
国際特許分類[B21B37/78]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 管圧延の制御 (18)
国際特許分類[B21B37/78]に分類される特許
1 - 10 / 18
コールドピルガー圧延管を製造する方法及び装置
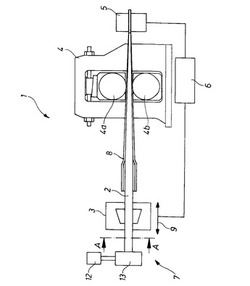
【課題】コールドピルガー圧延時に、変形加工工程中に得られた測定データに基づいて、少なくとも1つの変形加工工具の位置調節を可能にする、自動化可能な製造方法及びこのために好適な装置を提供する。
【解決手段】少なくとも1つのマンドレル受け3に少なくとも1つの位置調節装置7が作用結合されており、この位置調節装置7が、測定装置5に接続されているようにした。
(もっと読む)
管圧延プラント
本発明は、典型的には中から大直径を有する継目無管を圧延するためのプラントに関する。プラントは、半完成管をマンドレル圧延するための調整可能なロールを有する主圧延機を備える。このプラントはまた、主圧延機の下流に位置決めされそれと直列する、ロールが固定された引抜き/縮小機を備える。引抜き/縮小機は、半完成管をマンドレルから引抜き、その直径を完成管のための値に近い所定の値まで縮小するように設計される。最後に、このプラントは、ロールが調整可能な定寸機を備える。定寸機は、引抜き/縮小機の下流に、それに対してラインから外れて位置決めされる。この定寸機は、ロールの径方向位置を調整し、出て行く管の直径を規定するように設計される。本発明はまた、継目無管を圧延するための方法に関する。 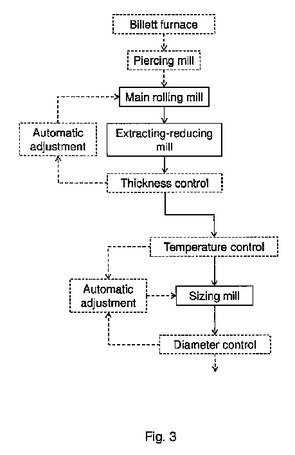 (もっと読む)
(もっと読む)
継目無管の圧延装置および圧延制御方法

【課題】内面工具を用いずに管の外径を調整する絞り圧延機等の出側において偏肉の小さい管を製造することができる継ぎ目無し管の圧延装置および圧延制御方法を提供する。
【解決手段】複数の孔型ロールスタンドを有し、前記孔型ロールスタンドが形成するロール孔型配列内にマンドレルバー33が配置され、管を圧延するマンドレルミル31と、該マンドレルミルの下流に直列配置され、前記マンドレルバーから前記管を引き抜くためのエキストラクタまたは前記管の外径を調整する圧延機35と、前記マンドレルミルの出側の前記管に付与する偏肉量を計算し、計算した偏肉量に基づいて前記マンドレルミルのロールギャップを調整する圧延制御装置とを備えることを特徴とする継目無管の圧延装置。
(もっと読む)
マンドレルミルの圧延制御方法、圧延制御装置、制御プログラム及び継目無管
【課題】素管(素管の端部等の一部又は全長)を所望する肉厚に精度良く圧延し得ると共に、素管の表面性状を劣化させることのない圧延制御方法等を提供する。
【解決手段】マンドレルミルMを構成する各スタンドの内、仕上スタンド#iにおいて素管Sを圧延する際に、当該仕上スタンド#iに配設された第1の孔型圧延ロールの圧下位置を外方に変動させるマンドレルミルの圧延制御方法であって、前記仕上スタンド#iと圧下方向が同一である直近の上流スタンド#i−2において素管を圧延する際に、当該上流スタンド#i−2に配設された第2の孔型圧延ロールの圧下位置も外方に変動させることを特徴とする。
(もっと読む)
条鋼線材の巻き取り方法
【課題】巻き取り形状を安定的に均一にすることができるようにする。
【解決手段】仕上げ圧延機6で圧延した条鋼線材3を仕上げ圧延機6の下流側に配置された巻き取り機8で巻き取る条鋼線材の巻き取り方法において、条鋼線材3が仕上げ圧延機6から抜ける前は、仕上げ圧延機6の圧延速度に基づいて巻き取り機8の巻き取り速度V2を制御し、条鋼線材3が仕上げ圧延機6から抜けた後は、条鋼線材3の線速に基づいて巻き取り機8の巻き取り速度V2を制御する。
(もっと読む)
線材圧延方法及びタンデム圧延装置
【課題】線材を圧延するものであって、圧延ロールを駆動する駆動モータに対して多大な過負荷をかけることなく可及的に線速を向上させることができるようにする。
