
溶接熱影響部靱性に優れた溶接鋼管およびその製造方法
【課題】生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厚鋼板を冷間曲げ加工により筒状に成形し、突合せ部を溶接することにより製造される溶接鋼管に関し、天然ガスや原油用ラインパイプ用溶接鋼管として好適な溶接熱影響部靱性に優れたものに関する。
【背景技術】
【0002】
天然ガスや原油輸送用として使用されるラインパイプは、高圧操業による輸送効率の向上を達成するために、年々高強度、厚肉化が進んでいる。また、天然ガスを輸送する海底パイプラインシステムでは、敷設深度が深くなるほど敷設時の耐座屈強度を確保し、操業時の耐水圧強度および潮流に対する安全性の観点から、より厚肉のラインパイプが求められている。
【0003】
一方で、海底に敷設するラインパイプを高圧で使用した場合、操業停止時にガスが断熱的に減圧し、その結果管体の温度が低下する可能性がある。従って、海底に敷設するラインパイプにはこれまでの海水温を基準とした仕様温度よりもさらに低い温度での靱性要求がなされることが多くなっている。一方で、管厚が増大するほど、強度確保に必要な合金元素の添加量が増加し、またシーム部の必要溶接入熱量が増大するため、溶接熱影響部の靱性を確保することが困難となる。
【0004】
以上のように、海底に敷設するラインパイプにおいては、仕様温度での溶接熱影響部靱性を確保することが極めて難しい。
【0005】
このような課題に対して、特許文献1および2では、通常、内外面1層ずつ突合せ溶接を内面1〜2層、外面2層あるいは内面1層、外面3層の多層溶接を行うことで、各溶接の溶接入熱を低減し、溶接熱影響部靱性を確保する方法が開示されている。また、特許文献3および4では、仮付溶接部を研削、平滑化することにより、溶接を安定させ、溶接熱影響部靱性を確保する方法が開示されている。特許文献5では、仮付溶接を残して内外面の溶接を行うことによって、溶接断面積を低減し、その結果溶接入熱量を低減し、溶接熱影響部靱性を確保する方法が開示されている。
【0006】
また、特許文献6では、溶接熱影響部の化学成分の最適化および冷却速度を速くすることの組合せにより、溶接熱影響部組織を靭性の高い組織にし、靱性を確保する方法が開示されている。特許文献7および8では、通常よりも細い径のワイヤを用いることで、低入熱で深い溶込みを確保し、溶接入熱を低減することにより溶接熱影響部靱性を向上させる手法が提案されている。
【0007】
さらに、特許文献9および10では、それぞれビード幅、ビード断面積を最適に制御することにより、溶接熱影響部靱性を確保する方法が開示されている。また、特許文献11では、内外面入熱バランスおよび内面入熱の管厚に応じた上限を規定することにより、会合部近傍に生成するICCGHAZ(Inter Critical Coarse Grain HAZ:先行する溶接によって形成された溶融線近傍の粗大粒からなる溶接熱影響部が後続する溶接によってAc1〜Ac3変態点に再加熱された領域)をも含めた溶接熱影響部靱性を改善する手法が開示されている。また、特許文献12では、内外面溶接によって形成される溶接熱影響部のオーステナイト粒径およびビード傾斜角を規定することで、会合部近傍に生成するICCGHAZをも含めた溶接熱影響部靱性を改善する手法が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平6−328255号公報
【特許文献2】特開平10−277744号公報
【特許文献3】特開平8−57642号公報
【特許文献4】特開2003−136130号公報
【特許文献5】特開2001−113374号公報
【特許文献6】特開2004−99930号公報
【特許文献7】特開2006−272377号公報
【特許文献8】特開2007−268564号公報
【特許文献9】特開2009−214127号公報
【特許文献10】特開2009−233679号公報
【特許文献11】特開2009−241128号公報
【特許文献12】特開2009−202167号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1、2のように突合せ溶接の積層数を増やすこと、および特許文献3、4のように仮付溶接部を研削することは、ともに工数の増大を招き、著しい生産性の低下が問題となる。
【0010】
また、特許文献5のように仮付溶接を残して溶接することは、仮付溶接部における靱性確保や溶接欠陥の低減についても注意する必要がある。また、仮付溶接の溶接速度の低下や靭性の高い仮付溶接金属を得るためには、溶接材料の組合せの選定などを行う必要があり、本技術の実現性は困難である。また、APIなどのラインパイプに適用される規格では、仮付溶接を残さないようにシーム溶接を行う必要があると定めているので、これらの規格品の製造にこれらの技術を適用することはできない。
【0011】
特許文献6では成分および溶接入熱の制御により溶接熱影響部を高靱性な組織にすることを目標としているが、厚肉材への適用は、溶接入熱量を大きくしなければならず、所望の高靱性な溶接熱影響部組織を得ることが困難である。
【0012】
特許文献7および8のように径の細いワイヤを用いて溶接入熱を低減する方法は、1パスの溶接によって形成されるCGHAZ(Coarse grain HAZ;粗粒熱影響部)に対しては有効であるが、2パスの溶接によって形成されるICCGHAZについては、溶接入熱量の低減だけでは十分な靱性を得ることができず、靱性確保が難しい。
【0013】
特許文献9および10も同様に、溶接入熱量を低減することを目標としているが、これではICCGHAZの靱性を確保することは難しい。
【0014】
特許文献11および12では、内外面入熱バランスを制御することおよびビード傾斜角を制御することによって、CGHAZだけでなくICCGHAZの靱性も確保することを可能としているが、ことICCGHAZの靱性の確保の方法としては、内外面溶接入熱を過度に低減することに主眼が置かれた手法であり、このような溶接施工を行うことは溶接欠陥などの発生を助長し、得策とはいえない。
【0015】
そこで、本発明では、上述した問題を解決すべく、生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【課題を解決するための手段】
【0016】
本発明者等は、高い生産性を確保するために、溶接(溶接管の長手方向の溶接をいう。)を内外面各1層で行うこととし、なおかつ、健全に溶接された部分も含めた仮付溶接部の切削などを行わず、当該溶接部において優れた溶接熱影響部靱性が得られるミクロ組織、溶接溶込形状およびそれを達成するための鋼材成分、溶接条件について種々の検討を行なった。
【0017】
なお、本発明は、主に海底に敷設する厚肉高強度ラインパイプを対象としているため、溶接熱影響部靱性の評価手法としては、DNV−OS−F101に規定されるシャルピー試験の方法で実施するものとした。
【0018】
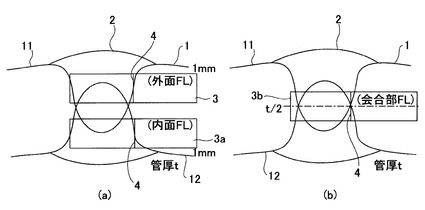
まず、DNV−OS−F101で要求される溶接熱影響部のシャルピー試験で特に靱性確保が難しいとされる、図1の内面FL(Fusion line)ノッチ、外面FLノッチ、会合部FLノッチで試験を行い、破壊起点となる組織の同定を行った。その結果、内外面FLノッチでは、CGHAZと呼ばれるFL近傍の粗粒組織域から破壊が発生しており、さらに詳細に破壊起点部の組織観察を行うと、破壊起点は化学成分が濃化したミクロ偏析が生じている部分であり、島状マルテンサイト(以下「MA」とも記述する。)と呼ばれる硬質第2相が母相であるベイナイトのラス間に多数生成、群集していることがわかった。また、会合部FLノッチについても同様に破壊起点を調査したところ、破壊起点は、ICCGHAZと呼ばれる前述したCGHAZの組織が後続の溶接熱影響によって2相域まで再加熱された領域であることがわかった。また、そのミクロ組織を詳細に調査すると、破壊起点となったICCGHAZは、CGHAZの組織からさらに粒界にもMAが多数生成しており、外面FLの場合と同じく、多くの場合で破壊起点位置とミクロ偏析位置が一致していた。
【0019】
そこで、まずこれらのHAZ組織を改善して靱性を確保するための検討を実施した。HAZ靱性改善のためには、前述した組織の特徴より、溶接熱履歴を受けた後の旧オーステナイト粒径の微細化およびMAの低減が有効である。旧オーステナイト粒径の微細化のためには、Tiの微量添加および溶接入熱の低減が有効であることがわかった。一方でMAの低減のためには、硬質第2相の総量を低減する効果のある、Cの低減が有効であり、硬質第2相のMAへのなりやすさを低減するためには合金元素を低減することがよいことがわかった。
【0020】
また、この合金元素のなかで、Si、Al、Nbが特にその効果に大きく寄与すること、Pは、Pそのものの効果でMAを低減する効果はわずかであるが、Pを低減することによりミクロ偏析の生成が抑制され、前述したMAの群集する領域を減らすことができ、その結果溶接熱影響部靱性を改善することができるとの知見も得た。
【0021】
以上のような知見を基に、各合金元素のMA生成に及ぼす機能と影響度を考慮した後述する式(5)で定義されるPMAが溶接熱影響部靱性の指標となることを見出した。すなわち、このPMAを5.0以下にすることにより、溶接熱影響部に生成するMAの生成を抑制し、靱性を大幅に向上できることがわかった。なお、PMAは、溶接熱影響部におけるMAの生成度合いをパラメータ化したものであり、溶接熱影響部靱性を向上させるためには、低いほどよいことを確認している。
【0022】
また、特許文献12で示されているように、内外面FLノッチシャルピー試験に対しては、内外面ビード傾斜角を広くとることによって、靱性の改善が可能であることが分かった。
【0023】
以上の対策によることで、内外面FLノッチの靱性を確保することができるが、会合部FLのついては、不十分である。その原因は、ICCGHAZそのものの靱性値にあり、前述した対策を講じてもICCGHAZの靱性改善は少なく、その結果会合部FLの靱性値を安定的に確保することができない。
【0024】
そこで、本発明者らは、次に、会合部FLノッチで安定的に高い靱性値を得る方法を調査した結果、会合部FLノッチの靱性値は、ノッチ底に占めるICCGHAZの長さによって大きく影響を受け、ICCGHAZ長さを小さくすればするほど、低い値の発生する確率が小さくなることがわかった。そこで、次に、会合部近傍に生成するICCGHAZ長さを小さくするための溶接ビード形状および溶接入熱について検討を行った結果、内面溶接を行い次いで外面溶接を2層で溶接する場合、内外面の総入熱を低減すること、ラップ(ラップについては、後述する。)を小さくすることおよび内面溶接のビード幅を大きくすることの3つにより、ICCGHAZ長さを小さくすることができることがわかった。後述するPLBZM;式(1)およびPLBZS;式(6)は、これらの結果に基づいて作成した式であり、この式により計算される値を小さくするほど、ICCGHAZ長さを小さくでき、会合部FLノッチの靱性値を安定化させることができることがわかった。
