
国際特許分類[B21C37/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 他に分類されない金属板,棒,線,管、型材または類似の半製品の製造;特殊形状管の製造 (702) | 管または金属ホースの製造;管製造のために組合わせた処置,例.多壁管の製造 (653) | 溶接またははんだ付作業による管の製造 (365)
国際特許分類[B21C37/08]の下位に属する分類
ストリップ材料の供給,または供給と組合わせた作業 (41)
はんだ材料の棒またはストリップを用いるもの
被覆したストリップ材料のもの
国際特許分類[B21C37/08]に分類される特許
1 - 10 / 324
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
溶接評価試験用の試験片及び溶接評価試験方法
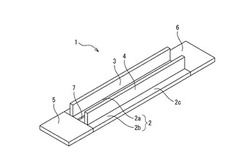
【課題】高強度UOE鋼管そのものを用いることなくシーム溶接部の低温割れの評価を行う。
【解決手段】溶接評価試験用の試験片1は、高強度UOE鋼管と同素材を用いて形成された2枚の平板2a,2bを突合わせた形態をなし、直線形状の突合わせ部位に沿い開先7,8が両面2c,2dにそれぞれ形成された突合せ継手模擬部2と、突合せ継手模擬部2の一の面2cの開先7の形成方向に平行になるように該一の面2c上に設けた平板形状の拘束板3,4と、を有する。
(もっと読む)
電縫管、電縫管の製造方法及びローレット加工治具

【課題】最終製品としての電縫管を用いるうえで、電縫溶接部のある部位を容易に識別することを可能とする電縫管を提供すること。
【解決手段】連続的に走行する金属帯2を筒状に成形し、金属帯2の板幅方向両端部を電縫溶接する電縫管1の製造方法において、電縫管1の電縫溶接部11において電縫管1の外周面10aから突出するビード12を切削するビード切削工程と、電縫管1の外周面10aの電縫溶接部11に対応する部位に金属帯走行方向Pに間隔を空けて複数のノッチ20を刻印する刻印工程とを有することを特徴とする。
(もっと読む)
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法
【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
UOE鋼管のシーム溶接方法
【課題】多電極(少なくとも3電極)のサブマージアーク溶接でUOE鋼管のシーム部を溶接するにあたって、溶接を終了する側で生じる余盛不足を短く抑えることによって、タブ板長さを短縮することが可能となり、ひいてはUOE鋼管の生産性を向上できるシーム溶接方法を提供する。
【解決手段】一方のタブ板から溶接を開始してUOE鋼管1のシーム部を溶接した後、他方のタブ板で第1電極2aのアークを停止し、次に第1電極のアーク停止位置近傍で第2電極2bのアークを停止し、さらに第3電極2c以降は第1電極のアーク停止位置を通過した後に同一位置でアークを停止する。
(もっと読む)
溶接熱影響部靱性に優れた溶接鋼管およびその製造方法
【課題】生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
(もっと読む)
車両補強用中空部材
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
【解決手段】C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織の電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し熱処理を施してなり、該熱処理部3の引張強度が未熱処理部4に比し400MPa以上低く、且つ、前記熱処理部3の引張強度と伸びの積が12000MPa・%以上である。
(もっと読む)
小径金属管の製造方法及び製造装置
【課題】成形されるパイプの外径よりも明らかに大きな径のロールを配置した大径ロールスタンドを使用し、無潤滑で精度よく円筒状に成形して、生産効率良く小径溶接管を製造する。
【解決手段】左右一対のサイドロールを備えたロールスタンドであって、前記一対のサイドロールとして成形されるパイプの外径φ1に対して成形するロールの外径φ2の外径比φ2/φ1が10以上になるように設計された大径サイドロールが用いられているロールスタンドを使用し、金属帯を、単スタンドの前記ロールスタンドを通して円筒状に成形した後、金属帯エッジの突合せ部を溶接接合する。大径サイドロールとして、3方ロール方式あるいは4方ロール方式のものを用いてもよい。
単スタンドでの製造が可能となるため、ロール交換の手間が軽減され、コスト低減に資する。
(もっと読む)
小径金属管の製造方法及び製造装置
【課題】成形されるパイプの外径よりも明らかに大きな径のロールを配置した大径ロールスタンドを使用し、無潤滑で精度よく円筒状に成形して、生産効率良く小径溶接管を製造する。
【解決手段】一対のサイドロールであって、成形されるパイプの外径φ1に対して成形するロールの外径φ2の外径比φ2/φ1を10以上、好ましくは25以上となるように設計された大径サイドロールを使用し、金属帯を単スタンドの前記サイドロールを通して円筒状に成形した後、金属帯エッジの突合せ部を溶接接合する。大径サイドロールとして、3方ロール方式あるいは4方ロール方式のものを用いてもよい。
単スタンドでの製造が可能となるため、ロール交換の手間が軽減され、コスト低減に資する。
(もっと読む)
引張強さ780MPa以上の低降伏比厚肉円形鋼管用鋼板およびその製造方法、並びに引張強さ780MPa以上の低降伏比厚肉円形鋼管
【課題】最大板厚が80mmの厚肉で、D/t=10〜20のような強曲げ加工時に、780MPa以上の高強度と90%以下の低降伏比を両立すると共に、鋼管加工後にも良好な靭性を安定して達成することができる円形鋼管用鋼板を提案する。
【解決手段】所定の化学成分組成を満たし、所定の関係式で規定される焼入れ性指数DIが8inch以上であると共に、下記(A)、(B)および(C)の要件を満足する。
(A)板厚1/4部位におけるミクロ組織において、ベイナイトが90面積%以上である、
(B)板厚1/4部位におけるミクロ組織において、方位差が15°以上の大角粒界で囲まれた領域の平均円相当直径が4μm以下である、
(C)板厚1/4部位におけるミクロ組織において、平均円相当直径が0.5〜3μmで、ビッカース硬さHvが700以上の島状マルテンサイトを3〜10面積%で含んでいる。
(もっと読む)
1 - 10 / 324
[ Back to top ]