
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
91 - 100 / 781
スポット溶接の検査装置
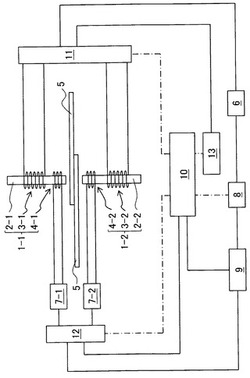
【課題】スポット溶接等によって接合された金属構造体の接合部の品質を非破壊で検査する検査装置を提供する。
【解決手段】金属材料どうしを重ね合わせてスポット溶接して形成した溶接部を挟んで第1と第2のプローブを対向させて配置し、溶接部の溶接状態を検査するスポット溶接の検査装置において、第1プローブは、棒状とした第1芯材と、この第1芯材に巻き回した第1印加コイル及び第1検出コイルを具備し、第2プローブは、棒状とした第2芯材と、この第2芯材に巻き回した第2印加コイル及び第2検出コイルを具備し、第2印加コイルで生じさせた磁場を第1検出コイルで検出する第1モードと、第1印加コイルで生じさせた磁場を第2検出コイルで検出する第2モードと、第1印加コイルで生じさせた磁場を第1検出コイルで検出する第3モードと、第2印加コイルで生じさせた磁場を第2検出コイルで検出する第4モードとを実行することとする。
(もっと読む)
スメルトスパウト及びその製造方法

【課題】肉盛溶接層の割れ発生を抑制し、寿命を向上させたスメルトスパウト及びその製造方法を提供する。
【解決手段】スメルトスパウト1は、肉盛溶接層3を表面に有する内板2と外板4との間に冷却水路8が形成されている。このスメルトスパウト1は、主として、平板20の表面に肉盛溶接層3を形成する肉盛溶接工程と、肉盛溶接層3が表面に形成された平板20を焼鈍する焼鈍工程と、凹状に湾曲した内板2が得られるように、焼鈍された平板20に対して曲げ加工を行う曲げ加工工程と、内板2との間に冷却水路8が形成されるように、内板2に外板4を取り付ける外板取付工程とによって製造される。
(もっと読む)
溶接構造物の設計最適化装置および設計最適化方法
【課題】構造的な制約を満たしながら溶接変形を低減することができる溶接構造物の設計最適化装置および設計最適化方法を提供する。
【解決手段】溶接構造物の設計を最適化する溶接構造物の設計最適化装置であって、溶接構造物の解析形状を設計する解析形状設計手段2と、解析形状に基づいて溶接構造物の構造的評価要素と溶接変形とに共通して影響を与える設計変数を設定する設計変数設定手段と、解析形状を有する解析モデルに対して設計変数を用いて構造的条件因子に対する構造解析を行い構造的評価要素を評価する構造解析部5、および、解析形状を有する解析モデルに対して設計変数を用いて溶接条件因子に対する溶接変形解析を行い溶接変形を評価する溶接変形解析部6を含む解析手段4と、解析手段の解析結果に基づいて、構造的評価要素の制約条件を満たすとともに溶接変形を最適化する設計変数を選定する最適化手段7とを有する。
(もっと読む)
摩擦攪拌接合用工具及び亀裂の補修方法
【課題】摩擦攪拌接合用工具及び亀裂の補修方法において、バリの発生を抑制可能とする。
【解決手段】回転体21とピン部22とショルダ部23とスクロール溝24を設けて構成し、ピン部22とショルダ部23とを合わせた回転軸心O方向の長さを、亀裂深さに予め設定された余裕分を加味して設定された工具差込深さより約0.5mm長く設定し、ショルダ部23の平面部が部材31の表面32に接触した状態すなわち工具の最外周部が部材に接触しない状態で摩擦攪拌接合用工具10を回転させて摩擦攪拌接合を行う。
(もっと読む)
サンプリング及び補修方法
【課題】鋼面の裏面側の空間に切粉が入り込むことを抑制し、且つサンプルの採取や補修を容易に行うサンプリング及び補修方法を提供する。
【解決手段】サンプリング工程と補修工程を備えるサンプリング及び補修方法であって、
サンプリング工程は、鋼面1の表面側から裏面側に向かう非貫通穴3をサンプル1aの外形位置に複数形成し、複数の非貫通穴3をサンプル1aの外形に沿って連結するように切断し且つサンプル1aの周囲に外周溝4を形成し、外周溝4の底部を鋼面1の表面側から裏面側まで切断し、サンプル1aを鋼面1から切り抜いて採取する工程であり、