【0025】
本発明は得られた知見を基に更に検討を加えてなされたもので、すなわち、本発明は、
[1]内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、
溶接熱影響部の金属組織のうち、
島状マルテンサイト(MA)面積分率が4%以下で、
平均旧オーステナイト粒径が400μm以下で、
下記式(1)で計算されるPLBZMが1400以下で、
さらに、下記式(2)及び(3)でそれぞれ計算されるCM1及びCM2が13以下である
ことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
PLBZM=1.62D1t+0.84D2t−39t−89R1+81L+1510 式(1)
CM1=0.0012(90−(K1+15))D1 式(2)
CM2=0.0012(90−(K2+15))D2 式(3)
ここで、
D1(μm);先行溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
D2(μm);後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
R1(mm);先行溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、
L(mm);内外面溶接のラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
[2]溶接鋼管の化学成分が、質量%で、
C: 0.03〜0.08%
Si: 0.01〜0.20%
Mn: 1.0〜2.2%
P: 0.015%以下
Al: 0.001〜0.05%
Nb: 0.005〜0.050%
Ti: 0.005〜0.030%
N: 0.0020〜0.0080%
を含有し、さらに、
Cu: 0.10〜0.50%
Ni: 0.10〜1.00%
Cr: 0.10〜0.40%
Mo: 0.10〜0.30%
V: 0.005〜0.030%
B: 0.0005〜0.0030%
の内から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、
下記式(4)で示されるCeqが0.30≦Ceq≦0.50で、
下記式(5)で示されるPMAが5.0以下である
ことを特徴とする[1]記載の溶接熱影響部靭性に優れた溶接鋼管。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 式(4)
PMA=100000(C−0.0218)(0.2Si+0.5Al)(2(C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B)+2.5Nb)(10/(50P+2.5))−2 式(5)
ここで、各式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
[3]さらに、質量%で、
Ca:0.0005〜0.0100%
Mg:0.0005〜0.0100%
REM:0.0005〜0.0200%
Zr:0.0005〜0.0300%
の内から選ばれる1種以上を含有することを特徴とする[2]に記載の溶接熱影響部靱性に優れた溶接鋼管。
[4]内面または外面のいずれかを先行して内外面各1層を多電極サブマージアーク溶接法によって溶接する溶接鋼管の製造方法であって、
下記式(6)で示されるPLBZSが1400以下となり、
下記式(7)及び(8)から計算されるCS1およびCS2が16以下になること
を特徴とする[2]〜[3]のいずれか1つに記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【0026】
PLBZS=135HI1+70HI2−39t−89R1+81L+1510 式(6)
CS1=(90−(K1+15))HI1/t 式(7)
CS2=(90−(K2+15))HI2/t 式(8)
ここで、
HI1(kJ/mm);先行溶接の溶接入熱量、
HI2(kJ/mm);後続溶接の溶接入熱量、
R1(mm);先行溶接の溶接ビードのビード先端から5mmの位置でのビード幅、L(mm);内外面溶接ビードのラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
[5]前記後続溶接の多電極サブマージアーク溶接において、少なくとも第1電極には、直径3.5mm以下の溶接ワイヤを用いることを特徴とする[4]記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
[6]前記後続溶接を行う側の開先形状が、表面側開先角度90°以上、管厚中央側開先角度60°以下の2段階の開先形状であることを特徴とする[4]又は[5]に記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
[7]前記後続溶接を行う側の表面側開先深さが管厚の1/3以上であることを特徴とする[6]記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【発明の効果】
【0027】
本発明によれば、溶接熱影響部靭性に優れたラインパイプ用溶接鋼管を低コストかつ生産性良く製造することが可能となり産業上極めて有効である。
【図面の簡単な説明】
【0028】
【図1】Vノッチシャルピー試験片の採取位置を示す図である。
【図2】ラップの測定方法を示す図である。
【図3】内外面FL角の測定方法を示す図である。
【発明を実施するための形態】
【0029】
本発明を実施するための形態を以下具体的に説明する。
【0030】
本発明の(1)に係る溶接鋼管の素材鋼板は、特に規定しないが、X70やX80といった高強度ラインパイプとする場合、制御圧延に加えて、加速冷却や直接焼入れ−焼戻しを適用することによって強度および靱性を確保することが望ましい。
【0031】
本発明では、溶接鋼管の溶接部の形状、溶接熱影響部のミクロ組織を規定する。以下にその限定理由を説明する。
【0032】
PLBZM(式(1))、PLBZS(式(6)): 1400以下
PLBZMおよびPLBZSはともに会合部近傍に生成するICCGHAZの長さの指標であり、この値が小さいほどICCGHAZ長さが小さくなり会合部FL靱性が向上する。一方でPLBZMおよびPLBZSを過度に小さくすることは溶接入熱の過度な低減やラップの低減などに繋がり、溶接欠陥の発生を助長することになる。
PLBZMは、下記式(1)で定義される。
PLBZM=1.62D1t+0.84D2t−39t−89R1+81L+1510 式(1)
ここで、
D1(μm)は、先行溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、D2(μm)は、後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、である。D1およびD2は、以下の方法で測定することができる。すなわち、これらの式に用いられる溶接熱影響部の平均旧オーステナイト粒径は、溶接部断面において溶融線に接している10個以上の旧オーステナイト粒から計算される平均円相当径のことを表しており、測定方法は、シーム溶接部から溶接長方向に観察するミクロ観察用サンプルを採取し、観察面を研磨後、ナイタールやピクリン酸といった鉄鋼材料の旧オーステナイト粒を現出できるエッチング法でエッチングし、光学顕微鏡で写真を撮影し、その写真の各旧オーステナイト粒の面積を測定し、円相当径を求めることによる。本測定方法は実際には、ある断面での旧オーステナイト粒径を求めることになるが、本発明で対象とするような50〜500μm程度の粒径の場合、実際の粒径との誤差はわずかである。旧オーステナイト粒が微細なほどその内部の組織も微細化し、靭性が向上することはよく知られている。
【0033】
R1(mm)は、先行して溶接した溶接ビードのビード先端から5mmの位置でのビード幅、である。測定は、上述したミクロサンプルを用いる。本来は、ビード先端を円と仮定してその直径を求める法が、より正しい値が得られるが、その方法では、測定者により誤差が大きくなったり、特別な画像処理PCソフトを用いる必要があったりするため、簡便に測定できる方法として、ビード先端から5mmの位置でのビード幅を測定するものとした。
【0034】
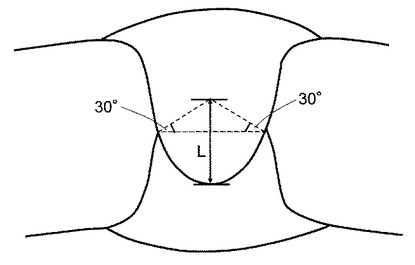
L(mm)は、内外面溶接のラップ、であり、ラップとは内面溶接部と外面溶接部の重なっている部分の管厚方向の長さである。測定方法は、図2に示すように、上述したミクロサンプルを用いて外面溶接ビードの底と内面溶接ビードの底との管厚方向の距離を測定する。このとき、内面溶接ビードの底は外面溶接ビードにより溶かされて位置が特定できないため、内面溶接ビードが外面溶接ビードによって融かされている左右両点(ルート部という)を底辺とした角度30°の直角三角形を書き、その60°の角を構成する点と外面溶接ビードの底の部分の管厚方向の距離をラップ(L)として用いる。内外面溶接のラップが小さくなるほど、会合部近傍に生成するICCGHAZの面積が小さくなり靭性が向上する。t(mm)は、管厚である。測定は造管後に厚み計にて行なう。
PLBZSは下記式で定義される。
PLBZS=135HI1+70HI2−39t−89R1+81L+1510 式(6)
ここで、HI1(kJ/mm)は、先行溶接の溶接入熱量、HI2(kJ/mm)は、後続溶接の溶接入熱量、である。
【0035】
R1(mm)は、先行して溶接した溶接ビードのビード先端から5mmの位置でのビード幅、L(mm);内外面溶接ビードのラップ、である。
【0036】
なお、PLBZの導出に用いる形状パラメータはいずれもシーム溶接部を溶接線方向垂直に切断した面の組織をナイタールなどで現出させたサンプルから測定し、溶接熱影響部の平均旧オーステナイト粒径は、溶接部断面において溶融線に接している10個以上の旧オーステナイト粒から計算される平均円相当径のことを表す。
【0037】
PLBZMおよびPLBZSが1400以下であれば、溶接欠陥の発生を防止しつつ、会合部FL靱性を確保できるため、上限を1400とする。より好ましくは1300以下である。
【0038】
CM1、CM2: 13以下、CS1、CS2:16以下
CM1(式(2))、CM2(式(3))およびCS1(式(7))、CS2(式(8))はいずれも内外面FL靱性の指標であり、溶接熱影響部の平均旧オーステナイト粒径あるいは溶接入熱と溶融線の角度を下げるほど、これらのパラメータは小さくなり、内外面FL靱性が向上する。
CM1=0.0012(90−(K1+15))D1 式(2)
CM2=0.0012(90−(K2+15))D2 式(3)
ここで、
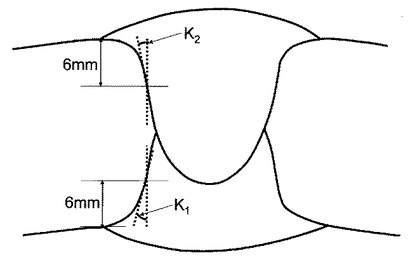
