
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法に関する。
【背景技術】
【0002】
近年、石油や天然ガスの採掘および輸送に使用されるラインパイプの重要度がますます高まり、輸送効率向上を狙った高圧操業で使用される高強度高靱性ラインパイプを安定して供給することが強く要望されている。
【0003】
大径、中〜厚肉のラインパイプは鋼板をC成形、U成形、O成形した後、成形された鋼板の端部同士を仮付溶接し、内外面から1層ずつシーム溶接後、拡管することによって製造される。
【0004】
ラインパイプのシーム溶接部のバースト特性、疲労特性など種々の特性には、溶接金属や溶接熱影響部の組織形態などの材質因子だけでなく、余盛高さなどの形状因子も大きく影響を及ぼすことが知られている。
【0005】
例えば、特許文献1には、拡管前後のピーキング量を最適な範囲することと内面溶接の余盛高さを低減することにより鋼管の成形性およびバースト特性が向上することが記載されている。
【0006】
特許文献2には、溶接金属と母材の引張強さの比を最適な範囲にするとともに、内外面シーム溶接部の余盛高さを低減することによりバースト特性が向上することが記載されている。
【0007】
シーム溶接部の余盛高さが低くなると溶接止端部の形状がなだらかになるため、輸送する内容物の内圧変動などによる繰返し負荷に対する、溶接止端部での応力集中が軽減され、内圧疲労特性が向上する。
【0008】
また、溶接鋼管を埋設して使用する場合は、管体の腐食を防止するために内外面にポリエチレンなど樹脂の被覆を行うが、シーム溶接部の余盛が高い場合、溶接部の上で膜厚が薄くなることがあり、その分をあらかじめ見込んで全体の膜厚を厚くして所定の膜厚を確保する必要があるため、樹脂の使用原単位が増加する。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−059215号公報
【特許文献2】特開2002−309336号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上述したように、シーム溶接部の余盛高さを低く均一にすることで、溶接部の特性の向上や製造コストの低減が可能であるが、シーム溶接部の余盛高さを低く均一にするため、溶接入熱を下げるなどして溶着量を減らすことは、アンダーカットなどの溶接欠陥を助長させることになる。
【0011】
また、一般にシーム溶接時の開先断面積は、個々の鋼管の開先加工条件やプレス条件、連続仮付溶接の条件、その後の手直しにより異なるため、個々の鋼管に対して溶接条件を調整しなくては、シーム溶接部の余盛高さを低く均一に保つことができない。
【0012】
すなわち、厚鋼板の幅端部に耳波が発生した場合、プレス時の局所的な開先潰れや連続仮付の溶接不良、補強溶接による余盛過多、内面溶接の抜けなどにより、同一の条件で開先を作製しても外面溶接直前における開先形状がばらつき、同一溶接条件で全長に渡って溶接すると、全長に渡って余盛高さが低く均一な溶接鋼管を得ることができない。
【0013】
一方、溶接条件の調整によらず、余盛り高さを低く均一にする方法として、グラインダなどによる研削があるが、この方法は生産性を著しく低下させる。また、溶接金属が高強度になるほど研削に費やす時間はますます増大する。
【0014】
なお、特許文献1および2には、余盛高さの範囲は規定しているものの、大量生産をした場合に余盛高さが低く均一な溶接鋼管を安定的に製造する方法については、開示されていない。
【0015】
本発明は、溶接ままでシーム溶接部の余盛高さが低く均一でありなおかつ溶接欠陥の発生の少ない溶接鋼管を安定的に製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記課題を達成するため、板厚が15mm以上で、多電極サブマージアーク溶接法によりシーム溶接されるUOE鋼管を対象に、種々の検討を行い、以下の知見を得た。
1.余盛高さを安定させるために、同じ溶接条件で溶接したときの余盛高さと開先断面積の関係を調査した結果、余盛高さを低減するために溶接条件やフラックス散布高さ、フラックス粒度などを調節した場合においては、開先断面積の変動と余盛高さの変動がほぼ比例関係にある。2.従って、開先断面積に応じて溶着量の制御が可能な溶接パラメータの調整によって、余盛高さが低く均一な溶接鋼管が得られる。
3.開先断面積は上述したように同一鋼管内で大きくばらつくことがあるため、溶接中にオンラインで逐次開先断面積を検出しながら溶接条件を適宜変更することが、ビード全長で安定した余盛高さを得るために重要である。