補修工程は、鋼面1の切り抜き孔に塞ぎ板を配置し、塞ぎ板を鋼面1に溶接して固定し、塞ぎ板と鋼面1で形成される凹部に溶接材を埋め込み、鋼面1の切り抜き孔を補修する工程である。
(もっと読む)
管板に対する管溶接部の補修方法
【課題】溶接部に欠陥が生じた管を栓で塞ぐことなく、溶接に悪影響を及ぼす熱媒体が管板と管との間に残存していても、不純物の新たな溶接部への混入を阻止し得、溶接品質を低下させずに補修溶接を確実に行い得る管板に対する管溶接部の補修方法を提供する。
【解決手段】管板3に対する管2の欠陥が生じた溶接部を切除し、管2の端部を拡管することにより、貫通孔5に対する管2の隙間をなくし、拡管された管2外周と管板3との接触部に環状溝7を切削し、該環状溝7にリング8を埋め込み、該リング8を含め前記管2の端部を再度拡管し、該管2の端部と共に拡管されたリング8が埋め込まれた環状溝7を埋めるように初層溶接し、該初層溶接部9に重ねて前記切削した溶接部を埋め戻すように残層溶接する。
(もっと読む)
固有変形データ計算システム及び計算プログラム並びに溶接変形予測システム及び溶接変形予測プログラム
【課題】既存の固有変形データを利用して、溶接条件が異なる場合や異種材料を溶接する場合にも比較的簡素な計算で固有変形データを算出する。
【解決手段】固有変形データの計算システムは、同種材料を対象とする溶接の条件情報と固有変形データとを一組とするレコードを複数記録した固有変形データ記憶手段と、溶接される第1部材と第2部材の固有変形データを作成するために、新規条件情報を入力する新規条件情報入力手段と、該入力手段で入力された新規条件情報に基づいて、固有変形データ記憶手段から少なくとも一つのレコードを参照レコードとして選択する参照レコード選択手段と、該選択手段で選択された参照レコードに記録されている条件情報及び固有変形データと前記入力手段で入力された新規条件情報とに基づき、新規条件情報の下での第1、第2部材の固有変形データを算出する固有変形データ算出手段とを有する。
(もっと読む)
接合方法
【課題】摩擦攪拌接合後に金属要素同士の接合部分を平らにすること。
【解決手段】金属要素1,1同士の突合部J1における金属要素1,1の表面側から突合部J1に沿った方向としての縦方向に摩擦攪拌接合を行う第一の本接合工程と、当該第一の本接合工程の後に、前記第一の本接合工程における摩擦攪拌で表面側に発生したバリを除去するとともに第一の本接合工程における摩擦攪拌接合により形成された金属要素1,1の裏面側に凸の反りを矯正する歪矯正工程とを含むことを特徴とする。
(もっと読む)
ステンレス鋼溶接部のスケール除去剤とスケールの除去方法
【課題】フッ素酸を使用せずに、高いスケール除去効果が得られる、新規のステンレス鋼溶接部のスケール除去剤とスケールの除去方法を提供する。
【解決手段】3.5〜10質量%の硝酸、10〜20質量%のクエン酸、0.6〜1.7質量%のキトサン、及び3.0〜10質量%の両性界面活性剤を含む水溶液をスケール除去剤とした。スケール除去剤にステンレス鋼溶接部を浸漬し、40〜80℃に加温し、浸漬時間を10〜200分とした。
(もっと読む)
管台内面水冷方法
【課題】局部的に管台及び配管内面に水を満たすことが可能な管台内面水冷方法及び栓を提供する。
【解決手段】容器10の上部に位置する管台12の内面と、該管台12と接続する配管14の内面とを冷却する管台内面水冷方法において、前記管台12の内面に2枚の円板30,31の間に空気を供給することで膨らむバルーン材33を挟み込み、2枚の円板30,31の間隔を固定するスペーサ32と、バルーン材に空気を供給する空気供給ホース34を設置し、該空気供給ホース34から空気を供給することでバルーン材33が管台内面に張り出すように構成された栓16をし、該栓16に前記管台12及び配管14内部に水17を供給する水供給ホース18と、前記管台12及び配管14内部から水17を排水する水回収ホース19を接続し、前記水17の温度を調節して前記管台12及び配管14内面を局部的に冷却した。
(もっと読む)
91 - 100 / 781
[ Back to top ]