K1(°)は、先行溶接の溶接ビードの溶融線傾斜角であり、K2(°)は、後続溶接の溶接ビードの溶融線傾斜角であり、図3のように、溶融線傾斜角は管厚方向を0°としたときの内外面下6mmの位置での溶融線の角度のことである。6mmの位置としたのはDNV−OS−F101で評価する内外面シャルピー試験の試験片厚中央になることと、本発明で対象とする溶接鋼管の場合、内外面各ビード角の平均値とほぼ同等の値が得られるからである。
【0039】
CS1=(90−(K1+15))HI1/t 式(7)
CS2=(90−(K2+15))HI2/t 式(8)
ここで、
HI1(kJ/mm);先行溶接の溶接入熱量、
HI2(kJ/mm);後続溶接の溶接入熱量、
R1(mm);先行溶接の溶接ビードのビード先端から5mmの位置でのビード幅、 L(mm);内外面溶接ビードのラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
【0040】
CM1、CM2を13以下およびCS1、CS2を16以下にすることにより、内外面FL靱性が極めて向上するため、上限をそれぞれ13および16とする。より好ましくはCM1およびCM2は12並びにCS1およびCS2は15以下である。
【0041】
溶接熱影響部のMA面積分率: 4%以下
MA分率は溶接熱影響部靱性に大きな影響を及ぼし、MA面積分率を少なくするほど溶接熱影響部靱性は向上する。一方で、MA面積分率を低減するためには、鋼材添加元素を低減する必要があり、母材強度の確保が困難になるため、4%までは許容する。より好ましくは、3%以下である。
【0042】
溶接熱影響部の平均旧オーステナイト粒径: 400μm以下
平均旧オーステナイト粒径(旧γ粒径)は溶接溶接熱影響部靱性に大きな影響を及ぼし、平均旧γ粒径を小さくするほど溶接熱影響部靱性は向上する。γ粒径が400μmを超えるとMA分率や溶接部形状などの他の因子を制御しても所望の靱性を得ることができないため、上限を400μmとする。より好ましくは250μm以下である。なお、ここでいう平均旧オーステナイト粒径とは、溶接部断面において溶融線に接している10個以上の旧オーステナイト粒から計算される平均円相当径のことを表す。
【0043】
さらに、本発明の(2)では、鋼材の化学成分を規定する。以下にその限定理由を説明する。
【0044】
C: 0.03〜0.08%
Cは低温変態組織においては、過飽和に固溶することで強度上昇に寄与する。この効果を得るためには、0.03%以上の添加が必要であるが、0.08%を超えて添加すると溶接熱影響部に生成する第2相分率が上昇し、またその一部がMAになることで靱性を著しく劣化させるため、上限を0.08%とする。
【0045】
Si: 0.01〜0.20%
Siは脱酸材として作用し、さらに固溶強化により鋼材の強度を増加させる元素であるが、溶接熱影響部の組織が上部ベイナイトであるときは、セメンタイトの生成を遅延する効果により島状マルテンサイト(MA)の生成を助長し、溶接熱影響部靱性を著しく劣化させる。Siは製鋼工程で不可避的に含まれる元素であるため、下限を0.01%とする。一方で、0.20%を超えると溶接熱影響部にMAが多数生成し、靱性が著しく劣化するため、上限を0.20%とする。より好ましくは、0.01〜0.12%である。さらに、低温での靱性の確保が必要である場合は、0.01〜0.06%の範囲まで低減することがより好ましい。
【0046】
Mn: 1.0〜2.2%
Mnは焼入れ性向上元素として作用し、1.0%以上の添加によりその効果が得られるが、連続鋳造プロセスを適用した場合、中心偏析部の濃度上昇が著しく、2.2%を超える添加を行うと偏析部の靭性が劣化するため、上限を2.2%とする。
【0047】
P: 0.015%以下
Pは固溶強化により強度を増加させる元素であるが、母材および溶接熱影響部の靭性や溶接性を劣化させるため、一般的にその含有量を低減することが望まれる。本発明では、Pを低減することによりミクロ偏析の生成を抑制し、溶接熱影響部に生成するMAを低減することで、溶接熱影響部靭性を向上させる。P低減の効果は、0.015%以下に抑制することで、発揮されるため、上限を0.015%とする。より好ましくは、0.010%以下である。
Al:0.001〜0.05%以下
Alは脱酸に用いられる元素であり、いかなる手順の製鋼方法を用いても0.001%は不可避的に含まれる。一方で、0.05%を超えて添加すると鋼中の清浄度が低下し母材靱性が劣化するだけでなく、セメンタイトの生成を抑制する効果によりMAの生成を助長し、溶接熱影響部靱性を劣化させるため上限を0.05%とする。より好ましくは0.001〜0.035%である。
【0048】
Nb:0.005〜0.050%
Nbは、熱間圧延時のオーステナイト未再結晶領域を拡大する効果があり、特に900℃まで未再結晶領域とするためには、0.005%以上の添加が必要である。一方で、Nbの添加量を増大させると、特に溶接熱影響部に島状マルテンサイトを生成し、さらに多層溶接時の再熱溶接熱影響部では析出脆化を引き起こして靭性が著しく劣化するため、上限を0.050%とする。なお、Nbの添加量は、溶接熱影響部靭性の観点からは低いほど好ましく、より好ましくは0.005〜0.025%である。
【0049】
Ti:0.005〜0.030%
Tiは窒化物を形成し、鋼中の固溶N量低減に有効である。析出したTiNはピンニング効果で熱間圧延前のスラブ加熱時の母材および溶接熱影響部、特に溶接熱影響部のオーステナイト粒の粗大化を抑制して、母材および溶接熱影響部の靭性の向上に寄与する。この効果を得るためには、0.005%以上の添加が必要であるが、0.030%を超えて添加すると、粗大化したTiNや炭化物の析出により母材および溶接熱影響部靭性が劣化するようになるため上限を0.030%とする。
【0050】
N:0.0020〜0.0080%
Nは通常鋼中に不可避的不純物として存在するが、前述の通りTi添加を行うことで、オーステナイト粗大化を抑制するTiNを形成するため規定する。必要とするピンニング効果を得るためには、0.0020%以上鋼中に存在することが必要であるが、0.0080%を超える場合は、固溶Nの増大による母材および溶接熱影響部の靭性劣化が著しいため、上限を0.0080%とする。
【0051】
Ceq: 0.30〜0.50
下記式(4)のCeqは、主に溶接熱影響部の最高硬さを評価するためのパラメータであるが、同時に母材強度を評価する指標として用いることができる。Ceqが0.30未満であると母材で所望の強度を得ることができないため下限を0.30%とする。一方で、0.50を超えると溶接熱影響部靱性の確保が困難になるため、上限を0.50%とする。より好ましくは、0.34〜0.45である。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 式(4)
ここで、式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
【0052】
PMA: 5.0以下
PMAは溶接熱影響部におけるMAの生成度合いをパラメータ化したものであり、溶接熱影響部靱性を向上させるためには、低いほど好ましい。しかしながら、PMAを低減することは同時に母材強度も下がることになるので、母材強度−溶接熱影響部靱性の両立の観点から5.0までは許容することが好ましい。より好ましくは、4.5である。
ここで、PMA=100000(C−0.0218)(0.2Si+0.5Al)(2(C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B)+2.5Nb)(10/(50P+2.5))−2 式(5)
ここで、式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
【0053】
本発明では、さらに強度確保などのために以下の元素を選択的に1種以上添加してもよい。
【0054】
Cu: 0.10〜0.50%
Cuは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。一方で、過剰に添加すると母材および溶接熱影響部の靭性を劣化させるため、添加する場合は、上限を0.50%とする。
【0055】
Ni:0.10〜1.00%
Niは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。特に多量に添加しても他の元素に比べ靭性劣化が小さく、強靭化には有効な元素である。しかし、高価な元素で、1.00%を超えて添加すると焼入れ性が過剰に増加して溶接熱影響部靭性が劣化するので、添加する場合は、上限を1.00%とする。
【0056】
Cr:0.10〜0.40%
Crは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。一方で、過剰に添加すると母材および溶接熱影響部の靭性を劣化させるため、添加する場合は、上限を0.40%とする。
【0057】
Mo:0.10〜0.30%
Moは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。一方で、Moの添加量を増大させると大入熱溶接部を靭性を劣化させるようになる。また、多層溶接時の再熱溶接熱影響部で析出脆化を引き起こし靭性が劣化するようになるため、添加する場合は、上限を0.30%とする。Moの添加量は、溶接熱影響部靭性の観点からは低いほど好ましい。
【0058】
V:0.005〜0.030%
Vは0.005%以上添加することで鋼の焼入れ性の向上に付与する。一方で、Vの添加量を増大させると再熱を受けた溶接熱影響部で析出し、析出脆化を引き起こすため、添加する場合は、上限を0.030%以下とする。なお、Vの添加量は溶接熱影響部靱性の観点からは低いほどより好ましい。
【0059】
B:0.0005〜0.0030%
Bは焼入れ性の向上に極めて有効な元素であり、0.0005%以上の添加で母材強度の向上に付与する。一方で、0.0030%を超えて添加すると、靱性の劣化や溶接低温割れを助長するため上限を0.0030%とする。
さらに
以上が、成分を限定する場合の基本成分であるが、靭性の向上や面積性介在物の生成を抑制させる場合、Ca、Mg、REM、Zrの1種以上をさらに選択的に添加することができる。
【0060】
Ca:0.0005〜0.0100%
Caは、鋼中の硫化物の形態制御に有効な元素であり、0.0005%以上添加することで靭性に有害なMnSの生成を抑制する。しかし、0.0100%を超えて添加するとCaO−CaSのクラスタを形成し、靭性を劣化させるようになるので、添加する場合は、0.0005〜0.0100%とする。
【0061】
Mg:0.0005〜0.0100%
Mgは、製鋼過程で鋼中に微細な酸化物として生成し、特に溶接熱影響部においてオーステナイト粒の粗大化を抑制するピンニング効果をもたらす。十分なピンニング効果を得るためには、0.0005%以上の添加が必要であるが、0.0100%を超えて添加すると鋼中の清浄度が低下し、靭性が低下するようになるため、添加する場合は、0.0005〜0.0100%とする。
