
国際特許分類[B23K9/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | サブマージアーク溶接 (164)
国際特許分類[B23K9/18]に分類される特許
1 - 10 / 164
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
溶接評価試験用の試験片及び溶接評価試験方法
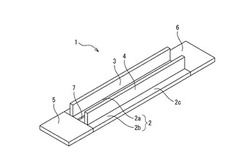
【課題】高強度UOE鋼管そのものを用いることなくシーム溶接部の低温割れの評価を行う。
【解決手段】溶接評価試験用の試験片1は、高強度UOE鋼管と同素材を用いて形成された2枚の平板2a,2bを突合わせた形態をなし、直線形状の突合わせ部位に沿い開先7,8が両面2c,2dにそれぞれ形成された突合せ継手模擬部2と、突合せ継手模擬部2の一の面2cの開先7の形成方向に平行になるように該一の面2c上に設けた平板形状の拘束板3,4と、を有する。
(もっと読む)
鋼板の多電極サブマージアーク溶接方法

【課題】低入熱でワイヤの溶融量を増加させることなく、溶接部の高靭性化を図るとともに、深い溶込みと広いビード幅を得ることができる多電極サブマージアーク溶接方法を提供する。
【解決手段】溶接進行方向の先頭の第1電極のワイヤ径を2.0〜3.2mmとし、溶接進行方向の最後尾に、溶接線を挟んで両側に2本の電極を配置し、かつ2本の電極の鋼板の表面におけるワイヤ先端位置を溶接線に対して垂直な同一線上に配置するとともに、ワイヤ先端位置と溶接線との距離W(mm)を5〜20mmとし、かつコンタクトチップの先端部中心から鉛直下方に下ろした鉛直線が鋼板の表面と交わる位置と溶接線との距離M(mm)がM≧Wを満たす。
(もっと読む)
多電極サブマージアーク溶接方法
【課題】本発明では、低入熱かつ高溶接速度で深い溶込みを得ながら、低い余盛で十分に広いビード幅を得ることができるサブマージアーク溶接方法を提供することを目的とする。
【解決手段】3電極以上の多電極サブマージアーク溶接方法において、第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、その他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、溶接することを特徴とする多電極サブマージアーク溶接方法。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】複数のロータセグメントからなるタービンロータにおいて、溶接継手部の裏側の処理が容易に実施できるタービンロータ。
【解決手段】複数のロータセグメント4,5,6が軸線D方向に互いに接合してなるタービンロータ1であって、ロータセグメント4,5,6は、軸線を中心とした円筒状をなし、軸線方向の端部が隣り合うロータセグメント同士で互いに溶接される溶接端面13,14とされた外筒部11と、外筒部の内周面から径方向内側に張り出すように形成され、軸線Dを中心とする孔部15を一体形状にて有する円板部12とを有するタービンロータ1。
(もっと読む)
低温用鋼のサブマージアーク溶接方法
【課題】高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ワイヤ全質量%で、C:0.03〜0.15%、Si:0.08〜0.6%、Mn:1.2〜3.2%、Ni:0.5〜3.5%、Mo:0.03〜0.6%、CaF2:2〜12%、金属炭酸塩のCO2分:0.05〜0.7%、アルカリ金属化合物のNa2O、K2O及びLi2O換算値の合計:0.02〜0.2%を含有し、ワイヤの全水素量が50ppm以下であるフラックス入りワイヤと、質量%で、SiO2:8〜25%、Al2O3:25〜40%、MgO:0.5〜8.0%、MnO:5.5〜11%、CaO:5〜20%、CaF2:25〜45%、アルカリ金属酸化物の合計:0.1〜3.0%を含有する溶融型フラックスとを組合せて溶接する。
(もっと読む)
UOE鋼管のシーム溶接方法
【課題】多電極(少なくとも3電極)のサブマージアーク溶接でUOE鋼管のシーム部を溶接するにあたって、溶接を終了する側で生じる余盛不足を短く抑えることによって、タブ板長さを短縮することが可能となり、ひいてはUOE鋼管の生産性を向上できるシーム溶接方法を提供する。
【解決手段】一方のタブ板から溶接を開始してUOE鋼管1のシーム部を溶接した後、他方のタブ板で第1電極2aのアークを停止し、次に第1電極のアーク停止位置近傍で第2電極2bのアークを停止し、さらに第3電極2c以降は第1電極のアーク停止位置を通過した後に同一位置でアークを停止する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能な、鋼材を内外面一層溶接する多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接であって、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。さらに好ましくは上記条件とする内面溶接または外面溶接において、最後尾電極の電極角度を40度以上、開先角度を50度以上70度以下とする。
(もっと読む)
溶接熱影響部靱性に優れた溶接鋼管およびその製造方法
【課題】生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
(もっと読む)
1 - 10 / 164
[ Back to top ]