4.開先断面積から予想される余盛高さが高い場合、溶着量を低減するために、各電極の溶接電流の総和と溶接速度の関係が特定の式を満たすように増加させ、開先断面積から予想される余盛高さが低いときは、当該特定の式を満たすように減少することによって、溶込み深さの変動を小さくしながら、余盛高さの制御が可能である。
5.各電極の電流の比が一定であれば、溶接電流、溶接速度を変動させても溶接ビード形状の梨型化による高温割れなどを防ぐことが可能である。
【0017】
本発明は、以上の知見をもとに更に検討を加えてなされたもので、すなわち、本発明は、
(1)両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、
開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
(2)両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う際、溶接直前においてオンラインで開先断面積を求め、当該断面積をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
(3)シーム溶接は、予め求めておいた溶接条件と開先断面積と余盛高さとの関係をもとに溶接条件を調整して行うことを特徴とする(1)または(2)記載の溶接鋼管の製造方法。
(4)溶接条件の調整は、溶接電流、溶接電圧、溶接速度およびワイヤ突出し長の1種または2種以上を調整することを特徴とする(1)ないし(3)のいずれか一つに記載の溶接鋼管の製造方法。
(5)溶接条件の調整は、溶接電流と溶接速度について行い、前記予め求めておいた開先断面積と溶接条件と余盛高さとの関係から、目標余盛高さを実現するために開先断面積に応じた適正溶接条件を求めて、これに従って溶接電流と溶接速度を設定することを特徴とする(4)記載の溶接鋼管の製造方法。
(6)溶接電流と溶接速度は、下式を満たすように調整することを特徴とする(5)記載の溶接鋼管の製造方法。
【0018】
(ΣI)2/s=C
ただし、ΣI: 多電極サブマージアーク溶接の各電極の溶接電流の総和(A)、s: 溶接速度(mm/min),C:定数
(7)各電極の溶接電流の比が一定になるように調整することを特徴とする(6)記載の溶接鋼管の製造方法。
(8)開先形状を検知する2次元レーザ距離計と、検知した情報をもとに開先断面積を計算して溶接条件の変更を行う1台以上の演算処理装置と、を備えた測定−演算系で開先断面積を求めることを特徴とする(1)乃至(8)のいずれか一つに記載の溶接鋼管の製造方法。
【発明の効果】
【0019】
本発明によれば、シーム溶接部の余盛高さが低く均一で、溶接欠陥の発生の少ない溶接鋼管を安定的に製造することが可能となり、産業上極めて有効である。
【図面の簡単な説明】
【0020】
【図1】溶接電流を変化させた場合の開先断面積と余盛高さとの関係
【図2】目標余盛高さを1.5mmとした場合の開先断面積と適正な溶接条件(第1電極溶接電流、溶接速度)との関係
【図3】本実施例における開先断面積と余盛高さとの関係
【発明を実施するための形態】
【0021】
本発明は、余盛高さの仕様が厳格な板厚: 15mm以上のUOE鋼管を対象とし、造管方法、開先断面積の測定方法、溶接条件の調整方法を規定する。なお、シーム溶接は多電極サブマージアーク溶接とする。
【0022】
本発明に係る溶接鋼管の製造方法では、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を測定して、所望する余盛高さの溶接部が得られるように溶接条件を調整する。
【0023】
開先断面積は、1.溶接前に開先断面積を全長に渡って連続測定して平均値を求めたもの、2.溶接直前、すなわち、仮付け溶接により管状としたものに対してオンラインで求めたもののいずれであっても良く、これらいずれかの断面積をもとに溶接ビードの余盛高さが所望する値となるように溶接条件を調整する。前者の開先断面積の場合、余盛高さは0.1mm以上3.0mm以下、後者の開先断面積の場合は、より好ましい0.1mm以上2.5mm以下が達成される。余盛高さが低い場合の効果は2.5mm以下の場合、顕著に得られ、一方、余盛高さが低すぎるとアンダーカットやヒケスの影響により継手特性が劣化するため0.1mm以上が好ましい。
【0024】
溶接条件は、予め求めておいた溶接条件と開先断面積と余盛高さとの関係をもとに、測定した開先断面積に応じて上記の余盛り高さの範囲に収まるように選定する。予め求めておく溶接条件は、溶接電流、溶接電圧、溶接速度およびワイヤ突出し長の中から選ばれる1種または2種以上とする。
【0025】