【解決手段】複数の圧延スタンド12を有するタンデム圧延装置で線材を圧延する線材圧延方法において、前記各圧延スタンド12毎に、当該圧延スタンド12の圧延ロール13を駆動する駆動モータ14の負荷の実績値P1を求め、前記負荷の実績値P1と駆動モータ14の出力特性に基づいて、駆動モータ14が定格負荷であるときの線速の推定値V1を求め、当該線速の推定値V1に基づいて圧延ロール13の回転数を制御する。
(もっと読む)
条鋼圧延材の圧延方法
【課題】条鋼圧延材の多系列(多ストランド)圧延において、製品の寸法精度を高くし表面疵等の発生を防ぐ。
【解決手段】各系列の条鋼圧延材1の線速比Rを予め求めておき、第1系列にあっては、トップ速度の実績値V0'−1と線速比Rとから目標ミドル速度V1'−1を求め、第1系列の中途部が目標ミドル速度V1'−1となるように上流側の圧延ロール14を制御し、第2系列にあっては、トップ速度の実績値V0'−2と線速比Rとから目標ミドル速度V1'−2を求め、V1'−2>V1'−1の場合、圧延ロール14の回転数を変更し、V1'−2<V1'−1の場合、圧延ロール14の回転数を変更しない。
(もっと読む)
素管のきず検出装置及び方法
【課題】マンドレルミルを用いてホローシェルを圧延することにより製造される素管に発生するきずを自動的に検出するためのきず検出装置及び検出方法を提供する。
【解決手段】本発明に係るきず検出装置100は、マンドレルミルの出側に配置され、マンドレルミルの各スタンド(#1〜#5スタンド)におけるホローシェルPの圧下方向の肉厚をそれぞれ測定する肉厚計1と、各スタンドにおける圧延荷重を測定する圧延荷重測定装置2と、管の各圧下方向の肉厚測定値と、各スタンドでの圧延荷重測定値とに基づいて、素管におけるきずの有無を判定する判定装置3とを備える。判定装置は、何れかの圧下方向の肉厚の測定値が部分的に所定量以上変動するとともに、何れかのスタンドにおける圧延荷重測定値が部分的に所定量以上変動する場合、素管にきずが発生していると判定する。
(もっと読む)
電縫鋼管の製造方法
【課題】過肉厚製品の製造を防止するばかりでなく、後端クロップが長くなり過ぎるような電縫母管の発生を防止し、製品歩留りを従来より向上可能な電縫鋼管の製造方法を提供する。
【解決手段】鋼帯からなるコイルを巻き戻し、成形ロール群で円筒状に成形加熱、圧接してから一定長さの管体に切断し、該管体を再加熱した後、ロールスタンドを多段に配設した圧延機9で絞り圧延し、その絞り圧延が、該圧延機9の出側でコイル1個分で生じる製品総長さを測定し、該測定値と目標総長さとの差が解消するように、各ロールスタンドでのロール回転数を変更するものである電縫鋼管の製造方法において、鋼帯の板厚を測定し、該測定値に基づき、前記管体の体積が常に目標体積値に一致するように管体を切断すると共に、該管体の肉厚が製品の目標肉厚値になるように、各ロールスタンドでのロール回転数を変更するものである。
(もっと読む)
マンドレルミルの圧延制御方法
【課題】 寸法精度の高い管を製造したり、圧延トラブルを抑制することが可能なマンドレルミルの圧延制御方法を提供する。
【解決手段】 本発明に係るマンドレルミルの圧延制御方法は、所定のスタンド間に超音波肉厚計1を設置し、その設置位置直前のスタンドでの管Pの溝底肉厚を測定する。直前スタンドでのロールギャップ設定値と管の溝底肉厚とに基づき、マンドレルバーBの外径を算出する。バーリテイナーBRの位置情報に基づき、外径を算出したマンドレルバーの長手方向部位を特定する。以上のステップを繰り返すことにより、マンドレルバー外径の長手方向分布を算出する。そして、バーリテイナーの位置情報に基づき、後段スタンドにおいて管を圧延する際に使用されるマンドレルバーの長手方向部位を特定し、特定したマンドレルバー長手方向部位の外径に基づき、後段スタンドでのロールギャップを設定する。
(もっと読む)
1 - 10 / 18
[ Back to top ]