【0062】
REM:0.0005〜0.0200%
REMは、鋼中の硫化物の形態制御に有効な元素であり、0.0005%以上添加することで靭性に有害なMnSの生成を抑制する。しかし、高価な元素であり、かつ0.0200%を超えて添加しても効果が飽和するため、添加する場合は、0.0005〜0.0200%とする。
【0063】
Zr:0.0005〜0.0300%
Zrは、鋼中で炭窒化物を形成し、特に溶接熱影響部においてオーステナイト粒の粗大化を抑制するピンニング効果をもたらす。十分なピンニング効果を得るためには0.0005%以上の添加が必要であるが、0.0300%を超えて添加すると鋼中の清浄度が著しく低下し、靭性が低下するようになるので、添加する場合は0.0005〜0.0300%とする。
【0064】
本発明では、さらに上記のシーム溶接部形状および溶接熱影響部のミクロ組織を得るために、以下の溶接方法を規定する。
【0065】
溶接ワイヤ径: 後続する多電極サブマージアーク溶接の少なくとも第1電極は直径3.5mm以下のワイヤ
溶接熱影響部靱性を向上させるためには、溶接入熱を低減することが有効である。そのために、直径の細いワイヤ径を多電極サブマージアーク溶接の先行極に用いることにより、低入熱で深溶込みが得られ、溶接入熱の低減が可能となる。また、PLBZM、PLBZSで示したように後続の溶接ビードの幅は会合部FL靱性に影響を及ぼさないため、直径の小さなワイヤを用いることで、会合部FL靱性に影響を与えず、後続ビード側のFL靱性を向上させることができる。その効果は、ワイヤ径3.5mm以下で顕著にみられるため、上限を3.5mmとする。より好ましくは、2〜3.5mmである。
【0066】
開先形状:後続溶接を行う側の開先形状が、表面側開先角度90°以上、管厚中央側開先角度60°以下の2段階の開先
開先形状はビード形状を支配する重要な因子であり、入熱の増大を抑制しながら、FL傾斜角を大きくするためには、管厚中央側が狭く、表面側が広い2段開先を適用することが有効であり、それぞれ60°以下、90°以上にすることが好ましく、所望のFL傾斜角を安定的に確保することができる。
【0067】
後続溶接を行う側の表面側開先深さが管厚の1/3以上であることが好ましい
表面側の開先深さを表面側開先深さが管厚の1/3以上とることにより、ビード形状はより安定化し所望のFL傾斜角を安定的に確保できる。
【0068】
また、PLBZM、PLBZSより先行するビードのビード幅は会合部FL靱性に影響し、過度に広くできないため、先行するビード側への2段開先の適用は効果が十分にみられないため、2段開先は後続ビード側へ適用する。ただし、より好ましくは先行ビード側にも適用する。
【0069】
本発明に係る溶接鋼管は、上述した方法で溶接を行う。SAW溶接以外の製造方法は特に規定しないが、好ましくは厚鋼板を冷間加工による筒状に成形し、突合せ部を仮付け溶接を行った後、上述の方法で突合せ継手溶接(電気抵抗溶接)を行い、拡管により溶接鋼管とするものとする。
【実施例】
【0070】
表1に示す化学成分のスラブを再加熱し熱間圧延、加速冷却により厚鋼板とした。
【0071】
【表1】

【0072】
これらの厚鋼板の幅端に開先加工を施し、Cプレス、Uプレス、Oプレス、仮付溶接によりオープンパイプを製造し、表2に示す条件で多電極サブマージアーク溶接によりシーム溶接を行い、拡管することで溶接鋼管とした。なお、溶接はすべて鋼管内面側を先行で、鋼管外面側を後続で行った。
【0073】
【表2】
【0074】
得られた溶接鋼管から溶接線垂直断面からサンプルを採取し、鏡面研磨、ナイタール腐食を行い、デジタルカメラにより溶接部全体の撮影を行った。得られたデジタルカメラ写真から、先行して溶接した溶接ビードのビード先端から5mm位置でのビード幅R1、内外面ラップL、先行して溶接した溶接ビードの溶融線傾斜角K1および後続して溶接した溶接ビードの溶融線傾斜角K2を測定した。次に、用いたサンプルに電解エッチングを行うことによりMAを現出させ、SEM写真を撮影し、その写真にみられる白色組織の面積分率を画像解析により導出した。なお、撮影位置は、MAがもっとも生成していたICCGHAZに相当する箇所とした。さらにそのサンプルの観察面を再研磨し、ピクリン酸腐食により旧オーステナイト粒を現出させ、光学顕微鏡で溶融線近傍の溶接熱影響部の写真を撮影し、得られた写真の旧オーステナイト粒界から画像解析により円相当径を算出した。なお、撮影位置は、シャルピー試験による靱性評価位置を一致させるため、内外面の表面した6mmの位置とした。
【0075】
また、得られた溶接鋼管の溶接部から図1に示すDNV−OS−F101で規定される内外面FLおよび会合部FLからJIS Z 2202の規格に準拠した、Vノッチシャルピー試験片を採取し、JIS Z 2242の規格に準拠したシャルピー試験を実施し、−40℃での吸収エネルギを各条件について3本ずつ測定し、その平均値および最低値を求めた。なお、目標値はDNV−OS−F101に準拠して平均値50J以上、最低値40J以上とした。
【0076】
表3に溶接ビードの形状および溶接熱影響部のミクロ組織およびシャルピー試験結果を示す。
【0077】
【表3】
【0078】
本発明例は、いずれも内外面FLシャルピー試験および会合部FLシャルピー試験において、目標値を達成している。一方で、本発明例から外れる比較例は、目標値が得られていない。
【符号の説明】
【0079】
1 母材
2 溶接金属
3 外面溶接の溶接ボンド部のノッチ位置
3a 内面溶接の溶接ボンド部のノッチ位置
3b 中央部(t/2)の溶接ボンド部のノッチ位置
4 シャルピー試験片のノッチ位置
11 母材外表面
12 母材内表面
L 内外面溶接ビードのラップ距離(mm)
K1 先行溶接の溶接ビードの溶融線傾斜角(°)
K2 後続溶接の溶接ビードの溶融線傾斜角(°)
【技術分野】
【0001】
本発明は、厚鋼板を冷間曲げ加工により筒状に成形し、突合せ部を溶接することにより製造される溶接鋼管に関し、天然ガスや原油用ラインパイプ用溶接鋼管として好適な溶接熱影響部靱性に優れたものに関する。
【背景技術】
【0002】
天然ガスや原油輸送用として使用されるラインパイプは、高圧操業による輸送効率の向上を達成するために、年々高強度、厚肉化が進んでいる。また、天然ガスを輸送する海底パイプラインシステムでは、敷設深度が深くなるほど敷設時の耐座屈強度を確保し、操業時の耐水圧強度および潮流に対する安全性の観点から、より厚肉のラインパイプが求められている。
【0003】
一方で、海底に敷設するラインパイプを高圧で使用した場合、操業停止時にガスが断熱的に減圧し、その結果管体の温度が低下する可能性がある。従って、海底に敷設するラインパイプにはこれまでの海水温を基準とした仕様温度よりもさらに低い温度での靱性要求がなされることが多くなっている。一方で、管厚が増大するほど、強度確保に必要な合金元素の添加量が増加し、またシーム部の必要溶接入熱量が増大するため、溶接熱影響部の靱性を確保することが困難となる。
【0004】
以上のように、海底に敷設するラインパイプにおいては、仕様温度での溶接熱影響部靱性を確保することが極めて難しい。
【0005】
このような課題に対して、特許文献1および2では、通常、内外面1層ずつ突合せ溶接を内面1〜2層、外面2層あるいは内面1層、外面3層の多層溶接を行うことで、各溶接の溶接入熱を低減し、溶接熱影響部靱性を確保する方法が開示されている。また、特許文献3および4では、仮付溶接部を研削、平滑化することにより、溶接を安定させ、溶接熱影響部靱性を確保する方法が開示されている。特許文献5では、仮付溶接を残して内外面の溶接を行うことによって、溶接断面積を低減し、その結果溶接入熱量を低減し、溶接熱影響部靱性を確保する方法が開示されている。
【0006】
また、特許文献6では、溶接熱影響部の化学成分の最適化および冷却速度を速くすることの組合せにより、溶接熱影響部組織を靭性の高い組織にし、靱性を確保する方法が開示されている。特許文献7および8では、通常よりも細い径のワイヤを用いることで、低入熱で深い溶込みを確保し、溶接入熱を低減することにより溶接熱影響部靱性を向上させる手法が提案されている。
【0007】
さらに、特許文献9および10では、それぞれビード幅、ビード断面積を最適に制御することにより、溶接熱影響部靱性を確保する方法が開示されている。また、特許文献11では、内外面入熱バランスおよび内面入熱の管厚に応じた上限を規定することにより、会合部近傍に生成するICCGHAZ(Inter Critical Coarse Grain HAZ:先行する溶接によって形成された溶融線近傍の粗大粒からなる溶接熱影響部が後続する溶接によってAc1〜Ac3変態点に再加熱された領域)をも含めた溶接熱影響部靱性を改善する手法が開示されている。また、特許文献12では、内外面溶接によって形成される溶接熱影響部のオーステナイト粒径およびビード傾斜角を規定することで、会合部近傍に生成するICCGHAZをも含めた溶接熱影響部靱性を改善する手法が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平6−328255号公報
【特許文献2】特開平10−277744号公報
【特許文献3】特開平8−57642号公報
【特許文献4】特開2003−136130号公報
【特許文献5】特開2001−113374号公報
【特許文献6】特開2004−99930号公報
【特許文献7】特開2006−272377号公報
【特許文献8】特開2007−268564号公報
【特許文献9】特開2009−214127号公報
【特許文献10】特開2009−233679号公報
【特許文献11】特開2009−241128号公報
【特許文献12】特開2009−202167号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1、2のように突合せ溶接の積層数を増やすこと、および特許文献3、4のように仮付溶接部を研削することは、ともに工数の増大を招き、著しい生産性の低下が問題となる。
【0010】
また、特許文献5のように仮付溶接を残して溶接することは、仮付溶接部における靱性確保や溶接欠陥の低減についても注意する必要がある。また、仮付溶接の溶接速度の低下や靭性の高い仮付溶接金属を得るためには、溶接材料の組合せの選定などを行う必要があり、本技術の実現性は困難である。また、APIなどのラインパイプに適用される規格では、仮付溶接を残さないようにシーム溶接を行う必要があると定めているので、これらの規格品の製造にこれらの技術を適用することはできない。
【0011】
特許文献6では成分および溶接入熱の制御により溶接熱影響部を高靱性な組織にすることを目標としているが、厚肉材への適用は、溶接入熱量を大きくしなければならず、所望の高靱性な溶接熱影響部組織を得ることが困難である。
【0012】
