
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
71 - 80 / 781
耐ねじり疲労特性に優れた電縫鋼管及びその製造方法
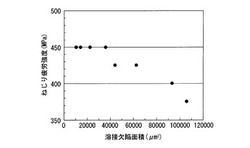
【課題】ドライブシャフトとして必要とされる耐疲労特性を保証された、耐ねじり疲労特性に優れた電縫鋼管の製造方法を提供する。
【解決手段】母材部の組成が、C:0.25〜0.55%、Si:0.01〜1.0%、Mn:0.2〜3.0%、Al:0.1%以下、N:0.0010〜0.0100%を含み残部Fe及び不可避的不純物である電縫鋼管であって、電縫溶接部への溶接欠陥の投影面積である溶接欠陥面積が40000μm2未満であることを特徴とする耐ねじり疲労特性に優れた電縫鋼管。
(もっと読む)
金属接合部の評価方法および推定方法

【課題】金属接合部をより正確に評価できる金属接合部の評価方法および推定方法を提供すること。
【解決手段】金属と金属との圧接接合によって形成された金属接合部の評価方法であって、前記金属接合部の破断を破断する際に、当該破断により表面に現れる前記金属の新生面に対して選択的反応性を有する反応性媒質環境下で破断する工程と、前記破断によって生じた破断面における、前記反応性媒質と前記金属の新生面との反応によって生成した生成物を調べる工程と、を含む。
(もっと読む)
溶接形状評価装置及びその評価方法
【課題】船舶、橋梁、配管などに用いられている様々な溶接形状を計測し、実際の溶接形状に即した溶接の形状パラメータを算出し、自動的に溶接部の疲労強度を算出する溶接形状評価装置及び方法を提供する。
【解決手段】溶接形状評価装置1が照射部13からレーザーを照射し、溶接部を複数の2次元座標(直交座標又は極座標)を持った計測点で計測する計測装置10と、前記計測点を用いて疲労強度を算出する演算装置20とからなり、溶接形状評価方法が座標から計算式により溶接の形状パラメータを算出して簡易式により応力集中係数を算出する簡易式工程と、有限要素法(FEM)を用いて溶接部を解析して応力集中係数を算出する有限要素法(FEM)工程とを備えた応力集中係数算出工程と、複数の提案式と方法を備えて疲労強度を算出する疲労強度算出工程とを備える。
(もっと読む)
溶接継手に圧縮応力を導入する方法
【課題】少なくとも1つの溶接止端部を有する溶接継手に圧縮応力を導入する方法を提供する。
【解決手段】溶接継手の溶接止端部を抵抗線で覆い(206)、溶接止端部を抵抗線により加熱し、溶接止端部を所定温度まで加熱する(208)。更に、溶接止端部を所定時間にわたって、この所定温度に維持する(210)。抵抗線を溶接止端部から取り外し(212)冷却媒体を用いて溶接止端部を焼入れする(214)。焼入れ時には、圧縮応力が溶接止端部に導入される。
(もっと読む)
熱処理方法
【課題】本発明の目的は、板厚方向の温度差を管理することが可能な熱処理方法を提供することにある。
【解決手段】直径が200mm以下、板厚が15mm以下の小口径配管の溶接部近傍を加熱した後、配管内面を冷却する熱処理方法において、施工時に施工部の配管外面の温度低下速度と当該速度測定位置の配管肉厚を測定することを特徴とする。
(もっと読む)
鋼管突き合わせ溶接部の冷却装置及び冷却方法
【課題】敷設船上にて鋼管の突き合わせ溶接部の強制冷却を行うことで、次工程の非破壊検査を速やかに行うことができ、かつ船上の限られたスペースで効率良く溶接部の冷却が可能な、鋼管突き合わせ溶接部の冷却方法及びその装置を提供する。
【解決手段】円筒状の鋼管Pbが嵌まる半円状の凹状部11を有しかつ全体でボックス状に形成された一対の半割状ケーシング部12Aを互い近接させ、これら半割状ケーシング部12を、それらの間に鋼管の溶接部を位置させた状態で、互い相対移動して近接させ該半割状ケーシング部同士の対向部分12AAを突き合わせて内部の鋼管の溶接部を囲繞した後、ケーシング12内の鋼管の溶接部に向けてスプレーノズルを通じて冷却水を噴射する。
(もっと読む)
溶接部の疲労強度向上方法および溶接継手
【課題】ハンマーピーニングに用いて好適な、鋼橋など鋼構造物における溶接部の疲労強度を、溶接部に新たな応力集中部となる変形を与えずに圧縮残留応力を導入して向上させる疲労強度向上方法を提供する。
【解決手段】打撃面が面取りされた平坦な形状のチッパーで溶接止端部から離れた母材表面の一部を、母材表面に対して垂直に打撃、好ましくは打撃による塑性変形領域の一部が重なるように止端部近傍側から漸次外側に移動させるように打撃して塑性変形させ、溶接止端部に圧縮の残留応力を導入する。窪み特性値(最大深さと幅の積)(mm2)が所定の値を有する帯状の塑性変形領域を溶接止端部に接して形成する場合は、チッパーの打撃面の平坦部周囲の面取り部で溶接止端部を、前記平坦部で母材を打撃する。打撃に用いるチッパーの打撃面の幅Bとした場合、母材表面の止端部からB/4以内の部位を打撃して塑性変形させる。
(もっと読む)
高クロム鋼材の溶接方法および溶接継手
【課題】熱影響部に生じる応力を緩和する。
【解決手段】
高クロム鋼材の母材2,3の間を開先溶接して余盛部5を形成すると共に、余盛部5を両方の母材2,3側に拡張して開先溶接による熱影響部2a,3aとその近傍を覆うようにビードを盛って拡張部6を形成する。
(もっと読む)
溶接方法及び溶接装置
【課題】焼戻しするときの溶接部の温度を高精度に制御可能な溶接方法及び溶接装置を提供する。
【解決手段】本発明の溶接方法は、母材を溶接する溶接処理と、溶接処理で溶接された溶接部の熱影響部の温度が焼戻しの温度範囲未満となった後に、溶接部に溶接処理とは別に溶接が施されていない段階で、熱影響部をレーザ照射によって焼戻しの温度範囲に加熱する加熱処理と、を有する。溶接処理された溶接部に加熱処理を施した後に、溶接部の上に溶接を施す第2溶接処理を有していてもよい。第2溶接処理は、溶接処理で溶接された溶接部の熱影響部が焼戻しの温度範囲内に加熱されるように行われる。
(もっと読む)
溶接ビード切削幅測定方法
【課題】切削部の境界が明確に検出できる溶接ビード切削幅測定方法を提供する。
【解決手段】溶接ビード切削部11を照明装置で照射し、照射された領域をカメラ3で撮影し、その撮影画像を画像処理装置4で処理して溶接ビード切削幅を測定する溶接ビード切削幅測定方法において、前記照明装置として、溶接ビード切削部に対し左側から照射する左側照明装置1と右側から照射する右側照明装置2との2つを用い、左側からの照射と右側からの照射を交互に行う。
(もっと読む)
71 - 80 / 781
[ Back to top ]