余盛高さや溶着量を支配する因子として他に、ワイヤ径、フラックス散布高さ、フラックス粒度なども影響するが大量生産時に鋼管ごとに条件を変更することが困難であるため、条件変更が比較的容易かつ溶着量を十分に変化させることができる上記4つの条件の中から選ばれる1種または2種以上を変更するものとした。
【0026】
溶接電流および溶接速度を調整する場合、本溶接に先立ち、事前に予備試験を行い、開先断面積と溶接条件と余盛高さとの関係を予め求めておく。標準的な溶接条件から大きく離れない範囲での溶接条件(溶接電流・溶接速度)の変更であれば、前記、開先断面積と溶接条件と余盛高さとの関係は、線形の近似式で近似することが可能である。この近似式を元に、或る目標余盛高さを実現する場合の、開先断面積とそれに応じた適正溶接条件との関係を求めることができる。該、開先断面積と溶接条件との関係を用いて、本溶接を実施することにより、適正な余盛高さを実現することができる。
【0027】
ここで、式(1)を満たしながら溶接電流および溶接速度を上げることにより、溶け込み深さをほぼ一定に保ちつつ、溶着量を減らして余盛高さを低減することができる。
【0028】
(ΣI)2/s=C・・・・(1)
ただし、ΣI: 多電極サブマージアーク溶接の各電極の溶接電流の総和(A)、s: 溶接速度(mm/min),C:定数
溶接電流を調整する場合、多電極サブマージアーク溶接の各電極の溶接電流の比が一定になるように調整することができる。このように各電極の溶接電流の比を一定に保つことで、適切な溶接断面形状を維持することができ、溶接断面形状の梨型化による高温割れなどの発生を防止することができる。
【0029】
なお、開先断面積は、開先形状を検知する開先形状認識装置、例えば、2次元レーザ距離計と、検知した情報をもとに開先断面積を計算して溶接条件の変更を行う1台以上の演算処理装置と、を備えた測定−演算系で求めることが好ましい。
【0030】
溶接直前においてオンラインで開先断面積を測定する場合、開先形状認識装置は溶接機よりも溶接方向前方に設置し、測定ピッチは、最低400mmピッチとすることが望ましい。開先断面積を考慮せずに溶接した鋼管のシーム溶接部高さの測定を行ったところ、おおよそ800mmの周期で最大値〜最小値〜最大値を繰り返す傾向にあったためである。なお、開先断面積の測定とともにシーム部のセンター合せも同時に行うことができる。
【実施例】
【0031】
板厚22mm、板幅28インチ、板長12000mmの厚鋼板の板長端にシーム溶接用のタブ板を溶接後、内面開先角度45°、深さ6.5mm、外面開先角度45°、深さ8,5mmを狙ってエッジミラーで全長に渡り開先加工を行い、順にC成形、U成形、O成形し、厚鋼板の端部同士を2電極MIG溶接で仮付溶接を行った。
【0032】
仮付溶接後、仮付ビード抜け部などに外面溶接側からCO2溶接で補強溶接を行い、続いて内面溶接を4電極サブマージアーク溶接で行った。次に、外面溶接前に外面開先内の内面溶接抜け部や補強溶接部をグラインダで研削加工した後、4電極サブマージアーク溶接で外面溶接を行った。
【0033】
開先断面積の測定は、溶接機と同時に動くように溶接線前方に設置した2次元レーザ距離計で外面開先を全長に渡り倣い、溶接線上で溶接点の前方30mmにおける開先断面積を逐次算出することで行った。
【0034】
外面溶接は、標準溶接条件から後述する手順で求めた開先断面積と溶接条件の関係にならい、前記逐次算出された開先断面積の測定結果に応じて溶接電流と溶接速度を変更しながら実施した。
【0035】
比較例では、上記の断面積の測定結果に関わらず、全数を標準溶接条件で溶接を実施した。なお、標準溶接条件とは狙い通りの開先加工がなされたときの開先断面積のときに余盛り高さが狙いの中央値近傍(この場合は1.5mm)になるように決定した溶接条件を指す。
【0036】
余盛高さは、高さ計を用いて管端500mmから11500mmまで1000mmピッチで11点測定し、最大値、最小値および平均値で評価した。
【0037】
溶接条件の調整にあたり、予備試験としてまず、開先断面積と溶接条件の関係を調査した。溶接条件は、表1に示す、標準溶接条件から第1電極の電流を20Aずつ変化させて、溶接電流と溶接速度が(ΣI)2/s=C(定数)かつ各電極の電流比が一定になるように、すなわち、(ΣI)2/sと各電極の電流比とが、それぞれ、標準溶接条件の場合の値と等しくなるように設定した。ここでは、測定した開先断面積が60mm2付近と70mm2付近にある対象材に対して溶接条件と余盛高さとの関係を調査した。
【0038】