特許文献7および8のように径の細いワイヤを用いて溶接入熱を低減する方法は、1パスの溶接によって形成されるCGHAZ(Coarse grain HAZ;粗粒熱影響部)に対しては有効であるが、2パスの溶接によって形成されるICCGHAZについては、溶接入熱量の低減だけでは十分な靱性を得ることができず、靱性確保が難しい。
【0013】
特許文献9および10も同様に、溶接入熱量を低減することを目標としているが、これではICCGHAZの靱性を確保することは難しい。
【0014】
特許文献11および12では、内外面入熱バランスを制御することおよびビード傾斜角を制御することによって、CGHAZだけでなくICCGHAZの靱性も確保することを可能としているが、ことICCGHAZの靱性の確保の方法としては、内外面溶接入熱を過度に低減することに主眼が置かれた手法であり、このような溶接施工を行うことは溶接欠陥などの発生を助長し、得策とはいえない。
【0015】
そこで、本発明では、上述した問題を解決すべく、生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【課題を解決するための手段】
【0016】
本発明者等は、高い生産性を確保するために、溶接(溶接管の長手方向の溶接をいう。)を内外面各1層で行うこととし、なおかつ、健全に溶接された部分も含めた仮付溶接部の切削などを行わず、当該溶接部において優れた溶接熱影響部靱性が得られるミクロ組織、溶接溶込形状およびそれを達成するための鋼材成分、溶接条件について種々の検討を行なった。
【0017】
なお、本発明は、主に海底に敷設する厚肉高強度ラインパイプを対象としているため、溶接熱影響部靱性の評価手法としては、DNV−OS−F101に規定されるシャルピー試験の方法で実施するものとした。
【0018】
まず、DNV−OS−F101で要求される溶接熱影響部のシャルピー試験で特に靱性確保が難しいとされる、図1の内面FL(Fusion line)ノッチ、外面FLノッチ、会合部FLノッチで試験を行い、破壊起点となる組織の同定を行った。その結果、内外面FLノッチでは、CGHAZと呼ばれるFL近傍の粗粒組織域から破壊が発生しており、さらに詳細に破壊起点部の組織観察を行うと、破壊起点は化学成分が濃化したミクロ偏析が生じている部分であり、島状マルテンサイト(以下「MA」とも記述する。)と呼ばれる硬質第2相が母相であるベイナイトのラス間に多数生成、群集していることがわかった。また、会合部FLノッチについても同様に破壊起点を調査したところ、破壊起点は、ICCGHAZと呼ばれる前述したCGHAZの組織が後続の溶接熱影響によって2相域まで再加熱された領域であることがわかった。また、そのミクロ組織を詳細に調査すると、破壊起点となったICCGHAZは、CGHAZの組織からさらに粒界にもMAが多数生成しており、外面FLの場合と同じく、多くの場合で破壊起点位置とミクロ偏析位置が一致していた。
【0019】
そこで、まずこれらのHAZ組織を改善して靱性を確保するための検討を実施した。HAZ靱性改善のためには、前述した組織の特徴より、溶接熱履歴を受けた後の旧オーステナイト粒径の微細化およびMAの低減が有効である。旧オーステナイト粒径の微細化のためには、Tiの微量添加および溶接入熱の低減が有効であることがわかった。一方でMAの低減のためには、硬質第2相の総量を低減する効果のある、Cの低減が有効であり、硬質第2相のMAへのなりやすさを低減するためには合金元素を低減することがよいことがわかった。
【0020】
また、この合金元素のなかで、Si、Al、Nbが特にその効果に大きく寄与すること、Pは、Pそのものの効果でMAを低減する効果はわずかであるが、Pを低減することによりミクロ偏析の生成が抑制され、前述したMAの群集する領域を減らすことができ、その結果溶接熱影響部靱性を改善することができるとの知見も得た。
【0021】
以上のような知見を基に、各合金元素のMA生成に及ぼす機能と影響度を考慮した後述する式(5)で定義されるPMAが溶接熱影響部靱性の指標となることを見出した。すなわち、このPMAを5.0以下にすることにより、溶接熱影響部に生成するMAの生成を抑制し、靱性を大幅に向上できることがわかった。なお、PMAは、溶接熱影響部におけるMAの生成度合いをパラメータ化したものであり、溶接熱影響部靱性を向上させるためには、低いほどよいことを確認している。
【0022】
また、特許文献12で示されているように、内外面FLノッチシャルピー試験に対しては、内外面ビード傾斜角を広くとることによって、靱性の改善が可能であることが分かった。
【0023】
以上の対策によることで、内外面FLノッチの靱性を確保することができるが、会合部FLのついては、不十分である。その原因は、ICCGHAZそのものの靱性値にあり、前述した対策を講じてもICCGHAZの靱性改善は少なく、その結果会合部FLの靱性値を安定的に確保することができない。
【0024】
そこで、本発明者らは、次に、会合部FLノッチで安定的に高い靱性値を得る方法を調査した結果、会合部FLノッチの靱性値は、ノッチ底に占めるICCGHAZの長さによって大きく影響を受け、ICCGHAZ長さを小さくすればするほど、低い値の発生する確率が小さくなることがわかった。そこで、次に、会合部近傍に生成するICCGHAZ長さを小さくするための溶接ビード形状および溶接入熱について検討を行った結果、内面溶接を行い次いで外面溶接を2層で溶接する場合、内外面の総入熱を低減すること、ラップ(ラップについては、後述する。)を小さくすることおよび内面溶接のビード幅を大きくすることの3つにより、ICCGHAZ長さを小さくすることができることがわかった。後述するPLBZM;式(1)およびPLBZS;式(6)は、これらの結果に基づいて作成した式であり、この式により計算される値を小さくするほど、ICCGHAZ長さを小さくでき、会合部FLノッチの靱性値を安定化させることができることがわかった。
【0025】
本発明は得られた知見を基に更に検討を加えてなされたもので、すなわち、本発明は、
[1]内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、
溶接熱影響部の金属組織のうち、
島状マルテンサイト(MA)面積分率が4%以下で、
平均旧オーステナイト粒径が400μm以下で、
下記式(1)で計算されるPLBZMが1400以下で、
さらに、下記式(2)及び(3)でそれぞれ計算されるCM1及びCM2が13以下である
ことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
PLBZM=1.62D1t+0.84D2t−39t−89R1+81L+1510 式(1)
CM1=0.0012(90−(K1+15))D1 式(2)
CM2=0.0012(90−(K2+15))D2 式(3)
ここで、
D1(μm);先行溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
D2(μm);後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
R1(mm);先行溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、
L(mm);内外面溶接のラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
[2]溶接鋼管の化学成分が、質量%で、
C: 0.03〜0.08%
Si: 0.01〜0.20%
Mn: 1.0〜2.2%
P: 0.015%以下
Al: 0.001〜0.05%
Nb: 0.005〜0.050%
Ti: 0.005〜0.030%
N: 0.0020〜0.0080%
を含有し、さらに、
Cu: 0.10〜0.50%
Ni: 0.10〜1.00%
Cr: 0.10〜0.40%
Mo: 0.10〜0.30%
V: 0.005〜0.030%
B: 0.0005〜0.0030%
の内から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、
下記式(4)で示されるCeqが0.30≦Ceq≦0.50で、
下記式(5)で示されるPMAが5.0以下である
ことを特徴とする[1]記載の溶接熱影響部靭性に優れた溶接鋼管。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 式(4)
PMA=100000(C−0.0218)(0.2Si+0.5Al)(2(C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B)+2.5Nb)(10/(50P+2.5))−2 式(5)
ここで、各式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
[3]さらに、質量%で、
Ca:0.0005〜0.0100%
Mg:0.0005〜0.0100%
REM:0.0005〜0.0200%
Zr:0.0005〜0.0300%
の内から選ばれる1種以上を含有することを特徴とする[2]に記載の溶接熱影響部靱性に優れた溶接鋼管。
[4]内面または外面のいずれかを先行して内外面各1層を多電極サブマージアーク溶接法によって溶接する溶接鋼管の製造方法であって、
下記式(6)で示されるPLBZSが1400以下となり、
下記式(7)及び(8)から計算されるCS1およびCS2が16以下になること
を特徴とする[2]〜[3]のいずれか1つに記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【0026】
PLBZS=135HI1+70HI2−39t−89R1+81L+1510 式(6)
CS1=(90−(K1+15))HI1/t 式(7)
CS2=(90−(K2+15))HI2/t 式(8)
ここで、
HI1(kJ/mm);先行溶接の溶接入熱量、
HI2(kJ/mm);後続溶接の溶接入熱量、
R1(mm);先行溶接の溶接ビードのビード先端から5mmの位置でのビード幅、L(mm);内外面溶接ビードのラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
[5]前記後続溶接の多電極サブマージアーク溶接において、少なくとも第1電極には、直径3.5mm以下の溶接ワイヤを用いることを特徴とする[4]記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
[6]前記後続溶接を行う側の開先形状が、表面側開先角度90°以上、管厚中央側開先角度60°以下の2段階の開先形状であることを特徴とする[4]又は[5]に記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
[7]前記後続溶接を行う側の表面側開先深さが管厚の1/3以上であることを特徴とする[6]記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【発明の効果】
【0027】
