
Fターム[4E081DA57]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 溶接条件 (353) | 入熱量の設定と制御 (35)
Fターム[4E081DA57]に分類される特許
1 - 20 / 35
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
低温用鋼のサブマージアーク溶接方法
【課題】高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ワイヤ全質量%で、C:0.03〜0.15%、Si:0.08〜0.6%、Mn:1.2〜3.2%、Ni:0.5〜3.5%、Mo:0.03〜0.6%、CaF2:2〜12%、金属炭酸塩のCO2分:0.05〜0.7%、アルカリ金属化合物のNa2O、K2O及びLi2O換算値の合計:0.02〜0.2%を含有し、ワイヤの全水素量が50ppm以下であるフラックス入りワイヤと、質量%で、SiO2:8〜25%、Al2O3:25〜40%、MgO:0.5〜8.0%、MnO:5.5〜11%、CaO:5〜20%、CaF2:25〜45%、アルカリ金属酸化物の合計:0.1〜3.0%を含有する溶融型フラックスとを組合せて溶接する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能な、鋼材を内外面一層溶接する多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接であって、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。さらに好ましくは上記条件とする内面溶接または外面溶接において、最後尾電極の電極角度を40度以上、開先角度を50度以上70度以下とする。
(もっと読む)
溶接熱影響部靱性に優れた溶接鋼管およびその製造方法
【課題】生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
(もっと読む)
2電極左右差溶接方法
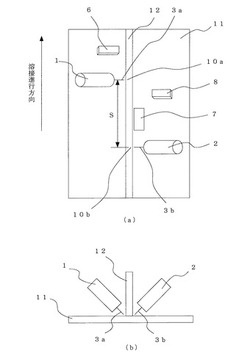
【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱

【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法
【課題】SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法を提供する。
【解決手段】溶接鋼管であって、その母材部は、Al、Ti、Caを含有し、更にCu、Ni、Cr、Mo、Nb、Vの中から選ばれる1種以上を含み、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、前記母材の管厚中央部の組織は、平均粒径40μm以下かつ平均アスペクト比2.0以下のポリゴナルフェライトおよび擬似ポリゴナルフェライト並びに硬質第2相を含み、前記ポリゴナルフェライトと硬質第2相との硬度差をHv20〜100とし、また、前記溶接鋼管の溶接金属部は母材と共金とし、Pcmが0.12以上、PSRが0.025以下であることを特徴とするSR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれ、すみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備え、当該微小突起部の先端部の内径側周囲には、差込口に配管が差し込まれた場合に配管の表面と離隔する離隔部が備わることを特徴とする。
(もっと読む)
SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法
【課題】SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法を提供する。
【解決手段】溶接鋼管であって、その母材部は、Al、Ti、Caを含有し、更にCu、Ni、Cr、Mo、Nb、Vの中から選ばれる1種以上を含み、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、前記母材の管厚中央部の組織は、平均粒径10〜40μmかつ平均アスペクト比2.0以下のポリゴナルフェライトおよび擬似ポリゴナルフェライトを80〜95体積%、硬質第2相を5〜20体積%含み、また、前記溶接鋼管の溶接金属部は母材と共金とし、Pcmが0.12以上、PSRが0.025以下であることを特徴とするSR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の内径側の角部は、面取りされていない。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
隅肉溶接継手
【課題】板厚50mm以上の極厚鋼板の隅肉継手で疲労特性に優れた隅肉溶接継手を提供する。
【解決手段】板厚50mm以上の板厚方向の耐疲労特性に優れた厚鋼板の隅肉継手を、入熱30kJ/cm以下、3層6パス以下の積層で溶接し、前記厚鋼板は、少なくとも、鋼板の圧延面の両側または片側から板厚方向に2mmの位置から板厚の3/10位置までの範囲において、板面に平行な(110)面のX線強度比が2.0以上、板面に平行な(100)面のX線強度比が1.1以下の集合組織を有し、更に、板厚方向圧縮残留応力の平均値が、160MPa以上で、もしくは、鋼板の圧延面の両側または片側から板厚方向に4mmまでの範囲において、板厚方向と直角方向の圧縮残留応力が100MPa以上とする。
(もっと読む)
耐疲労特性に優れた厚鋼板およびその製造方法
【課題】溶接部の耐疲労特性に優れた厚鋼板を提供する。
【解決手段】熱間圧延終了後、急冷して、鋼板表裏面から板厚方向に2mmまでの表層領域の平均ビッカース硬さHVsが、板厚の1/4位置から3/4位置までの内層領域の平均ビッカース硬さHVmの1.20以上となる硬化領域を有する厚鋼板とする。これにより、母材はもちろん、溶接継手部の耐疲労特性が顕著に向上する。なお、溶接継手は、止端部を入熱:50kJ/cm以下の溶接により作製することが好ましい。
(もっと読む)
すみ肉溶接継手
【課題】高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供する。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
(もっと読む)
MAG溶接法
【課題】裏当て材を用いなくても溶接金属を開先から溶け落ちさせることなく鋼管の端部同士を接続することができるMAG溶接法を提供する
【解決手段】鋼管1の端部11同士を向き合わせ、向き合った端部11間に形成される開先12のルートフェイスを0〜1.5mm、ルートギャップを1〜4mmとし、溶接層の初層における溶接入熱を、鋼管1の管軸から鉛直上方に伸びる直線から、溶接が行われている箇所と管軸とを結ぶ直線までの時計回り方向の角度が0°以上60°未満のときには3〜17kJ/cmとし、60°以上120°未満のときには2〜12kJ/cmとし、120°以上180°未満のときには2〜10kJ/cmとし、180°以上240°未満のときには2〜11kJ/cmとし、240°以上300°未満のときには3〜16kJ/cmとし、300°以上360°未満のときには3〜18kJ/cmとする。
(もっと読む)
亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手
【課題】亜鉛めっき鋼板どうしの溶接継手において、ブローホールやピットの発生を低減させ、信頼性の高い溶接継手を提供することを目的とする。
【解決手段】亜鉛めっき鋼板のアーク溶接において、前記アーク溶接が低入熱・高溶着な溶接方法であり、溶接ワイヤの供給量あたりの投入エネルギーPwが0.4以上、0.65以下であり、鋼板の板厚当たりの溶接ワイヤの溶着金属量Ftが2.5以上、6.0以下であり、さらに前記アーク溶接のシールドガス中の成分がAr、CO2、O2からなり、O2≦6体積%で且つ30体積%≦CO2+5×O2≦100体積%の関係を満たすことを特徴とする亜鉛めっき鋼板のアーク溶接方法。
ここで,
P Pw=溶接電流Iw [A] × 溶接電圧Vw[V] / 溶接ワイヤ供給量Vf[mm/min]
Ft=溶接ワイヤ供給量Vf[mm/min] / 溶接速度Vt[mm/min] / 鋼板の板厚[mm] である。
(もっと読む)
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
(もっと読む)
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
1 - 20 / 35
[ Back to top ]