
国際特許分類[B21B37/72]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 後端制御;前端制御 (11)
国際特許分類[B21B37/72]に分類される特許
1 - 10 / 11
多段圧延機の圧延方法及び多段圧延機の制御装置
【課題】圧延材の尾端部の圧延を行うに際し、圧延材の通材安定性を確保しつつ圧延を行うことができるようにする。
【解決手段】複数の圧延スタンド2を備えた多段圧延機1にて圧延材8を圧延する方法において、圧延材8を圧延したときの圧延実績値を記憶し、この圧延実績値に基づいて通板安定性を実現できる荷重上限値を予め求めておき、この荷重上限値を超えないように圧延材8の尾端部8aの圧延を行う。また、圧延材8の尾端部8aの圧延を行うに際しては、尾端部8aの圧延開始時の圧延実績値をロックオンしておき、ロックオンした圧延実績値と現状の圧延実績値とを基に荷重上限値を超えないような板厚変化量を求め、この板厚変化量を当該尾端部の圧延を行う圧延スタンドに適用して圧延を行う。
(もっと読む)
調質圧延方法

【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
タンデム圧延機の動作制御方法及びこれを用いた熱延鋼板の製造方法
【課題】微細粒鋼の製造などに必要なタンデム圧延機後段スタンドでの高圧下圧延を可能とするタンデム圧延機の動作制御方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】被圧延材の定常部を圧延するときの各スタンドの出側板厚を決定する第1工程S11、及び、事前締め込み荷重が設定値以下となるように、被圧延材の先端部を圧延するときの各スタンドの出側板厚を決定する第2工程S15、を含み、少なくとも被圧延材の最先端部が各スタンドに噛み込まれるまでは、第2工程で決定した出側板厚となるように被圧延材が圧延され、被圧延材の定常部は第N−m+1スタンドから第Nスタンドによって第1工程で決定した出側板厚へと圧延され、第2工程で決定された第N−m+1スタンドから第Nスタンドまでの出側板厚が、第1工程で決定された出側板厚よりも厚いタンデム圧延機の動作制御方法、及び、熱延鋼板製造方法。
(もっと読む)
仕上連続圧延機の制御装置、制御方法及び制御パターン作成方法
【課題】圧延速度の減速に起因する通板トラブルの発生を抑制し、且つ圧延速度の減速に応じて被圧延材の温度を制御できる仕上連続圧延機の制御装置、制御方法及び制御パターン作成方法を提供する。
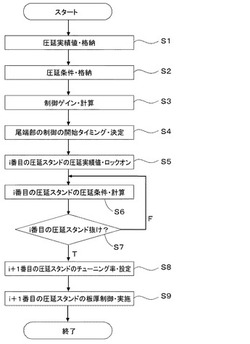
【解決手段】被圧延材100の圧延速度をリアルタイムでモニタする速度モニタ装置11と、被圧延材100が仕上連続圧延機20内を一定の長さ搬送される毎に、減速完了圧延スタンドを被圧延材100が通り抜けたときに圧延速度が尾端抜け速度になるように、減速を開始する減速開始タイミングを算出する算出装置12と、減速開始タイミングにおいて減速を開始するように、仕上連続圧延機20による圧延速度の調節を制御する速度制御装置13と、減速に起因する被圧延材100の温度変化を補償するように、仕上連続圧延機20による被圧延材100の温度調節を制御する温度制御装置14とを備える。
(もっと読む)
熱間圧延機の板厚制御方法
【課題】鋼板の変形抵抗に応じて板厚ネッキングが生じる場合のみ板厚ネッキング補償を実行して、変形抵抗の板厚不良による歩留まりロスを低減する。
【解決手段】ストリップS先端がコイラー20に到達した際の最終仕上圧延スタンドF7噛み込み部からコイラー20までのストリップ長手方向各位置の変形抵抗を計算し、最終仕上圧延スタンドF7噛み込み部の変形抵抗が最も小さくなった場合にのみ最終仕上圧延スタンドF7のロール間ギャップを開く方向に制御する。
(もっと読む)
多段圧延機における板厚制御方法及び板厚制御装置
【課題】多段圧延機において、圧延材の尾端部の板厚制御を確実に行う。
【解決手段】本発明の板厚制御方法は、所定の圧延スタンドにおける圧延材Wの尾端位置のスタンド抜けタイミングを計測し、スタンド抜けタイミングにおける、所定の圧延スタンドより下流側に位置する各圧延スタンド直下での圧延材Wの位置をトラッキング点として着目し、トラッキング点が最終圧延スタンドへ到着した際の圧延材Wの板厚推定値を算出し、算出された板厚推定値から最終圧延スタンドでの板厚目標値修正量を演算し、この板厚目標値修正量を最終圧延スタンドで実現可能か否かを判定し、実現可能な場合には、板厚目標値修正量を用いて、最終圧延スタンドのロールギャップを制御し、実現可能でない場合には、板厚目標値修正量を修正し、修正後の板厚目標値修正量を用いて、最終圧延スタンドのロールギャップを制御する。
(もっと読む)
板圧延方法
【課題】圧延機の上下および左右(作業側、駆動側)における作業ロールのオフセット量の変動を抑制し、被圧延材の反りや蛇行、キャンバー等の圧延不安定現象を防止することが可能な板圧延方法を提供する。
【解決手段】作業ロール1a,1bが被圧延材6を噛み込む前に、該作業ロール1a,1bに、目標とする板クラウンと板形状の少なくとも一方を得るのに必要なロールベンディング力の設定値以上かつ該設定値の予め定めた所定倍のロールベンディング力をロールベンディング力付与機構5により与えておき、作業ロールベアリング1a,1bに垂直方向の拘束力を付与することによって、被圧延材6が作業ロール1a,1bに噛み込む際の衝撃荷重による作業ロールオフセット量の変動を抑制する。
(もっと読む)
連続冷間圧延機の先端自動通板装置
【課題】上位計算機からは、圧延時のワークロールギャップ値を受け取り、圧延ギャップとバイアス定数にてワークロールギャップ値を変更して圧延機噛み込み後、距離タイマーがタイムアップ後に圧延ギャップ設定に戻す事で実現するようにした連続冷間圧延機の先端自動通板装置を得る。
【解決手段】連続冷間圧延機の上下ワークロール間のギャップを調整することにより、圧延材の板厚を制御するものにおいて、管理されているプロダクションデータのうち、圧延ギャップデータを生成して送信する上位計算機(L2)と、上位計算機から送信される圧延ギャップデータを受け取り、受け取った制御用の圧延ギャップデータに対して、通板性を良くする為に、圧延ギャップデータにバイアス値を付加し通板用ギャップデータとすることができる操作端末4を有するプログラムコントローラ(L1)とを備える。
(もっと読む)
タンデム圧延機の板厚制御方法
【課題】 次スタンド咬込み時の出側張力の発生、及び、前スタンド尻抜け時の入側張力の消失に起因する板厚変化を極めて小さく抑えることができるタンデム圧延機の板厚制御方法を得る。
【解決手段】 タンデム圧延機の何れかのスタンドにおいて、被圧延材1の先端が下流側のスタンドまたは巻取装置に到達した際に当該スタンド出側に張力が発生することに起因する当該スタンドの圧延荷重変化及び出側板厚変化を予測し、これら予測値に基づき出側板厚の変化を相殺するように当該スタンドのロールギャップを前記出側張力の発生タイミングに合わせて操作する。
(もっと読む)
管の延伸圧延機の圧延制御方法
1 - 10 / 11
[ Back to top ]