本発明によれば、溶接熱影響部靭性に優れたラインパイプ用溶接鋼管を低コストかつ生産性良く製造することが可能となり産業上極めて有効である。
【図面の簡単な説明】
【0028】
【図1】Vノッチシャルピー試験片の採取位置を示す図である。
【図2】ラップの測定方法を示す図である。
【図3】内外面FL角の測定方法を示す図である。
【発明を実施するための形態】
【0029】
本発明を実施するための形態を以下具体的に説明する。
【0030】
本発明の(1)に係る溶接鋼管の素材鋼板は、特に規定しないが、X70やX80といった高強度ラインパイプとする場合、制御圧延に加えて、加速冷却や直接焼入れ−焼戻しを適用することによって強度および靱性を確保することが望ましい。
【0031】
本発明では、溶接鋼管の溶接部の形状、溶接熱影響部のミクロ組織を規定する。以下にその限定理由を説明する。
【0032】
PLBZM(式(1))、PLBZS(式(6)): 1400以下
PLBZMおよびPLBZSはともに会合部近傍に生成するICCGHAZの長さの指標であり、この値が小さいほどICCGHAZ長さが小さくなり会合部FL靱性が向上する。一方でPLBZMおよびPLBZSを過度に小さくすることは溶接入熱の過度な低減やラップの低減などに繋がり、溶接欠陥の発生を助長することになる。
PLBZMは、下記式(1)で定義される。
PLBZM=1.62D1t+0.84D2t−39t−89R1+81L+1510 式(1)
ここで、
D1(μm)は、先行溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、D2(μm)は、後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、である。D1およびD2は、以下の方法で測定することができる。すなわち、これらの式に用いられる溶接熱影響部の平均旧オーステナイト粒径は、溶接部断面において溶融線に接している10個以上の旧オーステナイト粒から計算される平均円相当径のことを表しており、測定方法は、シーム溶接部から溶接長方向に観察するミクロ観察用サンプルを採取し、観察面を研磨後、ナイタールやピクリン酸といった鉄鋼材料の旧オーステナイト粒を現出できるエッチング法でエッチングし、光学顕微鏡で写真を撮影し、その写真の各旧オーステナイト粒の面積を測定し、円相当径を求めることによる。本測定方法は実際には、ある断面での旧オーステナイト粒径を求めることになるが、本発明で対象とするような50〜500μm程度の粒径の場合、実際の粒径との誤差はわずかである。旧オーステナイト粒が微細なほどその内部の組織も微細化し、靭性が向上することはよく知られている。
【0033】
R1(mm)は、先行して溶接した溶接ビードのビード先端から5mmの位置でのビード幅、である。測定は、上述したミクロサンプルを用いる。本来は、ビード先端を円と仮定してその直径を求める法が、より正しい値が得られるが、その方法では、測定者により誤差が大きくなったり、特別な画像処理PCソフトを用いる必要があったりするため、簡便に測定できる方法として、ビード先端から5mmの位置でのビード幅を測定するものとした。
【0034】
L(mm)は、内外面溶接のラップ、であり、ラップとは内面溶接部と外面溶接部の重なっている部分の管厚方向の長さである。測定方法は、図2に示すように、上述したミクロサンプルを用いて外面溶接ビードの底と内面溶接ビードの底との管厚方向の距離を測定する。このとき、内面溶接ビードの底は外面溶接ビードにより溶かされて位置が特定できないため、内面溶接ビードが外面溶接ビードによって融かされている左右両点(ルート部という)を底辺とした角度30°の直角三角形を書き、その60°の角を構成する点と外面溶接ビードの底の部分の管厚方向の距離をラップ(L)として用いる。内外面溶接のラップが小さくなるほど、会合部近傍に生成するICCGHAZの面積が小さくなり靭性が向上する。t(mm)は、管厚である。測定は造管後に厚み計にて行なう。
PLBZSは下記式で定義される。
PLBZS=135HI1+70HI2−39t−89R1+81L+1510 式(6)
ここで、HI1(kJ/mm)は、先行溶接の溶接入熱量、HI2(kJ/mm)は、後続溶接の溶接入熱量、である。
【0035】
R1(mm)は、先行して溶接した溶接ビードのビード先端から5mmの位置でのビード幅、L(mm);内外面溶接ビードのラップ、である。
【0036】
なお、PLBZの導出に用いる形状パラメータはいずれもシーム溶接部を溶接線方向垂直に切断した面の組織をナイタールなどで現出させたサンプルから測定し、溶接熱影響部の平均旧オーステナイト粒径は、溶接部断面において溶融線に接している10個以上の旧オーステナイト粒から計算される平均円相当径のことを表す。
【0037】
PLBZMおよびPLBZSが1400以下であれば、溶接欠陥の発生を防止しつつ、会合部FL靱性を確保できるため、上限を1400とする。より好ましくは1300以下である。
【0038】
CM1、CM2: 13以下、CS1、CS2:16以下
CM1(式(2))、CM2(式(3))およびCS1(式(7))、CS2(式(8))はいずれも内外面FL靱性の指標であり、溶接熱影響部の平均旧オーステナイト粒径あるいは溶接入熱と溶融線の角度を下げるほど、これらのパラメータは小さくなり、内外面FL靱性が向上する。
CM1=0.0012(90−(K1+15))D1 式(2)
CM2=0.0012(90−(K2+15))D2 式(3)
ここで、
K1(°)は、先行溶接の溶接ビードの溶融線傾斜角であり、K2(°)は、後続溶接の溶接ビードの溶融線傾斜角であり、図3のように、溶融線傾斜角は管厚方向を0°としたときの内外面下6mmの位置での溶融線の角度のことである。6mmの位置としたのはDNV−OS−F101で評価する内外面シャルピー試験の試験片厚中央になることと、本発明で対象とする溶接鋼管の場合、内外面各ビード角の平均値とほぼ同等の値が得られるからである。
【0039】
CS1=(90−(K1+15))HI1/t 式(7)
CS2=(90−(K2+15))HI2/t 式(8)
ここで、
HI1(kJ/mm);先行溶接の溶接入熱量、
HI2(kJ/mm);後続溶接の溶接入熱量、
R1(mm);先行溶接の溶接ビードのビード先端から5mmの位置でのビード幅、 L(mm);内外面溶接ビードのラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
【0040】
CM1、CM2を13以下およびCS1、CS2を16以下にすることにより、内外面FL靱性が極めて向上するため、上限をそれぞれ13および16とする。より好ましくはCM1およびCM2は12並びにCS1およびCS2は15以下である。
【0041】
溶接熱影響部のMA面積分率: 4%以下
MA分率は溶接熱影響部靱性に大きな影響を及ぼし、MA面積分率を少なくするほど溶接熱影響部靱性は向上する。一方で、MA面積分率を低減するためには、鋼材添加元素を低減する必要があり、母材強度の確保が困難になるため、4%までは許容する。より好ましくは、3%以下である。
【0042】
溶接熱影響部の平均旧オーステナイト粒径: 400μm以下
平均旧オーステナイト粒径(旧γ粒径)は溶接溶接熱影響部靱性に大きな影響を及ぼし、平均旧γ粒径を小さくするほど溶接熱影響部靱性は向上する。γ粒径が400μmを超えるとMA分率や溶接部形状などの他の因子を制御しても所望の靱性を得ることができないため、上限を400μmとする。より好ましくは250μm以下である。なお、ここでいう平均旧オーステナイト粒径とは、溶接部断面において溶融線に接している10個以上の旧オーステナイト粒から計算される平均円相当径のことを表す。
【0043】
さらに、本発明の(2)では、鋼材の化学成分を規定する。以下にその限定理由を説明する。
【0044】
C: 0.03〜0.08%
Cは低温変態組織においては、過飽和に固溶することで強度上昇に寄与する。この効果を得るためには、0.03%以上の添加が必要であるが、0.08%を超えて添加すると溶接熱影響部に生成する第2相分率が上昇し、またその一部がMAになることで靱性を著しく劣化させるため、上限を0.08%とする。
【0045】
Si: 0.01〜0.20%
Siは脱酸材として作用し、さらに固溶強化により鋼材の強度を増加させる元素であるが、溶接熱影響部の組織が上部ベイナイトであるときは、セメンタイトの生成を遅延する効果により島状マルテンサイト(MA)の生成を助長し、溶接熱影響部靱性を著しく劣化させる。Siは製鋼工程で不可避的に含まれる元素であるため、下限を0.01%とする。一方で、0.20%を超えると溶接熱影響部にMAが多数生成し、靱性が著しく劣化するため、上限を0.20%とする。より好ましくは、0.01〜0.12%である。さらに、低温での靱性の確保が必要である場合は、0.01〜0.06%の範囲まで低減することがより好ましい。
【0046】
Mn: 1.0〜2.2%
Mnは焼入れ性向上元素として作用し、1.0%以上の添加によりその効果が得られるが、連続鋳造プロセスを適用した場合、中心偏析部の濃度上昇が著しく、2.2%を超える添加を行うと偏析部の靭性が劣化するため、上限を2.2%とする。
【0047】
P: 0.015%以下
Pは固溶強化により強度を増加させる元素であるが、母材および溶接熱影響部の靭性や溶接性を劣化させるため、一般的にその含有量を低減することが望まれる。本発明では、Pを低減することによりミクロ偏析の生成を抑制し、溶接熱影響部に生成するMAを低減することで、溶接熱影響部靭性を向上させる。P低減の効果は、0.015%以下に抑制することで、発揮されるため、上限を0.015%とする。より好ましくは、0.010%以下である。
Al:0.001〜0.05%以下
Alは脱酸に用いられる元素であり、いかなる手順の製鋼方法を用いても0.001%は不可避的に含まれる。一方で、0.05%を超えて添加すると鋼中の清浄度が低下し母材靱性が劣化するだけでなく、セメンタイトの生成を抑制する効果によりMAの生成を助長し、溶接熱影響部靱性を劣化させるため上限を0.05%とする。より好ましくは0.001〜0.035%である。
【0048】
Nb:0.005〜0.050%
Nbは、熱間圧延時のオーステナイト未再結晶領域を拡大する効果があり、特に900℃まで未再結晶領域とするためには、0.005%以上の添加が必要である。一方で、Nbの添加量を増大させると、特に溶接熱影響部に島状マルテンサイトを生成し、さらに多層溶接時の再熱溶接熱影響部では析出脆化を引き起こして靭性が著しく劣化するため、上限を0.050%とする。なお、Nbの添加量は、溶接熱影響部靭性の観点からは低いほど好ましく、より好ましくは0.005〜0.025%である。
【0049】
Ti:0.005〜0.030%
Tiは窒化物を形成し、鋼中の固溶N量低減に有効である。析出したTiNはピンニング効果で熱間圧延前のスラブ加熱時の母材および溶接熱影響部、特に溶接熱影響部のオーステナイト粒の粗大化を抑制して、母材および溶接熱影響部の靭性の向上に寄与する。この効果を得るためには、0.005%以上の添加が必要であるが、0.030%を超えて添加すると、粗大化したTiNや炭化物の析出により母材および溶接熱影響部靭性が劣化するようになるため上限を0.030%とする。
