
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
1 - 10 / 781
管台補修方法
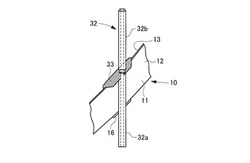
【課題】効率的で作業性のよい管台補修方法を実現する。
【解決手段】既設の管台を除去する工程と、貫通孔の原子炉容器内側の開口部分の原子炉容器母材を切削除去することにより軸対称な開先となった除去凹部を形成する工程と、下側(外側)管台32aを貫通孔に挿入する工程と、除去凹部に対して溶接して埋め戻すことにより肉盛溶接部33を形成する工程と、上側(内側)管台32bの端部を肉盛部33にねじ接合する工程とを有する。
(もっと読む)
エレクトロスラグ溶接の補修溶接方法

【課題】容易に補修溶接を行うことができると共に、補修溶接部分の品質向上を図ることのできるエレクトロスラグ溶接の補修溶接方法を提供する。
【解決手段】母材1、2間の上下方向に延びる開先3に沿って立向姿勢でエレクトロスラグ溶接する本溶接工程を実施した後、本溶接工程の途中で発生した溶接欠陥部6を補修溶接するエレクトロスラグ溶接の補修溶接方法において、本溶接工程後に溶接欠陥部の存在する箇所に母材の厚み方向の貫通孔10を開けることによって溶接欠陥部の存在する部分をくり抜く欠陥部くり抜き工程と、欠陥部くり抜き工程の実施前あるいは実施後に母材を横に寝かせて本溶接工程による溶接ビード4の延在する方向が水平方向となり貫通孔の貫通方向が上下方向となるよう母材の姿勢を変換する母材姿勢変換工程と、母材を横に寝かせることで上下方向を向いた貫通孔に対して立向姿勢でエレクトロスラグ溶接する補修溶接工程と、を備える。
(もっと読む)
接合体及び接合体からなる車両、接合体の製造方法
【課題】溶接変形を低減させるとともに溶接部の強度の向上を図ることが可能な接合体及び接合体からなる車両、接合体の製造方法を提供する。
【解決手段】被接合部材20,30同士が該被接合部材20,30間の接合線81に沿って溶接部80が形成されて一体とされた接合体1であって、溶接部80は接合線81に沿って、互いに間隔をあけて複数設けられ、溶接部80同士の間には、被接合部材20,30に跨るようにして、溶接部80が形成される表面に開口する穴が形成されている。
(もっと読む)
溶接評価試験用の試験片及び溶接評価試験方法
【課題】高強度UOE鋼管そのものを用いることなくシーム溶接部の低温割れの評価を行う。
【解決手段】溶接評価試験用の試験片1は、高強度UOE鋼管と同素材を用いて形成された2枚の平板2a,2bを突合わせた形態をなし、直線形状の突合わせ部位に沿い開先7,8が両面2c,2dにそれぞれ形成された突合せ継手模擬部2と、突合せ継手模擬部2の一の面2cの開先7の形成方向に平行になるように該一の面2c上に設けた平板形状の拘束板3,4と、を有する。
(もっと読む)
接合体及びその製造方法
【課題】被接合部材であるアルミニウム材を加熱する際に生じる液相を利用した接合方法を用いた長寿命の接合体、ならびに、当該接合体を適切に製造するための製造方法を提供する。
【解決手段】アルミニウム材を一方の被接合部材とし、アルミニウム材又は他の金属材を他方の被接合部材とした接合体であって、前記一方の被接合部材と他方の被接合部材の少なくともいずれか一方のアルミニウム材の全質量に対する当該アルミニウム材内に生成する液相の質量比が5〜35%となる温度において両被接合部材が接合され、前記質量比となる液相を生成したアルミニウム材において、液相に相変化しなかった固相と液相に相変化して凝固した固相との孔食電位差が50mV以下であることを特徴とする接合体、ならびに、当該接合体の製造方法。
(もっと読む)
板状部材の補修方法及び板状部材、燃焼器、分割環並びにガスタービン
【課題】冷却空気通路の冷却性能を確保した上で、短時間かつ低コストで実施することができる板状部材の補修方法。
【解決手段】高圧空間と低圧空間とを隔てるように配置され、板面に沿って内部に冷却通路7が設けられた板状部材3の補修方法であって、板状部材3の損傷部位を除去し、冷却通路7を露出させる除去加工工程と、露出した冷却通路を閉塞させるとともに除去加工工程により材料が除去された領域10を埋め、露出した冷却通路を閉塞させるとともに本来の外形から見て欠損がない外形を形成する付加加工工程と、冷却通路の冷媒流れ方向からみて冷却通路が閉塞された位置の上流側で、冷却通路を低圧空間に連通させる第一開口13を設ける第一開口形成工程と、冷却通路が閉塞された位置の下流側で、冷却通路を高圧空間に連通させる第二開口14を設ける第二開口形成工程と、を含む板状部材の補修方法。
(もっと読む)
パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両
【課題】簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両を提供する。
【解決手段】並んで配置される複数のパネル10の縁部間および縁部12a,12a間に、連結部を有して連結して構成されたパネル接合体20であって、連結部は、複数のパネル10の第二主板12,12のそれぞれが、各パネル10間に配置された連結板部材30のそれぞれ対応する側縁30aと接合されて形成され、連結板部材30は、第二主板12の縁部12aに沿う方向に互いに離間して複数設けられていることを特徴としている。
(もっと読む)
溶接部の補修方法
【課題】補修作業に伴う入熱量を小さく抑えることによって、溶接部の強度低下や、溶接部周辺の変形量増加を伴わないで、溶融溶接されたアルミ合金の溶接部に生じた補修方法を提供すること。
【解決手段】溶融溶接によって生じたピット(欠陥)31を覆う態様で肉盛ビード32を形成する。準備した端面が平滑の円柱状の鋼製丸棒工具50を任意の回転数で回転させながら、肉盛ビード32の上方から鋼製丸棒工具50の端面がアルミ合金部材10、20の表面高さに揃う程度まで、肉盛ビード32を押しつぶすように降下させる。
(もっと読む)
金属部品の修理方法
【課題】高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料と同一の材質である溶接材により充填し、充填した前記溶接材に対して当該溶接材の融点よりも低い融点を有する金属材料である低融点材料を溶着させ、溶着させた前記低融点材料を除去するとともに、前記溶接材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
(もっと読む)
継手構造物の使用限界予測方法
【課題】高強度・厚肉UOE鋼管における継手の延性破壊性能予測方法として好適な、継手部に対して直角方向に大きな塑性変形が想定される継手構造物の延性破壊における使用限界を簡易に予測する手法を提供する。
【解決手段】継手部に対して直角方向に負荷される引張り応力により、前記継手部の欠陥から延性き裂が発生するが、母材部で延性破壊する継手構造物の使用限界を予測する場合において、継手構造物が母材部で延性破壊する際の延性破壊限界ひずみと、当該継手構造物の使用中のひずみとを比較して使用限界を予測する際、前記延性破壊限界ひずみを(1)式により求めることを特徴とする継手構造物の使用限界予測方法。
εL:継手構造物の延性破壊限界ひずみ[%]、Lw:継手構造物の変形量を評価する標点間距離、εT:母材部の一様伸び[%]、εF:母材部の破断時伸び[%]、L0:母材部の全厚引張試験片の標点間距離
(もっと読む)
1 - 10 / 781
[ Back to top ]