図1に上記方法で溶接した場合の、開先断面積と余盛高さとの関係を示す。溶接電流が一定の場合、開先断面積が大きくなると平均余盛高さは小さくなる傾向にある。よって、図1中に示した5本の右下がりの直線のそれぞれが、5水準の第1電極溶接電流の場合に対応するというわけではないものの、これらの直線のように、余盛高さと開先断面積とは、溶接電流をパラメータとした線形関係にあるものと近似できる。すなわち、余盛高さと開先断面積と溶接電流との間に線形近似式を定めることができる。
【0039】
こうして、余盛高さと開先断面積と溶接電流との間に線形近似式が求められると、今度は、所定の開先断面積に対して、特定の目標余盛高さを実現するための、溶接条件を求めることができる。すなわち、余盛高さと開先断面積とが決まると、前記線形近似式を用いることにより適正な溶接電流が求められ、さらに、前述の、溶接電流と溶接速度が(ΣI)2/sが一定という関係から、適正な溶接速度を求めることができるのである。目標余盛高さを1.5mmとした場合の開先断面積と適正な溶接条件(第1電極溶接電流、溶接速度)との関係を図2に示す。
【0040】
この関係をもとに、検出した開先断面積の変化とともに、余盛高さが平均1.5mmになるように溶接電流および溶接速度を変化させながら外面溶接を行った。
【0041】
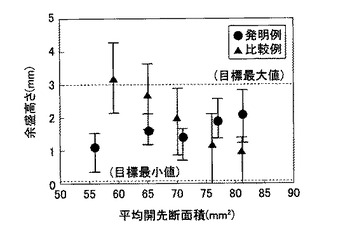
開先断面積を算出し溶接条件を変更しながら溶接した本発明例と、開先断面積の測定結果によらず標準溶接条件で溶接した比較例の平均開先断面積と余盛高さの関係を図3に示す。なお、最小値が0未満になっているものはアンダーカットが発生したものである。
【0042】
本発明例は、開先断面積の変動に対して適切に溶接条件を変更しているため余盛高さのばらつきが少なく、余盛高さの最大値、最小値ともに目標の範囲内に収まっている。
【0043】
一方、比較例は、開先断面積が小さいときは余盛が過剰であり、開先断面積が大きいときは余盛が小さくアンダーカットが発生していることが認められた。
【0044】
なお、仮付け溶接で管状とした後、溶接前に開先断面積を全長に渡って連続測定して求めた平均値を開先断面積として、上記試験を行った場合、本発明例と同様の結果が得られた。
【0045】
【表1】

【技術分野】
【0001】
本発明は、石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法に関する。
【背景技術】
【0002】
近年、石油や天然ガスの採掘および輸送に使用されるラインパイプの重要度がますます高まり、輸送効率向上を狙った高圧操業で使用される高強度高靱性ラインパイプを安定して供給することが強く要望されている。
【0003】
大径、中〜厚肉のラインパイプは鋼板をC成形、U成形、O成形した後、成形された鋼板の端部同士を仮付溶接し、内外面から1層ずつシーム溶接後、拡管することによって製造される。
【0004】
ラインパイプのシーム溶接部のバースト特性、疲労特性など種々の特性には、溶接金属や溶接熱影響部の組織形態などの材質因子だけでなく、余盛高さなどの形状因子も大きく影響を及ぼすことが知られている。
【0005】
例えば、特許文献1には、拡管前後のピーキング量を最適な範囲することと内面溶接の余盛高さを低減することにより鋼管の成形性およびバースト特性が向上することが記載されている。
【0006】
特許文献2には、溶接金属と母材の引張強さの比を最適な範囲にするとともに、内外面シーム溶接部の余盛高さを低減することによりバースト特性が向上することが記載されている。
【0007】
シーム溶接部の余盛高さが低くなると溶接止端部の形状がなだらかになるため、輸送する内容物の内圧変動などによる繰返し負荷に対する、溶接止端部での応力集中が軽減され、内圧疲労特性が向上する。
【0008】
また、溶接鋼管を埋設して使用する場合は、管体の腐食を防止するために内外面にポリエチレンなど樹脂の被覆を行うが、シーム溶接部の余盛が高い場合、溶接部の上で膜厚が薄くなることがあり、その分をあらかじめ見込んで全体の膜厚を厚くして所定の膜厚を確保する必要があるため、樹脂の使用原単位が増加する。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−059215号公報
【特許文献2】特開2002−309336号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上述したように、シーム溶接部の余盛高さを低く均一にすることで、溶接部の特性の向上や製造コストの低減が可能であるが、シーム溶接部の余盛高さを低く均一にするため、溶接入熱を下げるなどして溶着量を減らすことは、アンダーカットなどの溶接欠陥を助長させることになる。
【0011】