【0050】
N:0.0020〜0.0080%
Nは通常鋼中に不可避的不純物として存在するが、前述の通りTi添加を行うことで、オーステナイト粗大化を抑制するTiNを形成するため規定する。必要とするピンニング効果を得るためには、0.0020%以上鋼中に存在することが必要であるが、0.0080%を超える場合は、固溶Nの増大による母材および溶接熱影響部の靭性劣化が著しいため、上限を0.0080%とする。
【0051】
Ceq: 0.30〜0.50
下記式(4)のCeqは、主に溶接熱影響部の最高硬さを評価するためのパラメータであるが、同時に母材強度を評価する指標として用いることができる。Ceqが0.30未満であると母材で所望の強度を得ることができないため下限を0.30%とする。一方で、0.50を超えると溶接熱影響部靱性の確保が困難になるため、上限を0.50%とする。より好ましくは、0.34〜0.45である。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 式(4)
ここで、式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
【0052】
PMA: 5.0以下
PMAは溶接熱影響部におけるMAの生成度合いをパラメータ化したものであり、溶接熱影響部靱性を向上させるためには、低いほど好ましい。しかしながら、PMAを低減することは同時に母材強度も下がることになるので、母材強度−溶接熱影響部靱性の両立の観点から5.0までは許容することが好ましい。より好ましくは、4.5である。
ここで、PMA=100000(C−0.0218)(0.2Si+0.5Al)(2(C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B)+2.5Nb)(10/(50P+2.5))−2 式(5)
ここで、式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
【0053】
本発明では、さらに強度確保などのために以下の元素を選択的に1種以上添加してもよい。
【0054】
Cu: 0.10〜0.50%
Cuは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。一方で、過剰に添加すると母材および溶接熱影響部の靭性を劣化させるため、添加する場合は、上限を0.50%とする。
【0055】
Ni:0.10〜1.00%
Niは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。特に多量に添加しても他の元素に比べ靭性劣化が小さく、強靭化には有効な元素である。しかし、高価な元素で、1.00%を超えて添加すると焼入れ性が過剰に増加して溶接熱影響部靭性が劣化するので、添加する場合は、上限を1.00%とする。
【0056】
Cr:0.10〜0.40%
Crは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。一方で、過剰に添加すると母材および溶接熱影響部の靭性を劣化させるため、添加する場合は、上限を0.40%とする。
【0057】
Mo:0.10〜0.30%
Moは、0.10%以上添加することで鋼の焼入れ性向上に寄与する。一方で、Moの添加量を増大させると大入熱溶接部を靭性を劣化させるようになる。また、多層溶接時の再熱溶接熱影響部で析出脆化を引き起こし靭性が劣化するようになるため、添加する場合は、上限を0.30%とする。Moの添加量は、溶接熱影響部靭性の観点からは低いほど好ましい。
【0058】
V:0.005〜0.030%
Vは0.005%以上添加することで鋼の焼入れ性の向上に付与する。一方で、Vの添加量を増大させると再熱を受けた溶接熱影響部で析出し、析出脆化を引き起こすため、添加する場合は、上限を0.030%以下とする。なお、Vの添加量は溶接熱影響部靱性の観点からは低いほどより好ましい。
【0059】
B:0.0005〜0.0030%
Bは焼入れ性の向上に極めて有効な元素であり、0.0005%以上の添加で母材強度の向上に付与する。一方で、0.0030%を超えて添加すると、靱性の劣化や溶接低温割れを助長するため上限を0.0030%とする。
さらに
以上が、成分を限定する場合の基本成分であるが、靭性の向上や面積性介在物の生成を抑制させる場合、Ca、Mg、REM、Zrの1種以上をさらに選択的に添加することができる。
【0060】
Ca:0.0005〜0.0100%
Caは、鋼中の硫化物の形態制御に有効な元素であり、0.0005%以上添加することで靭性に有害なMnSの生成を抑制する。しかし、0.0100%を超えて添加するとCaO−CaSのクラスタを形成し、靭性を劣化させるようになるので、添加する場合は、0.0005〜0.0100%とする。
【0061】
Mg:0.0005〜0.0100%
Mgは、製鋼過程で鋼中に微細な酸化物として生成し、特に溶接熱影響部においてオーステナイト粒の粗大化を抑制するピンニング効果をもたらす。十分なピンニング効果を得るためには、0.0005%以上の添加が必要であるが、0.0100%を超えて添加すると鋼中の清浄度が低下し、靭性が低下するようになるため、添加する場合は、0.0005〜0.0100%とする。
【0062】
REM:0.0005〜0.0200%
REMは、鋼中の硫化物の形態制御に有効な元素であり、0.0005%以上添加することで靭性に有害なMnSの生成を抑制する。しかし、高価な元素であり、かつ0.0200%を超えて添加しても効果が飽和するため、添加する場合は、0.0005〜0.0200%とする。
【0063】
Zr:0.0005〜0.0300%
Zrは、鋼中で炭窒化物を形成し、特に溶接熱影響部においてオーステナイト粒の粗大化を抑制するピンニング効果をもたらす。十分なピンニング効果を得るためには0.0005%以上の添加が必要であるが、0.0300%を超えて添加すると鋼中の清浄度が著しく低下し、靭性が低下するようになるので、添加する場合は0.0005〜0.0300%とする。
【0064】
本発明では、さらに上記のシーム溶接部形状および溶接熱影響部のミクロ組織を得るために、以下の溶接方法を規定する。
【0065】
溶接ワイヤ径: 後続する多電極サブマージアーク溶接の少なくとも第1電極は直径3.5mm以下のワイヤ
溶接熱影響部靱性を向上させるためには、溶接入熱を低減することが有効である。そのために、直径の細いワイヤ径を多電極サブマージアーク溶接の先行極に用いることにより、低入熱で深溶込みが得られ、溶接入熱の低減が可能となる。また、PLBZM、PLBZSで示したように後続の溶接ビードの幅は会合部FL靱性に影響を及ぼさないため、直径の小さなワイヤを用いることで、会合部FL靱性に影響を与えず、後続ビード側のFL靱性を向上させることができる。その効果は、ワイヤ径3.5mm以下で顕著にみられるため、上限を3.5mmとする。より好ましくは、2〜3.5mmである。
【0066】
開先形状:後続溶接を行う側の開先形状が、表面側開先角度90°以上、管厚中央側開先角度60°以下の2段階の開先
開先形状はビード形状を支配する重要な因子であり、入熱の増大を抑制しながら、FL傾斜角を大きくするためには、管厚中央側が狭く、表面側が広い2段開先を適用することが有効であり、それぞれ60°以下、90°以上にすることが好ましく、所望のFL傾斜角を安定的に確保することができる。
【0067】
後続溶接を行う側の表面側開先深さが管厚の1/3以上であることが好ましい
表面側の開先深さを表面側開先深さが管厚の1/3以上とることにより、ビード形状はより安定化し所望のFL傾斜角を安定的に確保できる。
【0068】
また、PLBZM、PLBZSより先行するビードのビード幅は会合部FL靱性に影響し、過度に広くできないため、先行するビード側への2段開先の適用は効果が十分にみられないため、2段開先は後続ビード側へ適用する。ただし、より好ましくは先行ビード側にも適用する。
【0069】
本発明に係る溶接鋼管は、上述した方法で溶接を行う。SAW溶接以外の製造方法は特に規定しないが、好ましくは厚鋼板を冷間加工による筒状に成形し、突合せ部を仮付け溶接を行った後、上述の方法で突合せ継手溶接(電気抵抗溶接)を行い、拡管により溶接鋼管とするものとする。
【実施例】
【0070】
表1に示す化学成分のスラブを再加熱し熱間圧延、加速冷却により厚鋼板とした。
【0071】
【表1】
【0072】
これらの厚鋼板の幅端に開先加工を施し、Cプレス、Uプレス、Oプレス、仮付溶接によりオープンパイプを製造し、表2に示す条件で多電極サブマージアーク溶接によりシーム溶接を行い、拡管することで溶接鋼管とした。なお、溶接はすべて鋼管内面側を先行で、鋼管外面側を後続で行った。
【0073】
【表2】
【0074】
得られた溶接鋼管から溶接線垂直断面からサンプルを採取し、鏡面研磨、ナイタール腐食を行い、デジタルカメラにより溶接部全体の撮影を行った。得られたデジタルカメラ写真から、先行して溶接した溶接ビードのビード先端から5mm位置でのビード幅R1、内外面ラップL、先行して溶接した溶接ビードの溶融線傾斜角K1および後続して溶接した溶接ビードの溶融線傾斜角K2を測定した。次に、用いたサンプルに電解エッチングを行うことによりMAを現出させ、SEM写真を撮影し、その写真にみられる白色組織の面積分率を画像解析により導出した。なお、撮影位置は、MAがもっとも生成していたICCGHAZに相当する箇所とした。さらにそのサンプルの観察面を再研磨し、ピクリン酸腐食により旧オーステナイト粒を現出させ、光学顕微鏡で溶融線近傍の溶接熱影響部の写真を撮影し、得られた写真の旧オーステナイト粒界から画像解析により円相当径を算出した。なお、撮影位置は、シャルピー試験による靱性評価位置を一致させるため、内外面の表面した6mmの位置とした。
【0075】
また、得られた溶接鋼管の溶接部から図1に示すDNV−OS−F101で規定される内外面FLおよび会合部FLからJIS Z 2202の規格に準拠した、Vノッチシャルピー試験片を採取し、JIS Z 2242の規格に準拠したシャルピー試験を実施し、−40℃での吸収エネルギを各条件について3本ずつ測定し、その平均値および最低値を求めた。なお、目標値はDNV−OS−F101に準拠して平均値50J以上、最低値40J以上とした。
【0076】
表3に溶接ビードの形状および溶接熱影響部のミクロ組織およびシャルピー試験結果を示す。
【0077】
【表3】
【0078】
本発明例は、いずれも内外面FLシャルピー試験および会合部FLシャルピー試験において、目標値を達成している。一方で、本発明例から外れる比較例は、目標値が得られていない。
【符号の説明】
【0079】
1 母材
2 溶接金属
3 外面溶接の溶接ボンド部のノッチ位置
3a 内面溶接の溶接ボンド部のノッチ位置
