
国際特許分類[B23K9/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | サブマージアーク溶接 (164)
国際特許分類[B23K9/18]に分類される特許
61 - 70 / 164
厚鋼板の溶接方法
【課題】板厚30mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な厚鋼板の溶接方法を提供する。
【解決手段】板厚30mm以上の鋼材を両面から溶接する際、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を、必要に応じて多電極溶接として、配置してハイブリッド溶接とし、前記ハイブリッド溶接において前記多電極サブマージアーク溶接は、(1)式を満足する入熱として溶接し、好ましくはガスシールドアーク溶接は(2)式を満足する入熱で溶接する。ガスシールドアーク溶接が多電極溶接の場合、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上とする。0.18t−3≦QS≦0.35t−5.5(1)ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接入熱(kJ/mm)、QG≦0.17t−1.5(2)ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱(kJ/mm)
(もっと読む)
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
アーク溶接方法およびアーク溶接のための装置
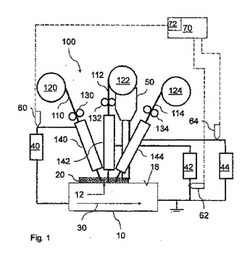
本発明は電気アーク溶接方法に関し、溶接棒アセンブリ100が、可溶性を有して連続し、ワーク10に電気アークを介して溶融池12を生じさせる、少なくとも二つの溶接棒110,112,114,118を具備し、少なくとも二つの溶接棒110,112,114,116,118は、溶接方向30に関して連続した順番に、そして互いに横に引き離されて配置され、溶接棒アセンブリ100のそれぞれの溶接棒110,112,114,116,118の少なくとも一つの安定性パラメータStab_parを監視し、溶接棒アセンブリ100の一つの溶接棒116が安定性基準Critを違反していないか確認し、一つの溶接棒116の安定性基準Critの違反が検知されたときに、安定性基準Critに違反した一つの溶接棒116を、一つ以上の隣り合う溶接棒110,112,114,118から少なくとも一時的に引き離すステップが行われる。 (もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法

【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上で両面1層溶接を行う鋼材のサブマージアーク溶接方法において、第1電極の電流密度が(1)式を、最後尾の電極の電流密度が(2)式を満足し、かつ第1電極の電流と最後尾の電極の電流が(3)式を満足する。DL≧220(1)、80≦DT≦120(2)、IT/IL≧0.50(3)ここで、DL:第1電極の電極の電流密度(A/mm2)、DT:最後尾の電極の電流密度(A/mm2)、IL:第1電極の電流(A)、IT:最後尾の電極の電流(A)であり、電流密度は溶接電流を溶接ワイヤの断面積で除した値とする。
(もっと読む)
溶接制御
溶接装置(100)は、2つのワークピース(P1,P2)が互いに機械的に連結されるようにワークピース(P1,P2)間に溶接材料を適用する。溶接装置(100)は、溶接頭部(110)および主要な要素(120)を備える。溶接頭部(110)は、ワークピース(P1,P2)間の動作方向に沿って、移動中に溶接行為を行う。2つの補助センサ部材(SR,SL)は、動作方向(OD)に対して、溶接頭部(110)の上流にある主要な要素(120)に配置される。センサ部材(SR,SL)は、溶接材料が適用される、ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録する。各センサ部材(SR,SL)は、2つのワークピース(P1,P2)のそれぞれの壁(W1,W2)と接触を維持しつつ、一方で主要な要素(120)と隣接する壁との間にある横方向の距離(dR,dL)の変化を受入れるように構成される。これは、動作方向(OD)に対して本質的に垂直に配向された少なくとも1つのピボット軸(P)を介して主要な要素(120)に旋回可能に取り付けられたセンサ部材(SR,SL)により達成される。 (もっと読む)
溶接装置
【課題】フラックスによるヒータの破損や温度低下を抑制できる溶接装置を提供すること。
【解決手段】この溶接装置1は、筒状構造物を溶接対象Tとしてアーク溶接を行う溶接機2と、溶接時にて溶接対象Tを予熱するヒータ3とを備えている。また、溶接機2が溶接対象Tの外周側に配置されている。また、ヒータ3が溶接対象Tの内周側に配置されて溶接対象Tを予熱している。これにより、ヒータ3が溶接対象Tの内周側に配置されて溶接部を加熱するので、溶接時にてフラックスが飛散したときに、フラックスがヒータ3に降りかかる事態が防止される。これにより、フラックスによるヒータ3の破損や温度低下を抑制できる。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 フラックス入りワイヤのワイヤ全質量%で、鋼製外皮と充填フラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.4%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%、金属炭酸塩のCO2分:0.05〜0.7%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いことを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
(もっと読む)
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
61 - 70 / 164
[ Back to top ]