また、一般にシーム溶接時の開先断面積は、個々の鋼管の開先加工条件やプレス条件、連続仮付溶接の条件、その後の手直しにより異なるため、個々の鋼管に対して溶接条件を調整しなくては、シーム溶接部の余盛高さを低く均一に保つことができない。
【0012】
すなわち、厚鋼板の幅端部に耳波が発生した場合、プレス時の局所的な開先潰れや連続仮付の溶接不良、補強溶接による余盛過多、内面溶接の抜けなどにより、同一の条件で開先を作製しても外面溶接直前における開先形状がばらつき、同一溶接条件で全長に渡って溶接すると、全長に渡って余盛高さが低く均一な溶接鋼管を得ることができない。
【0013】
一方、溶接条件の調整によらず、余盛り高さを低く均一にする方法として、グラインダなどによる研削があるが、この方法は生産性を著しく低下させる。また、溶接金属が高強度になるほど研削に費やす時間はますます増大する。
【0014】
なお、特許文献1および2には、余盛高さの範囲は規定しているものの、大量生産をした場合に余盛高さが低く均一な溶接鋼管を安定的に製造する方法については、開示されていない。
【0015】
本発明は、溶接ままでシーム溶接部の余盛高さが低く均一でありなおかつ溶接欠陥の発生の少ない溶接鋼管を安定的に製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記課題を達成するため、板厚が15mm以上で、多電極サブマージアーク溶接法によりシーム溶接されるUOE鋼管を対象に、種々の検討を行い、以下の知見を得た。
1.余盛高さを安定させるために、同じ溶接条件で溶接したときの余盛高さと開先断面積の関係を調査した結果、余盛高さを低減するために溶接条件やフラックス散布高さ、フラックス粒度などを調節した場合においては、開先断面積の変動と余盛高さの変動がほぼ比例関係にある。2.従って、開先断面積に応じて溶着量の制御が可能な溶接パラメータの調整によって、余盛高さが低く均一な溶接鋼管が得られる。
3.開先断面積は上述したように同一鋼管内で大きくばらつくことがあるため、溶接中にオンラインで逐次開先断面積を検出しながら溶接条件を適宜変更することが、ビード全長で安定した余盛高さを得るために重要である。
4.開先断面積から予想される余盛高さが高い場合、溶着量を低減するために、各電極の溶接電流の総和と溶接速度の関係が特定の式を満たすように増加させ、開先断面積から予想される余盛高さが低いときは、当該特定の式を満たすように減少することによって、溶込み深さの変動を小さくしながら、余盛高さの制御が可能である。
5.各電極の電流の比が一定であれば、溶接電流、溶接速度を変動させても溶接ビード形状の梨型化による高温割れなどを防ぐことが可能である。
【0017】
本発明は、以上の知見をもとに更に検討を加えてなされたもので、すなわち、本発明は、
(1)両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、
開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
(2)両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う際、溶接直前においてオンラインで開先断面積を求め、当該断面積をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
(3)シーム溶接は、予め求めておいた溶接条件と開先断面積と余盛高さとの関係をもとに溶接条件を調整して行うことを特徴とする(1)または(2)記載の溶接鋼管の製造方法。
(4)溶接条件の調整は、溶接電流、溶接電圧、溶接速度およびワイヤ突出し長の1種または2種以上を調整することを特徴とする(1)ないし(3)のいずれか一つに記載の溶接鋼管の製造方法。
(5)溶接条件の調整は、溶接電流と溶接速度について行い、前記予め求めておいた開先断面積と溶接条件と余盛高さとの関係から、目標余盛高さを実現するために開先断面積に応じた適正溶接条件を求めて、これに従って溶接電流と溶接速度を設定することを特徴とする(4)記載の溶接鋼管の製造方法。
(6)溶接電流と溶接速度は、下式を満たすように調整することを特徴とする(5)記載の溶接鋼管の製造方法。
【0018】
(ΣI)2/s=C
ただし、ΣI: 多電極サブマージアーク溶接の各電極の溶接電流の総和(A)、s: 溶接速度(mm/min),C:定数
(7)各電極の溶接電流の比が一定になるように調整することを特徴とする(6)記載の溶接鋼管の製造方法。
(8)開先形状を検知する2次元レーザ距離計と、検知した情報をもとに開先断面積を計算して溶接条件の変更を行う1台以上の演算処理装置と、を備えた測定−演算系で開先断面積を求めることを特徴とする(1)乃至(8)のいずれか一つに記載の溶接鋼管の製造方法。
