
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
121 - 130 / 781
溶接鋼管の製造方法
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、鋼管の外表面から、切削加工により、溶接金属の肉厚方向の高さの2〜10%に相当する部位を切除することを特徴とする溶接鋼管の製造方法。
(もっと読む)
ビードの終端部の形状を判定する装置及びその方法

【課題】本発明の目的は、溶接プロセスと同期してビードの画像を取得し、溶接プロセス直後の極めて短い時間でビードの終端部の穴欠陥を高精度に判定することが可能なビードの終端部の形状を判定する装置及びその方法を提供することにある。
【解決手段】本発明の装置1は、レーザ照射部2と、モニタ部3と、記憶部4と、画像取込部5と、ビード認識部6と、ビード形状判定部7とを備えている。ビード形状判定部7は、ビード認識部6によって認識されたビード領域に基づいてビード領域の終端部の位置を算出し、ビード領域の終端部がビード領域の延在方向に凸形状か凹形状かを判定するように構成されている。
(もっと読む)
溶接部特性に優れた溶接鋼管の製造方法
【課題】鋼材の化学成分や溶接条件以外の方法で溶接部特性を向上することのできる溶接鋼管の製造方法を提供する。
【解決手段】質量%で、C:0.03%以上を含有し、更にNb:0.005%以上および/またはMo:0.10%以上を含有し、かつ式(1)で定義される炭素当量(Ceq)が0.340以上である厚鋼板を圧延方向を長手方向として管状に冷間成形して、突合せ部をサブマージアーク溶接する溶接鋼管の製造方法であって、溶接部の溶接後放冷中に、溶接時の最高到達温度が1200℃以上のHAZ部をα/γ変態点以上950℃以下の温度域にて、且つ、母材部および最高到達温度が900℃以下のHAZ部をα/γ変態点以下の温度域にて、溶接部に圧縮加工を施すことを特徴とする溶接鋼管の製造方法。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5・・・(1)
ここで、各成分元素は、質量%を意味する。
(もっと読む)
タービンロータの補修方法
【課題】補修溶接部の欠陥検査に費やされる時間を軽減することのできるタービンロータの溶接補修方法を提供する。
【解決手段】回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら肉盛り溶接を行うとともに、肉盛り溶接を行いながら溶接された部位を電磁超音波探触子20により欠陥検査を順次行うタービンロータの補修方法。この場合、溶接欠陥の種類ごとに対応する欠陥モデルを保持しておき、この欠陥モデルと、実際に検出された溶接欠陥に対応する欠陥情報とを比較することで、検出された溶接欠陥の種類を特定し、その特定結果に応じた処理を行うことが好ましい。また、補修溶接部には熱処理が施されるが、肉盛り溶接の工程からこの熱処理の工程まで、電磁超音波探傷法による検査を継続することが好ましい。
(もっと読む)
表面検査装置及び表面検査方法
【課題】穴欠陥の検出の確実性を高めることができる表面検査装置及び表面検査方法を提供する
【解決手段】被検査物10の穴欠陥を画像処理で検査する表面検査装置1であって、被検査物10を撮像する撮像手段2と、撮像手段2が撮像した撮像画像を2値化する2値化手段と、被検査物10の穴欠陥の有無を判定する判定手段とを備えており、2値化手段は、設定に応じて変化する各輝度値を基準として2値化画像を算出し、判定手段は、異なる輝度値で2値化した複数の2値化画像に基いて穴欠陥の有無を判定する。
(もっと読む)
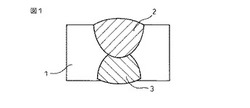
電子ビーム溶接方法
【課題】大入熱で施工しても靭性を回復させることができる電子ビーム溶接方法を提供することを目的とする。
【解決手段】電子ビーム溶接方法は、2つの母材1の突き合わせ部に設けられた開先2を含むよう第1溶接ビード3を形成する工程と、第1溶接ビード3よりも幅が狭い第2溶接ビード4及び第3溶接ビード5を、開先2を外し、且つ、第1溶接ビード3の一部を含むよう突き合わせ部を中心として対称な所定位置に、第1溶接ビード3形成時よりも小入熱で形成する工程と、を備える。
(もっと読む)
形状検査装置及び形状検査方法
【課題】一度のスリット光の走査により、任意の断面線における断面形状を検査することができる形状検査装置及び形状検査方法を提供する。
【解決手段】撮像光学系12を用いて被検査物20の形状を検査する形状検査装置10であって、被検査物20にスリット光を投射する投射手段13と、スリット光の走査により被検査物20上に順次形成される形状線を撮像する撮像手段14と、順次形成された各形状線の撮像データに基いて、被検査物20の三次元形状を点群データとして取得する点群データ取得手段と、点群データに基いて表示された被検査物に、入力に応じて切断線を設定する切断線設定手段と、切断線に対応した点群データにより、切断線における被検査物20の断面形状を算出する断面形状算出手段とを備えている。
(もっと読む)
亜鉛鍍金鋼板の溶接方法
【課題】通常の簡単な溶接作業で、耐久性に優れた亜鉛鍍金鋼板の溶接方法を提供できるようにする。
【解決手段】表面を亜鉛鍍金処理により亜鉛鍍金層を形成した亜鉛鍍金鋼板を突き合わせた部分を電気溶接により溶接する亜鉛鍍金鋼板の溶接方法であって、突き合わせた部分を溶接する溶接棒にステンレス鋼のアーク溶接棒によって溶接するようにした。
(もっと読む)
レールの溶接部の後熱処理方法
【課題】 レールのフラッシュバット溶接において、ダイバーンにより生じたマルテンサイトを後熱処理により無害化し、溶接部に損傷を生じにくくした。
【解決手段】レール使用時にフラッシュバット溶接部の接合面から100mm〜200mm離れた頭部表面に損傷が生じたり、レール底面から疲労亀裂が発生することがある。これらの損傷の起点部には熱影響部が存在し、マルテンサイト組織が発生していることを把握した。レールの定置式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール頭頂部表面を250℃以上600℃以下に再加熱し、溶接時に電極が装着されていたレール足裏面表面を250℃以上、固相線温度以下に再加熱する。また、レールの可動式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール柱部表面を250℃以上、固相線温度以下に再加熱する。
(もっと読む)
構造部材の溶接継手構造及びその溶接方法
【課題】溶接する構造部材の肉厚方向における応力腐食割れの発生を抑制することができる構造部材の溶接継手構造及びその溶接方法を提供する。
【解決手段】溶接トーチ50を配管1a,1bの突合せ面2に垂直にして配管1aの軸方向に配置し、溶接トーチ50を突合せ面2に対向させて配管1aの周方向に移動させながら、それぞれの突合せ面2に肉盛層3a,3bを形成する(B)。肉盛層3a,3bにそれぞれ開先4a,4bを形成し(C)、配管1aの開先4aと配管1bの3開先4bを対向させて配置する(D)。配管1aと配管1bの突合せ溶接を行い、開先4aと開先4bの間に溶接金属部5を形成する。各肉盛層内に、配管の母材と肉盛層の境界部から、肉盛層の溶接線に直交する方向(配管の軸方向)に伸びるデンドライトが形成される。
(もっと読む)
121 - 130 / 781
[ Back to top ]