3b 中央部(t/2)の溶接ボンド部のノッチ位置
4 シャルピー試験片のノッチ位置
11 母材外表面
12 母材内表面
L 内外面溶接ビードのラップ距離(mm)
K1 先行溶接の溶接ビードの溶融線傾斜角(°)
K2 後続溶接の溶接ビードの溶融線傾斜角(°)
【特許請求の範囲】
【請求項1】
内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、
溶接熱影響部の金属組織のうち、
島状マルテンサイト(MA)面積分率が4%以下で、
平均旧オーステナイト粒径が400μm以下で、
下記式(1)で計算されるPLBZMが1400以下で、
さらに、下記式(2)及び(3)でそれぞれ計算されるCM1及びCM2が13以下である
ことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
PLBZM=1.62D1t+0.84D2t−39t−89R1+81L+1510 式(1)
CM1=0.0012(90−(K1+15))D1 式(2)
CM2=0.0012(90−(K2+15))D2 式(3)
ここで、
D1(μm);先行溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
D2(μm);後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
R1(mm);先行溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、
L(mm);内外面溶接のラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
【請求項2】
溶接鋼管の化学成分が、質量%で、
C: 0.03〜0.08%
Si: 0.01〜0.20%
Mn: 1.0〜2.2%
P: 0.015%以下
Al: 0.001〜0.05%
Nb: 0.005〜0.050%
Ti: 0.005〜0.030%
N: 0.0020〜0.0080%
を含有し、さらに、
Cu: 0.10〜0.50%
Ni: 0.10〜1.00%
Cr: 0.10〜0.40%
Mo: 0.10〜0.30%
V: 0.005〜0.030%
B: 0.0005〜0.0030%
の内から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、
下記式(4)で示されるCeqが0.30≦Ceq≦0.50で、
下記式(5)で示されるPMAが5.0以下である
ことを特徴とする請求項1記載の溶接熱影響部靭性に優れた溶接鋼管。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 式(4)
PMA=100000(C−0.0218)(0.2Si+0.5Al)(2(C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B)+2.5Nb)(10/(50P+2.5))−2 式(5)
ここで、各式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
【請求項3】
さらに、質量%で、
Ca:0.0005〜0.0100%
Mg: 0.0005〜0.0100%
REM: 0.0005〜0.0200%
Zr: 0.0005〜0.0300%
の内から選ばれる1種以上を含有することを特徴とする請求項2に記載の溶接熱影響部靱性に優れた溶接鋼管。
【請求項4】
内面または外面のいずれかを先行して内外面各1層を多電極サブマージアーク溶接法によって溶接する溶接鋼管の製造方法であって、
下記式(6)で示されるPLBZSが1400以下となり、
下記式(7)及び(8)から計算されるCS1およびCS2が16以下になること
を特徴とする請求項2〜3のいずれか1項に記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
PLBZS=135HI1+70HI2−39t−89R1+81L+1510 式(6)
CS1=(90−(K1+15))HI1/t 式(7)
CS2=(90−(K2+15))HI2/t 式(8)
ここで、
HI1(kJ/mm);先行溶接の溶接入熱量、
HI2(kJ/mm);後続溶接の溶接入熱量、
R1(mm);先行溶接の溶接ビードのビード先端から5mmの位置でのビード幅、 L(mm);内外面溶接ビードのラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
【請求項5】
前記後続溶接の多電極サブマージアーク溶接において、少なくとも第1電極には、直径3.5mm以下の溶接ワイヤを用いることを特徴とする請求項4記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【請求項6】
前記後続溶接を行う側の開先形状が、表面側開先角度90°以上、管厚中央側開先角度60°以下の2段階の開先形状であることを特徴とする請求項4又は5に記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【請求項7】
前記後続溶接を行う側の表面側開先深さが管厚の1/3以上であることを特徴とする請求項6記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【請求項1】
内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、
溶接熱影響部の金属組織のうち、
島状マルテンサイト(MA)面積分率が4%以下で、
平均旧オーステナイト粒径が400μm以下で、
下記式(1)で計算されるPLBZMが1400以下で、
さらに、下記式(2)及び(3)でそれぞれ計算されるCM1及びCM2が13以下である
ことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
PLBZM=1.62D1t+0.84D2t−39t−89R1+81L+1510 式(1)
CM1=0.0012(90−(K1+15))D1 式(2)
CM2=0.0012(90−(K2+15))D2 式(3)
ここで、
D1(μm);先行溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
D2(μm);後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、
R1(mm);先行溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、
L(mm);内外面溶接のラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
【請求項2】
溶接鋼管の化学成分が、質量%で、
C: 0.03〜0.08%
Si: 0.01〜0.20%
Mn: 1.0〜2.2%
P: 0.015%以下
Al: 0.001〜0.05%
Nb: 0.005〜0.050%
Ti: 0.005〜0.030%
N: 0.0020〜0.0080%
を含有し、さらに、
Cu: 0.10〜0.50%
Ni: 0.10〜1.00%
Cr: 0.10〜0.40%
Mo: 0.10〜0.30%
V: 0.005〜0.030%
B: 0.0005〜0.0030%
の内から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、
下記式(4)で示されるCeqが0.30≦Ceq≦0.50で、
下記式(5)で示されるPMAが5.0以下である
ことを特徴とする請求項1記載の溶接熱影響部靭性に優れた溶接鋼管。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 式(4)
PMA=100000(C−0.0218)(0.2Si+0.5Al)(2(C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B)+2.5Nb)(10/(50P+2.5))−2 式(5)
ここで、各式の右辺の元素記号はそれぞれの含有量(質量%)を表わす。
【請求項3】
さらに、質量%で、
Ca:0.0005〜0.0100%
Mg: 0.0005〜0.0100%
REM: 0.0005〜0.0200%
Zr: 0.0005〜0.0300%
の内から選ばれる1種以上を含有することを特徴とする請求項2に記載の溶接熱影響部靱性に優れた溶接鋼管。
【請求項4】
内面または外面のいずれかを先行して内外面各1層を多電極サブマージアーク溶接法によって溶接する溶接鋼管の製造方法であって、
下記式(6)で示されるPLBZSが1400以下となり、
下記式(7)及び(8)から計算されるCS1およびCS2が16以下になること
を特徴とする請求項2〜3のいずれか1項に記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
PLBZS=135HI1+70HI2−39t−89R1+81L+1510 式(6)
CS1=(90−(K1+15))HI1/t 式(7)
CS2=(90−(K2+15))HI2/t 式(8)
ここで、
HI1(kJ/mm);先行溶接の溶接入熱量、
HI2(kJ/mm);後続溶接の溶接入熱量、
R1(mm);先行溶接の溶接ビードのビード先端から5mmの位置でのビード幅、 L(mm);内外面溶接ビードのラップ、
t(mm);管厚、
K1(°);先行溶接の溶接ビードの溶融線傾斜角、
K2(°);後続溶接の溶接ビードの溶融線傾斜角
である。
【請求項5】
前記後続溶接の多電極サブマージアーク溶接において、少なくとも第1電極には、直径3.5mm以下の溶接ワイヤを用いることを特徴とする請求項4記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【請求項6】
前記後続溶接を行う側の開先形状が、表面側開先角度90°以上、管厚中央側開先角度60°以下の2段階の開先形状であることを特徴とする請求項4又は5に記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【請求項7】
前記後続溶接を行う側の表面側開先深さが管厚の1/3以上であることを特徴とする請求項6記載の溶接熱影響部靱性に優れた溶接鋼管の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−78775(P2013−78775A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−219081(P2011−219081)
【出願日】平成23年10月3日(2011.10.3)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月3日(2011.10.3)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]