが第1のパレットからチェンジャーに移載されているか判定する(S503)。管理サーバは、所定の順序でファーストロールがパレットからチェンジャーに移載されていない場合には、無線にエラー信号を送信することにより無線のディスプレイにエラーを表示させる(S504)。
(もっと読む)
ロールショップ管理システム
【課題】圧延装置に対するロールの供給及び回収を迅速に行うことができるロールショップ管理システムを提供する。
【解決手段】交互供給パターンが選択された場合には、研磨済リストに登録されたパレット200が実ストックコンベア63の上段位置63aに供給され、ダル済リストに登録されたパレット200が下段位置63bに供給される。更に、上段位置63aに収容されたパレット200がロール供給トラバーサ65の上段位置65aに移載され、実ストックコンベア63の下段位置63bに収容されたパレット200がロール供給トラバーサ65の下段位置65bに移載される。更に、ロール供給トラバーサ65の上段位置65aに搭載されたロール100はチェンジャー69の供給側上段69aに移載され、ロール供給トラバーサ65の下段位置65bに搭載されたロール100はチェンジャー69の供給側下段69bに移載される。
(もっと読む)
ロールショップ管理システム
【課題】圧延装置に対するロールの供給及び回収を迅速に行うことができるロールショップ管理システムを提供する。
【解決手段】ロール100をZM圧延機2に供給するとともに、当該ZM圧延機2からロール100を回収するチェンジャー69と、ロール100を搭載した複数のパレット200を収容可能に構成された実ストックコンベア63と、実ストックコンベア63とチェンジャー69との間でパレット200を搬送するロール供給トラバーサ65とをZM供給エリア61内に有している。管理サーバ3はZMプロコン4と連携して、実ストックコンベア63にパレット200を収容可能な空き領域が発生した場合に、ロール100を搭載した実パレット200を自動倉庫70から当該空き領域に搬送するようにロールショップPを制御する。
(もっと読む)
1 - 10 / 29
[ Back to top ]