【発明の効果】
【0019】
本発明によれば、シーム溶接部の余盛高さが低く均一で、溶接欠陥の発生の少ない溶接鋼管を安定的に製造することが可能となり、産業上極めて有効である。
【図面の簡単な説明】
【0020】
【図1】溶接電流を変化させた場合の開先断面積と余盛高さとの関係
【図2】目標余盛高さを1.5mmとした場合の開先断面積と適正な溶接条件(第1電極溶接電流、溶接速度)との関係
【図3】本実施例における開先断面積と余盛高さとの関係
【発明を実施するための形態】
【0021】
本発明は、余盛高さの仕様が厳格な板厚: 15mm以上のUOE鋼管を対象とし、造管方法、開先断面積の測定方法、溶接条件の調整方法を規定する。なお、シーム溶接は多電極サブマージアーク溶接とする。
【0022】
本発明に係る溶接鋼管の製造方法では、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を測定して、所望する余盛高さの溶接部が得られるように溶接条件を調整する。
【0023】
開先断面積は、1.溶接前に開先断面積を全長に渡って連続測定して平均値を求めたもの、2.溶接直前、すなわち、仮付け溶接により管状としたものに対してオンラインで求めたもののいずれであっても良く、これらいずれかの断面積をもとに溶接ビードの余盛高さが所望する値となるように溶接条件を調整する。前者の開先断面積の場合、余盛高さは0.1mm以上3.0mm以下、後者の開先断面積の場合は、より好ましい0.1mm以上2.5mm以下が達成される。余盛高さが低い場合の効果は2.5mm以下の場合、顕著に得られ、一方、余盛高さが低すぎるとアンダーカットやヒケスの影響により継手特性が劣化するため0.1mm以上が好ましい。
【0024】
溶接条件は、予め求めておいた溶接条件と開先断面積と余盛高さとの関係をもとに、測定した開先断面積に応じて上記の余盛り高さの範囲に収まるように選定する。予め求めておく溶接条件は、溶接電流、溶接電圧、溶接速度およびワイヤ突出し長の中から選ばれる1種または2種以上とする。
【0025】
余盛高さや溶着量を支配する因子として他に、ワイヤ径、フラックス散布高さ、フラックス粒度なども影響するが大量生産時に鋼管ごとに条件を変更することが困難であるため、条件変更が比較的容易かつ溶着量を十分に変化させることができる上記4つの条件の中から選ばれる1種または2種以上を変更するものとした。
【0026】
溶接電流および溶接速度を調整する場合、本溶接に先立ち、事前に予備試験を行い、開先断面積と溶接条件と余盛高さとの関係を予め求めておく。標準的な溶接条件から大きく離れない範囲での溶接条件(溶接電流・溶接速度)の変更であれば、前記、開先断面積と溶接条件と余盛高さとの関係は、線形の近似式で近似することが可能である。この近似式を元に、或る目標余盛高さを実現する場合の、開先断面積とそれに応じた適正溶接条件との関係を求めることができる。該、開先断面積と溶接条件との関係を用いて、本溶接を実施することにより、適正な余盛高さを実現することができる。
【0027】
ここで、式(1)を満たしながら溶接電流および溶接速度を上げることにより、溶け込み深さをほぼ一定に保ちつつ、溶着量を減らして余盛高さを低減することができる。
【0028】
(ΣI)2/s=C・・・・(1)
ただし、ΣI: 多電極サブマージアーク溶接の各電極の溶接電流の総和(A)、s: 溶接速度(mm/min),C:定数
溶接電流を調整する場合、多電極サブマージアーク溶接の各電極の溶接電流の比が一定になるように調整することができる。このように各電極の溶接電流の比を一定に保つことで、適切な溶接断面形状を維持することができ、溶接断面形状の梨型化による高温割れなどの発生を防止することができる。
【0029】
なお、開先断面積は、開先形状を検知する開先形状認識装置、例えば、2次元レーザ距離計と、検知した情報をもとに開先断面積を計算して溶接条件の変更を行う1台以上の演算処理装置と、を備えた測定−演算系で求めることが好ましい。
【0030】
溶接直前においてオンラインで開先断面積を測定する場合、開先形状認識装置は溶接機よりも溶接方向前方に設置し、測定ピッチは、最低400mmピッチとすることが望ましい。開先断面積を考慮せずに溶接した鋼管のシーム溶接部高さの測定を行ったところ、おおよそ800mmの周期で最大値〜最小値〜最大値を繰り返す傾向にあったためである。なお、開先断面積の測定とともにシーム部のセンター合せも同時に行うことができる。
【実施例】
【0031】
