
国際特許分類[B21B35/12]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機の駆動 (41) | 特に金属圧延機に適用される歯車をそなえた伝動装置;そのためのハウジングまたは取付け具 (10)
国際特許分類[B21B35/12]に分類される特許
1 - 10 / 10
圧延機、圧延機スタンド及び圧延機における圧延機スタンドの交換方法
【課題】業界標準の圧延機、業界標準の圧延機スタンド、並びに圧延機における圧延機スタンドの業界標準の交換方法を提供。
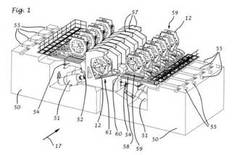
【解決手段】ラインに配置された、中央のカリバー開口部を形成する複数の圧延機スタンド12を備え、これらの圧延機スタンドは、それぞれスタンドスペース57に配置され、それぞれ少なくとも1つの交換位置58,59へ移動可能である、長い材料を圧延するための圧延機において、狭いスペースで圧延機スタンドを簡単に交換することを可能にするため、各スタンドスペース58がインプットクラッチ56を有し、このインプットクラッチが圧延機スタンド側クラッチエレメント11と駆動側クラッチエレメントとを有しており、駆動側クラッチエレメントが軸方向に固定された状態でスタンドスペース57に設けられている。
(もっと読む)
ロール駆動用減速機

【課題】大型のカムワルツギアを用いることなく圧延機駆動に適した駆動力が得られ、従来のものより軽量なロール駆動用減速機を提供する。
【解決手段】1本の入力軸11と互いに回転方向が異なる第1、第2の出力軸12、13を有し、第1、第2の出力軸12、13にそれぞれ連結された上下2本のロール14、15を駆動する減速機10において、
入力軸11からの駆動力を同軸上に第1、第2のピニオン16、17を配置して軸方向に2分し、2分した第1のピニオン16の回転駆動力を偶数個の中間歯車を介して第1の出力軸12に設けられた第1の出力歯車18へ伝達し、第2のピニオン17の回転駆動力を奇数個の中間歯車19を介して第2の出力軸13に設けられた第2の出力歯車20へ伝達している。
(もっと読む)
連続鋳造設備の鋳片圧下装置
【課題】連続鋳造設備の複数のストランドにおいて同一位置に配置されストランド毎に鋳片の搬送速度を調整しながら圧下することが可能な鋳片圧下装置を提供する。
【解決手段】鋳片14〜16を圧下する上下一対の圧延ロール17、18と、上下一対の圧延ロール17、18にその出力軸40、47が連接される減速機22、24とを有する圧下圧延手段19〜21を各ストランド11〜13に備えた連続鋳造設備の鋳片圧下装置10において、複数のストランド11〜13に配置される減速機22、23は、駆動モータ35に連結される主駆動軸23を回転入力源とし、複数の減速機22、23のうち一つを除く減速機は速度調整入力軸49を備えた差動遊星減速機とし、複数の圧下圧延手段19、21の上下一対の圧延ロール17、18を個別に速度調整可能とした。
(もっと読む)
モジュール型圧延機
【課題】単一の圧延機であるにもかかわらず様々な長さの品物を容易に製造でき、また圧延ユニット間で低温熱処理圧延を容易に施せる改良型のモジュール型圧延機を提供する。
【解決手段】動線Pに沿って受け入れた品物を圧延ユニット10a,10b,10c、特にその圧延ローラ14,16によって小断面積化して送り出す。対応段圧延ユニットに連結された歯車ユニット46a,46b,46cをその主傘歯車対44を介し共通の駆動用ライン軸36に機械連結する。各段主傘歯車対44のギア比は圧延ユニット通過に伴う品物速度の上昇に対応すべく段を追って逓増設定する。終段歯車ユニット46cの副傘歯車対54のギア比は中段歯車ユニット46bの主傘歯車対44のギア比と等しく設定する。ライン軸36は傘歯車対44,54のうち何れかにより終段歯車ユニット46cに機械連結させる。
(もっと読む)
モジュール式圧延機
【課題】改良されたモジュール式圧延機を提供する。
【解決手段】モジュール式圧延機は圧延パスラインに沿って配置された複数の個別の圧延部を有する。各圧延部は互いに90°ずらされたロールシャフト18上に設けられた、楕円形のパスと円形のパスを定める少なくとも2組のワークロール14,16を有する。圧延部は各圧延部からパスラインの第1の側に突出する互いに平行な入力シャフト20にロールシャフトを結合する中間ドライブトレインを有する。単一の駆動ラインシャフト30がパスラインに平行であり、パスラインの第1の側にある。出力シャフト42は傘歯車セット44によってラインシャフト30に機械的に結合される。出力シャフト42はラインシャフト30からパスラインに向かって横方向に突出し、個別の継手46によって圧延部の入力シャフト20に結合される。
(もっと読む)
材料圧縮加工装置
【課題】ロールの起動、停止、回転動力のトルク変化、又、ロール回転速度の変動があったとしても、板に粉末圧着不良部が生じないようにした材料圧縮加工装置を提供することを目的としてなしたものである。
【解決手段】対向配置されたロール1a,1b間において、送給された板に粉末を圧着するようにした材料圧縮加工装置であって、モータ6からの動力をピニオンスタンド10を介し各ロール1a,1bに夫々伝える回転動力伝達軸15a,15bからロール1a,1bに至る系統に減速機18a,18bを設ける。
(もっと読む)
圧延機の駆動装置
【課題】モーターと減速機とピニオンスタンドを備えた圧延機の駆動装置において、減速機の歯車を長寿命化して、設備コストを低減することができる圧延機の駆動装置を提供する。
【解決手段】減速機20からの出力が入力されるピニオンスタンド30の入力側歯車を上ピニオン31と下ピニオン33の間で自在に変更できるようになっている。
(もっと読む)
圧延設備用駆動装置
少なくとも一つ駆動モーター(M)と、主伝動機(HG)と、ピニオン式伝動機(KWG)と、ワークロール(AW)を備えた圧延スタンド(G)と、これらの構成機器を接続する連結器、スピンドル等とから構成された圧延設備用駆動装置において、主伝動機(HG)は、一段式に構成されるとともに、駆動軸(AN)が、被動軸(AB)に対して上方に向かって垂直方向の間隔(vA)を開けた形で構成されている。  (もっと読む)
(もっと読む)
システムモニタリング用データ収集システム
モニタシステムの動力伝達装置の運転追跡パラメータのモニタシステムとその方法は、動力伝達装置に取り付けられたセンサユニットを含む。センサユニットには、モニタされたシステムの運転状態に反応してアナログ式信号を発するセンサと、センサによって発せられたアナログ式信号の処理を行う集積局部プロセッサが含まれる  (もっと読む)
(もっと読む)
圧延機、特に熱間作動のためのエッジングミル
【解決手段】 圧延機、特に熱間作動のためのエッジングミルは、中心軸線5でもって垂直方向に配設された、相対して圧下可能なロール3;4の対体を有しており、これらロールが、リンク軸6;7を用いて、少なくとも1つの回転駆動装置8に接続されている。比較的に有利な圧下特性を、比較的に僅かの移動される質量の場合に達成すること、摩擦力を低減すること、および、比較的に良好な梃子運動の挙動を達成することのために、両方のロール3;4のための回転駆動装置8が、工場フロア2の下方で固定式に配設されており、且つ、それぞれ1つの固定式の伝動機構9と、および、それぞれに、リンク軸6;7と駆動的に結合されていることが提案される。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]