板厚22mm、板幅28インチ、板長12000mmの厚鋼板の板長端にシーム溶接用のタブ板を溶接後、内面開先角度45°、深さ6.5mm、外面開先角度45°、深さ8,5mmを狙ってエッジミラーで全長に渡り開先加工を行い、順にC成形、U成形、O成形し、厚鋼板の端部同士を2電極MIG溶接で仮付溶接を行った。
【0032】
仮付溶接後、仮付ビード抜け部などに外面溶接側からCO2溶接で補強溶接を行い、続いて内面溶接を4電極サブマージアーク溶接で行った。次に、外面溶接前に外面開先内の内面溶接抜け部や補強溶接部をグラインダで研削加工した後、4電極サブマージアーク溶接で外面溶接を行った。
【0033】
開先断面積の測定は、溶接機と同時に動くように溶接線前方に設置した2次元レーザ距離計で外面開先を全長に渡り倣い、溶接線上で溶接点の前方30mmにおける開先断面積を逐次算出することで行った。
【0034】
外面溶接は、標準溶接条件から後述する手順で求めた開先断面積と溶接条件の関係にならい、前記逐次算出された開先断面積の測定結果に応じて溶接電流と溶接速度を変更しながら実施した。
【0035】
比較例では、上記の断面積の測定結果に関わらず、全数を標準溶接条件で溶接を実施した。なお、標準溶接条件とは狙い通りの開先加工がなされたときの開先断面積のときに余盛り高さが狙いの中央値近傍(この場合は1.5mm)になるように決定した溶接条件を指す。
【0036】
余盛高さは、高さ計を用いて管端500mmから11500mmまで1000mmピッチで11点測定し、最大値、最小値および平均値で評価した。
【0037】
溶接条件の調整にあたり、予備試験としてまず、開先断面積と溶接条件の関係を調査した。溶接条件は、表1に示す、標準溶接条件から第1電極の電流を20Aずつ変化させて、溶接電流と溶接速度が(ΣI)2/s=C(定数)かつ各電極の電流比が一定になるように、すなわち、(ΣI)2/sと各電極の電流比とが、それぞれ、標準溶接条件の場合の値と等しくなるように設定した。ここでは、測定した開先断面積が60mm2付近と70mm2付近にある対象材に対して溶接条件と余盛高さとの関係を調査した。
【0038】
図1に上記方法で溶接した場合の、開先断面積と余盛高さとの関係を示す。溶接電流が一定の場合、開先断面積が大きくなると平均余盛高さは小さくなる傾向にある。よって、図1中に示した5本の右下がりの直線のそれぞれが、5水準の第1電極溶接電流の場合に対応するというわけではないものの、これらの直線のように、余盛高さと開先断面積とは、溶接電流をパラメータとした線形関係にあるものと近似できる。すなわち、余盛高さと開先断面積と溶接電流との間に線形近似式を定めることができる。
【0039】
こうして、余盛高さと開先断面積と溶接電流との間に線形近似式が求められると、今度は、所定の開先断面積に対して、特定の目標余盛高さを実現するための、溶接条件を求めることができる。すなわち、余盛高さと開先断面積とが決まると、前記線形近似式を用いることにより適正な溶接電流が求められ、さらに、前述の、溶接電流と溶接速度が(ΣI)2/sが一定という関係から、適正な溶接速度を求めることができるのである。目標余盛高さを1.5mmとした場合の開先断面積と適正な溶接条件(第1電極溶接電流、溶接速度)との関係を図2に示す。
【0040】
この関係をもとに、検出した開先断面積の変化とともに、余盛高さが平均1.5mmになるように溶接電流および溶接速度を変化させながら外面溶接を行った。
【0041】
開先断面積を算出し溶接条件を変更しながら溶接した本発明例と、開先断面積の測定結果によらず標準溶接条件で溶接した比較例の平均開先断面積と余盛高さの関係を図3に示す。なお、最小値が0未満になっているものはアンダーカットが発生したものである。
【0042】
本発明例は、開先断面積の変動に対して適切に溶接条件を変更しているため余盛高さのばらつきが少なく、余盛高さの最大値、最小値ともに目標の範囲内に収まっている。
【0043】
一方、比較例は、開先断面積が小さいときは余盛が過剰であり、開先断面積が大きいときは余盛が小さくアンダーカットが発生していることが認められた。
【0044】
なお、仮付け溶接で管状とした後、溶接前に開先断面積を全長に渡って連続測定して求めた平均値を開先断面積として、上記試験を行った場合、本発明例と同様の結果が得られた。
【0045】
【表1】
【特許請求の範囲】
【請求項1】
両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、
開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
【請求項2】
両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う際、溶接直前においてオンラインで開先断面積を求め、当該断面積をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
【請求項3】
シーム溶接は、予め求めておいた溶接条件と開先断面積と余盛高さとの関係をもとに溶接条件を調整して行うことを特徴とする請求項1または2記載の溶接鋼管の製造方法。
【請求項4】
溶接条件の調整は、溶接電流、溶接電圧、溶接速度およびワイヤ突出し長の1種または2種以上を調整することを特徴とする請求項1ないし3のいずれか一つに記載の溶接鋼管の製造方法。
【請求項5】
溶接条件の調整は、溶接電流と溶接速度について行い、前記予め求めておいた開先断面積と溶接条件と余盛高さとの関係から、目標余盛高さを実現するために開先断面積に応じた適正溶接条件を求めて、これに従って溶接電流と溶接速度を設定することを特徴とする請求項4記載の溶接鋼管の製造方法。
【請求項6】
溶接電流と溶接速度は、下式を満たすように調整することを特徴とする請求項5記載の溶接鋼管の製造方法。
(ΣI)2/s=C
ただし、ΣI: 多電極サブマージアーク溶接の各電極の溶接電流の総和(A)、s: 溶接速度(mm/min),C:定数
【請求項7】
各電極の溶接電流の比が一定になるように調整することを特徴とする請求項6記載の溶接鋼管の製造方法。
【請求項8】
開先形状を検知する2次元レーザ距離計と、
検知した情報をもとに開先断面積を計算して溶接条件の変更を行う1台以上の演算処理装置と、
を備えた測定−演算系により、開先断面積を算出し、さらに溶接条件の変更を行うことを特徴とする請求項1乃至7のいずれか一つに記載の溶接鋼管の製造方法。
【請求項1】
両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、
開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
【請求項2】
両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、
内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う際、溶接直前においてオンラインで開先断面積を求め、当該断面積をもとに溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接することを特徴とする溶接鋼管の製造方法。
【請求項3】
シーム溶接は、予め求めておいた溶接条件と開先断面積と余盛高さとの関係をもとに溶接条件を調整して行うことを特徴とする請求項1または2記載の溶接鋼管の製造方法。
【請求項4】
溶接条件の調整は、溶接電流、溶接電圧、溶接速度およびワイヤ突出し長の1種または2種以上を調整することを特徴とする請求項1ないし3のいずれか一つに記載の溶接鋼管の製造方法。
【請求項5】
溶接条件の調整は、溶接電流と溶接速度について行い、前記予め求めておいた開先断面積と溶接条件と余盛高さとの関係から、目標余盛高さを実現するために開先断面積に応じた適正溶接条件を求めて、これに従って溶接電流と溶接速度を設定することを特徴とする請求項4記載の溶接鋼管の製造方法。
【請求項6】
溶接電流と溶接速度は、下式を満たすように調整することを特徴とする請求項5記載の溶接鋼管の製造方法。
(ΣI)2/s=C
ただし、ΣI: 多電極サブマージアーク溶接の各電極の溶接電流の総和(A)、s: 溶接速度(mm/min),C:定数
【請求項7】
各電極の溶接電流の比が一定になるように調整することを特徴とする請求項6記載の溶接鋼管の製造方法。
【請求項8】
開先形状を検知する2次元レーザ距離計と、
検知した情報をもとに開先断面積を計算して溶接条件の変更を行う1台以上の演算処理装置と、
を備えた測定−演算系により、開先断面積を算出し、さらに溶接条件の変更を行うことを特徴とする請求項1乃至7のいずれか一つに記載の溶接鋼管の製造方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2010−214459(P2010−214459A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−67188(P2009−67188)
【出願日】平成21年3月19日(2009.3.19)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月19日(2009.3.19)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]